压块更换机构的制作方法
本技术涉及电池焊接,更具体地,涉及一种压块更换机构。
背景技术:
1、在刀片电池领域,使用激光焊接极芯与盖板时,会使用铜压块作为保护装置,避免焊渣飞溅进入电池壳体内部或者盖板上,以提高电池的质量,同时能避免焊渣飞溅对员工产生伤害。
2、但目前的铜压块大多是直接装在设备上的,拆卸和更换都需要停机,不光耽误了生产的效率且不太方便操作。
技术实现思路
1、本实用新型的一个目的是提供一种压块更换机构的新技术方案,至少能够解决现有技术中压块拆卸和更换需要停机,导致生产效率和操作不方便等问题。
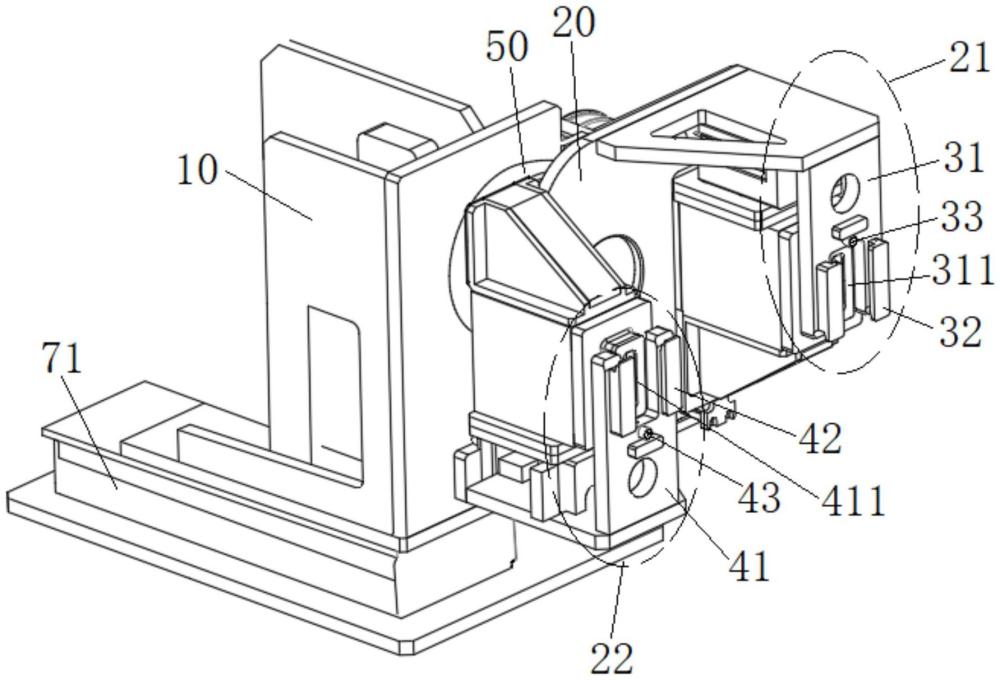
2、本实用新型的第一方面,提供了一种压块更换机构,包括:安装座;旋转座,所述旋转座设在所述安装座上,所述旋转座上设有压块焊接区和压块更换区;压块焊接组件,所述压块焊接组件设在所述压块焊接区,所述压块焊接组件用于进行极耳和盖板的焊接;压块更换组件,所述压块更换组件设在所述压块更换区,所述压块更换组件用于更换压块;驱动件,所述驱动件设在所述安装座上,且所述驱动件与所述旋转座连接,所述驱动件用于驱动所述旋转座转动,以进行所述压块焊接区和所述压块更换区的位置互换。
3、可选地,所述压块焊接组件包括:第一安装板,所述第一安装板设在所述旋转座上,所述第一安装板上设有第一腔体,所述第一腔体内用于设置待焊接压块;第一夹紧件,所述第一夹紧件设在所述旋转座上,且所述第一夹紧件位于所述第一腔体的相对两侧,所述第一夹紧件相对所述旋转座可活动;第一定位块,所述第一定位块设在所述第一安装板上,所述第一定位块用于对位于所述第一腔体内的所述待焊接压块进行定位。
4、可选地,所述压块更换组件包括:第二安装板,所述第二安装板设在所述旋转座上,所述第二安装板上设有第二腔体,所述第二腔体内用于设置待更换压块;第二夹紧件,所述第二夹紧件设在所述旋转座上,且所述第二夹紧件位于所述第二腔体的相对两侧,所述第二夹紧件相对所述旋转座可活动;第二定位块,所述第二定位块设在所述第二安装板上,所述第二定位块用于对位于所述第二腔体内的所述待更换压块进行定位。
5、可选地,所述第一夹紧件和所述第二夹紧件的结构相同,且所述第一夹紧件和所述第二夹紧件均包括两个夹紧气缸,两个所述夹紧气缸相对设置在所述第一腔体或第二腔体上,通过两个所述夹紧气缸的移动,夹紧或松开所述待焊接压块或待更换压块。
6、可选地,所述待焊接压块和所述待更换压块为相同结构的压块,所述压块包括激光缝,在所述压块设在所述第一腔体的情况下,所述压块的所述激光缝与第一腔体连通;在所述压块设在所述第二腔体的情况下,所述压块的所述激光缝与所述第二腔体连通。
7、可选地,所述的压块更换机构还包括:推进模组,所述安装座设在所述推进模组上,所述推进模组驱动所述安装座的移动位置。
8、可选地,所述安装座的移动位置包括焊接位、焊接等待位和退回位,所述推进模组驱动所述安装座在所述焊接位、所述焊接等待位和所述退回位之间移动。
9、可选地,所述的压块更换机构还包括:第一搬运模组、第二搬运模组和第三搬运模组,所述第一搬运模组、所述第二搬运模组和所述第三搬运模组分别与所述安装座连接,所述第一搬运模组驱动所述安装座在第一方向上活动,所述第二搬运模组驱动所述安装座在第二方向上活动,所述第三搬运模组驱动所述安装座在第三方向上活动,所述第一方向、所述第二方向和所述第三方向为不同方向。
10、可选地,所述的压块更换机构还包括:固定座,所述固定座上设有压块排废区和压块取料区,所述压块排废区用于放置多个所述待更换压块,所述压块取料区用于放置多个所述待焊接压块。
11、可选地,所述的压块更换机构还包括:plc控制器,所述plc控制器设在所述固定座上,所述plc控制器与所述推进模组连接,以通过检测所述推进模组的扭矩判断压块的贴合效果。
12、可选地,所述的压块更换机构还包括:氮气检测器,所述氮气检测器设在所述固定座上,所述氮气检测器与所述plc控制器连接,以通过监测氮气气流判断焊接效果。
13、本实用新型的压块更换机构,在安装座上设置旋转座,通过驱动件可以驱动旋转座转动,压块焊接组件和压块更换组件分别设置在旋转座的压块焊接区和压块更换区,通过驱动件驱动旋转座转动,可以实现压块焊接区和压块更换区的位置互换,从而实现不停机更换压块,提高生产效率,且自动话程度高,操作简便。
14、通过以下参照附图对本实用新型的示例性实施例的详细描述,本实用新型的其它特征及其优点将会变得清楚。
技术特征:
1.一种压块更换机构,其特征在于,包括:
2.根据权利要求1所述的压块更换机构,其特征在于,所述压块焊接组件包括:
3.根据权利要求2所述的压块更换机构,其特征在于,所述压块更换组件包括:
4.根据权利要求3所述的压块更换机构,其特征在于,所述第一夹紧件和所述第二夹紧件的结构相同,且所述第一夹紧件和所述第二夹紧件均包括两个夹紧气缸,两个所述夹紧气缸相对设置在所述第一腔体或第二腔体上,通过两个所述夹紧气缸的移动,夹紧或松开所述待焊接压块或待更换压块。
5.根据权利要求3所述的压块更换机构,其特征在于,所述待焊接压块和所述待更换压块为相同结构的压块,所述压块包括激光缝,在所述压块设在所述第一腔体的情况下,所述压块的所述激光缝与第一腔体连通;在所述压块设在所述第二腔体的情况下,所述压块的所述激光缝与所述第二腔体连通。
6.根据权利要求3所述的压块更换机构,其特征在于,还包括:推进模组,所述安装座设在所述推进模组上,所述推进模组驱动所述安装座的移动位置。
7.根据权利要求6所述的压块更换机构,其特征在于,所述安装座的移动位置包括焊接位、焊接等待位和退回位,所述推进模组驱动所述安装座在所述焊接位、所述焊接等待位和所述退回位之间移动。
8.根据权利要求1所述的压块更换机构,其特征在于,还包括:第一搬运模组、第二搬运模组和第三搬运模组,所述第一搬运模组、所述第二搬运模组和所述第三搬运模组分别与所述安装座连接,所述第一搬运模组驱动所述安装座在第一方向上活动,所述第二搬运模组驱动所述安装座在第二方向上活动,所述第三搬运模组驱动所述安装座在第三方向上活动,所述第一方向、所述第二方向和所述第三方向为不同方向。
9.根据权利要求6所述的压块更换机构,其特征在于,还包括:固定座,所述固定座上设有压块排废区和压块取料区,所述压块排废区用于放置多个所述待更换压块,所述压块取料区用于放置多个所述待焊接压块。
10.根据权利要求9所述的压块更换机构,其特征在于,还包括:plc控制器,所述plc控制器设在所述固定座上,所述plc控制器与所述推进模组连接,以通过检测所述推进模组的扭矩判断压块的贴合效果。
11.根据权利要求10所述的压块更换机构,其特征在于,还包括:
技术总结
本技术公开了一种压块更换机构,包括:安装座;旋转座,旋转座设在安装座上,旋转座上设有压块焊接区和压块更换区;压块焊接组件,压块焊接组件设在压块焊接区,压块焊接组件用于进行极耳和盖板的焊接;压块更换组件,压块更换组件设在压块更换区,压块更换组件用于更换压块;驱动件,驱动件设在安装座上,且驱动件与旋转座连接,驱动件用于驱动旋转座转动,以进行压块焊接区和压块更换区的位置互换。本技术的压块更换机构,可以实现压块焊接区和压块更换区的位置互换,从而实现不停机更换压块,提高生产效率,且自动话程度高,操作简便。
技术研发人员:郑学俊,童浩然,郑翰,肖刃非,杨帆
受保护的技术使用者:比亚迪股份有限公司
技术研发日:20230921
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!