一种钣金件冲压成型出料结构的制作方法
本技术涉及钣金件冲压领域,具体为一种钣金件冲压成型出料结构。
背景技术:
1、钣金件冲压成型出料结构是一种钣金件进行完成冲压后对钣金件进行出料的装置,其主要的目的是帮助工人进行出料,防止其卡在模具里面。
2、公开号为cn219443045u的专利,公开一种防变形的冲压机顶模出料结构,包括支撑架、底座、冲压机构和冲压块,所述底座固定在支撑架的上方,且支撑架的内侧安装有冲压机构,现有的冲压机出料结构在进行出料时主要采用转动螺纹杆带动模具下方的顶杆上升,将钣金件顶出完成出料,这种出料方式转动螺纹杆需要人看到模具上升之后,去调节转动螺纹杆才能完成出料,不能进行自动的出料非常的麻烦。
技术实现思路
1、本实用新型的目的在于提供了一种钣金件冲压成型出料结构,采用本装置进行工作,从而解决了冲压机出料结构在进行出料时主要采用转动螺纹杆带动模具下方的顶杆上升,将钣金件顶出完成出料,这种出料方式转动螺纹杆需要人看到模具上升之后,去调节转动螺纹杆才能完成出料,不能进行自动的出料非常的麻烦的问题。
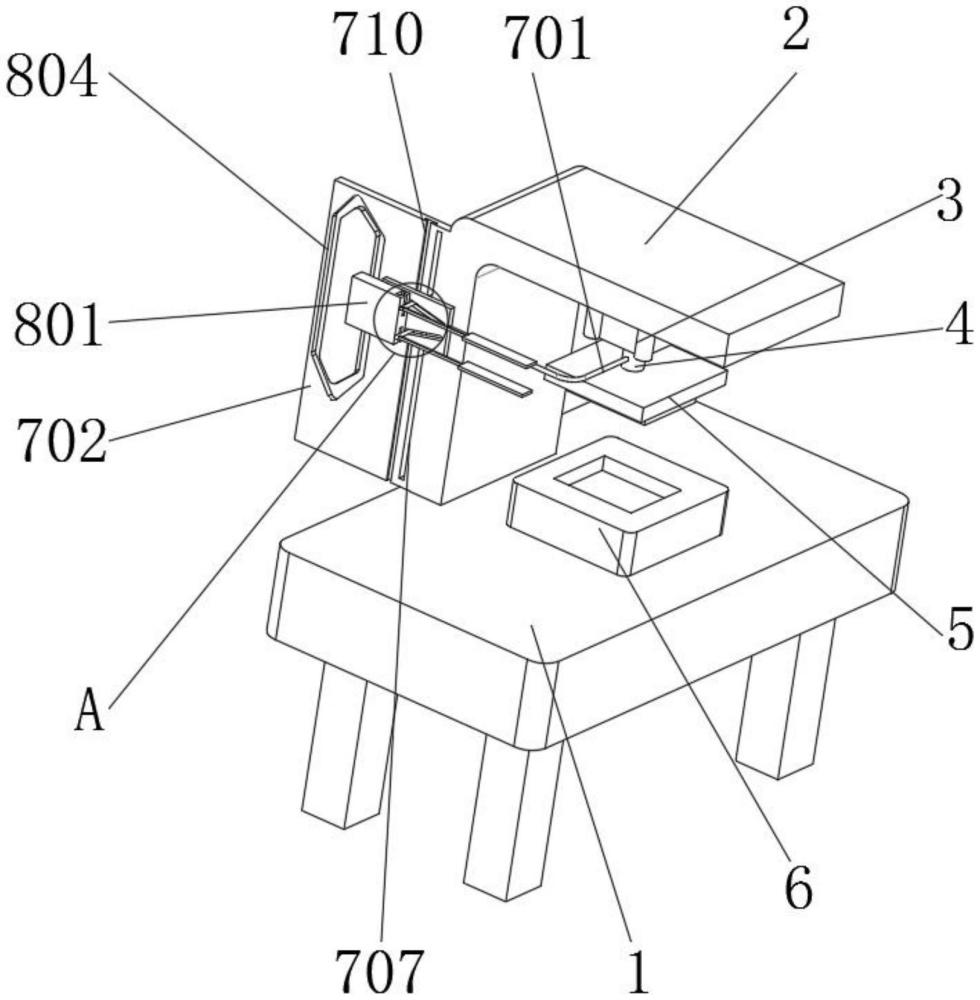
2、为实现上述目的,本实用新型提供如下技术方案:一种钣金件冲压成型出料结构,包括有底座,设置在底座后侧上方的第一支撑板,设置在第一支撑板上方的气缸,设置在气缸输出端的气杆,设置在气杆下端的冲击模具,设置在底座前侧上方的承载模具,第一支撑板的左侧设置有夹持机构,夹持机构的后侧设置有往复机构;
3、夹持机构包括有固定连接在气杆外侧的第一连接杆,第一支撑板的左侧固定连接有第二支撑板,第二支撑板的左侧设置有第一滑动板,第一滑动板的内侧设置有第一孔洞,第一孔洞的内侧滑动连接有第一导向杆,第一导向杆的前端固定连接有夹板,第二支撑板的前端内部设置有第二孔洞,第二孔洞的内部设置有第二连接杆,第二连接杆的右端固定连接有第二滑动板,第二滑动板与第二支撑板的连接方式为竖直滑动连接,第二支撑板的中间内部有第一滑槽,第一滑槽的内侧设置有第一滑块。
4、优选的,第一孔洞的外观结构形状为倾斜直线形,且第一孔洞关于第一滑动板的中心轴线对称设置。
5、优选的,第二孔洞与第二连接杆的配合方式为间隙配合,且第二连接杆与第一滑动板的连接方式为固定连接。
6、优选的,第一滑块与第一滑槽的配合方式为间隙配合,且第一滑块的俯视外观结构形状为“凸”字形。
7、优选的,往复机构包括有横向滑动连接在第一滑动板左侧的连接板,连接板的内侧设置有第二滑槽,第二滑槽的内侧设置有第二滑块,第二支撑板的后侧内部设置有导向槽,导向槽的内侧设置有第二导向杆。
8、优选的,第二滑块与第二滑槽的配合方式为间隙配合,且第二滑块与第一导向杆的连接方式为固定连接,并且第二滑块的俯视外观结构形状为“凸”字形。
9、优选的,导向槽的上端外侧顶点比导向槽的上端内侧顶点偏后,导向槽的下端外侧顶点比导向槽的下端外侧顶点偏前。
10、优选的,第二导向杆与导向槽的配合方式为间隙配合,第二导向杆的左端与连接板的连接方式为固定连接。
11、与现有技术相比,本实用新型的有益效果如下:
12、1、本实用新型提出的一种钣金件冲压成型出料结构,通过设置有夹持机构和往复机构,在气杆和冲击模具向下进行运动时,往复机构带动夹持机构向下和向后侧进行运动,使得夹板不会影响到钣金件,在气杆和冲击模具向上进行运动时,往复机构带动夹持机构向上和向前侧进行运动,并将钣金件夹持住,带动钣金件向上进行运动,完成出料,相对于现有技术,在完成冲击后自动将钣金件进行出料,从而达到了使得出料过程更加简单的目的。
技术特征:
1.一种钣金件冲压成型出料结构,包括有底座(1),设置在底座(1)后侧上方的第一支撑板(2),设置在第一支撑板(2)上方的气缸(3),设置在气缸(3)输出端的气杆(4),设置在气杆(4)下端的冲击模具(5),设置在底座(1)前侧上方的承载模具(6),其特征在于:所述第一支撑板(2)的左侧设置有夹持机构(7),所述夹持机构(7)的后侧设置有往复机构(8);
2.根据权利要求1所述的一种钣金件冲压成型出料结构,其特征在于:所述第一孔洞(704)的外观结构形状为倾斜直线形,且第一孔洞(704)关于第一滑动板(703)的中心轴线对称设置。
3.根据权利要求1所述的一种钣金件冲压成型出料结构,其特征在于:所述第二孔洞(707)与第二连接杆(708)的配合方式为间隙配合,且第二连接杆(708)与第一滑动板(703)的连接方式为固定连接。
4.根据权利要求1所述的一种钣金件冲压成型出料结构,其特征在于:所述第一滑块(711)与第一滑槽(710)的配合方式为间隙配合,且第一滑块(711)的俯视外观结构形状为“凸”字形。
5.根据权利要求1所述的一种钣金件冲压成型出料结构,其特征在于:所述往复机构(8)包括有横向滑动连接在第一滑动板(703)左侧的连接板(801),所述连接板(801)的内侧设置有第二滑槽(802),所述第二滑槽(802)的内侧设置有第二滑块(803),所述第二支撑板(702)的后侧内部设置有导向槽(804),所述导向槽(804)的内侧设置有第二导向杆(805)。
6.根据权利要求5所述的一种钣金件冲压成型出料结构,其特征在于:所述第二滑块(803)与第二滑槽(802)的配合方式为间隙配合,且第二滑块(803)与第一导向杆(705)的连接方式为固定连接,并且第二滑块(803)的俯视外观结构形状为“凸”字形。
7.根据权利要求5所述的一种钣金件冲压成型出料结构,其特征在于:所述导向槽(804)的上端外侧顶点比导向槽(804)的上端内侧顶点偏后,所述导向槽(804)的下端外侧顶点比导向槽(804)的下端外侧顶点偏前。
8.根据权利要求5所述的一种钣金件冲压成型出料结构,其特征在于:所述第二导向杆(805)与导向槽(804)的配合方式为间隙配合,第二导向杆(805)的左端与连接板(801)的连接方式为固定连接。
技术总结
本技术涉及钣金件冲压领域,公开了一种钣金件冲压成型出料结构,本技术解决了出料方式转动螺纹杆需要人看到模具上升之后,去调节转动螺纹杆才能完成出料,不能进行自动的出料非常麻烦的问题,通过设置有夹持机构和往复机构,在气杆和冲击模具向下进行运动时,往复机构带动夹持机构向下和向后侧进行运动,使得夹板不会影响到钣金件,在气杆和冲击模具向上进行运动时,往复机构带动夹持机构向上和向前侧进行运动,并将钣金件夹持住,带动钣金件向上进行运动,完成出料,相对于现有技术,在完成冲击后自动将钣金件进行出料,从而达到了使得出料过程更加简单的目的。
技术研发人员:李青
受保护的技术使用者:合肥伟一晟精密制造有限公司
技术研发日:20230927
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!