一种涡轮增压器叶轮切削加工用定位工装的制作方法
本技术涉及涡轮增压器叶轮加工,具体为一种涡轮增压器叶轮切削加工用定位工装。
背景技术:
1、涡轮增压器实际上是一种空气压缩机,通过压缩空气来增加进气量。它是利用发动机排出的废气惯性冲力来推动涡轮室内的涡轮,涡轮又带动同轴的叶轮,叶轮压送由空气滤清器管道送来的空气,使之增压进入气缸。当发动机转速增大,废气排出速度与涡轮转速也同步增加,叶轮就压缩更多的空气进入气缸,空气的压力和密度增大可以燃烧更多的燃料,相应增加燃料量和调整发动机的转速,就可以增加发动机的输出功率了,叶轮是涡轮增压器中的重要部件,在叶轮生产加工时,一般需要通过定位工装对叶轮进行定位固定。
2、但现有的涡轮增压器叶轮定位工装在使用的过程中主要存在以下弊端:固定速度慢,且叶轮在加工时,容易产生较多的碎屑,这些碎屑堆积在叶轮上,清理较为麻烦,且容易划伤叶轮的表面,造成工件废弃,因此,存在改进的空间。
技术实现思路
1、本实用新型旨在解决现有技术或相关技术中存在的技术问题之一。
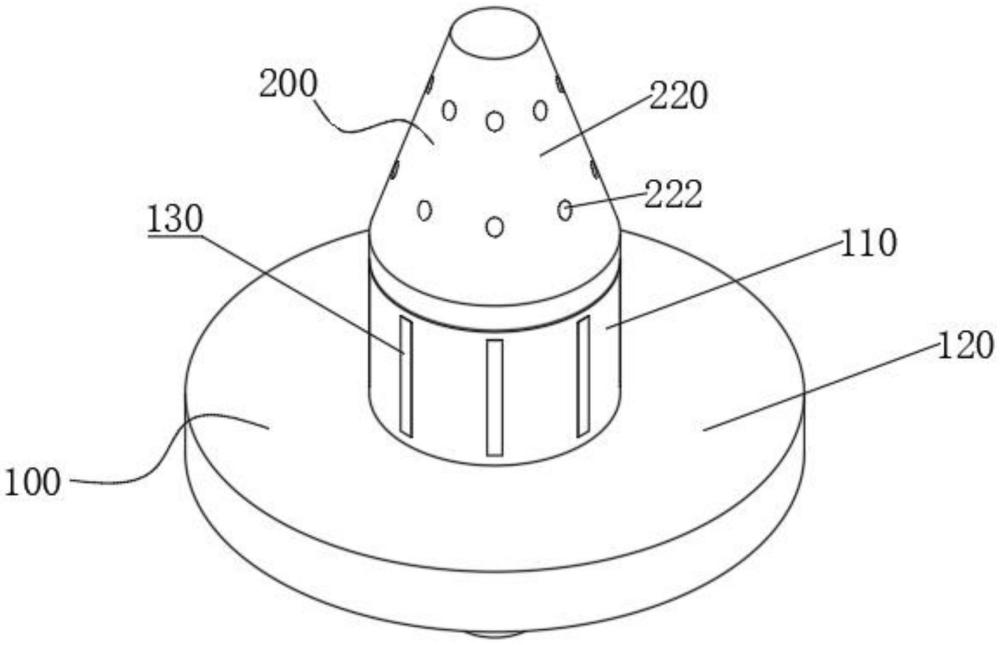
2、为此,本实用新型所采用的技术方案为:一种涡轮增压器叶轮切削加工用定位工装,包括:主体模块以及清理模块,所述主体模块包括底座、固定套接在底座外侧面上的托板、多个设置在底座内腔且伸出底座的三角块、转动安装在底座底端的螺纹管、设置在底座底端且伸入到底座内腔的活动件以及安装在底座底端的进气管道。
3、所述活动件包括套接在螺纹管外侧的螺纹环、呈环形阵列固定在螺纹环顶端的支杆以及固定在支杆顶端的梯形顶块,所述底座的内腔开有气流道。
4、所述清理模块包括内环固定套接在底座顶端的轴承、固定套接在轴承外环上的锥形块、固定在锥形块底端的环形件、呈环形阵列固定在环形件内壁上的支架、固定在支架上的转轴以及固定套接在转轴上的扇叶。
5、所述锥形块内设置有主流道,主流道与气流道连通,在锥形块的外侧面上呈环形阵列开有多个喷气孔与主流道连通。
6、本实用新型在一较佳示例中可以进一步配置为:所述底座的外侧面上开有凹槽,所述三角块嵌合在凹槽内,且梯形顶块伸入到凹槽内,同时梯形顶块的斜面与三角块的斜面相互贴合。
7、本实用新型在一较佳示例中可以进一步配置为:所述凹槽的相对内侧壁上开有滑槽,所述三角块的两侧固定有凸起,所述凸起滑动嵌合在滑槽内。
8、本实用新型在一较佳示例中可以进一步配置为:所述螺纹管的外侧面上设置有外螺纹,所述螺纹环的内侧面上设置有内螺纹,且二者相互啮合。
9、本实用新型在一较佳示例中可以进一步配置为:所述转轴伸入到气流道内。
10、本实用新型在一较佳示例中可以进一步配置为:所述喷气孔呈倾斜设置。
11、本实用新型在一较佳示例中可以进一步配置为:所述进气管道与气流道连通。
12、通过采用上述技术方案,本实用新型所取得的有益效果为:
13、1.本实用新型中,通过在底座的外侧面上呈环形阵列开设凹槽,并在凹槽的内腔活动设置三角块,同时在底座的底端设置伸入底座内腔的活动件,并在底座的底端转动安装螺纹管,使用时,只需将叶轮套在底座上,转动螺纹管,带动活动件上移,活动件上移将三角块向外顶出底座,从内部对叶轮进行内撑固定,保持叶轮加工稳定性的同时,定位固定速度快,结构简单且操作便捷,增加了实用性能。
14、2.本实用新型中,通过轴承在底座的顶端安装锥形座,锥形座的内腔设置有主流道,并在锥形座的外侧面上开设多个喷气孔与主流道连通,同时在锥形块的底端通过支架安装伸入底座内气流道的转轴,并在转轴上安装扇叶,在叶轮进行加工时,高速气流通过进气管道送入到气流到内,在经过扇叶时,带动扇叶进行转动,扇叶转动通过转轴带动锥形块进行转动,同时高压气流进入到主流道内,并通过喷气孔进行喷出,将堆积在叶轮表面的碎屑进行吹走,从而避免了加工时叶轮表面残留碎屑划伤叶轮的情况出现,进一步的增加了实用性能。
技术特征:
1.一种涡轮增压器叶轮切削加工用定位工装,包括:主体模块(100)以及清理模块(200),其特征在于,所述主体模块(100)包括底座(110)、固定套接在底座(110)外侧面上的托板(120)、多个设置在底座(110)内腔且伸出底座(110)的三角块(130)、转动安装在底座(110)底端的螺纹管(140)、设置在底座(110)底端且伸入到底座(110)内腔的活动件(150)以及安装在底座(110)底端的进气管道(160);
2.根据权利要求1所述的一种涡轮增压器叶轮切削加工用定位工装,其特征在于,所述底座(110)的外侧面上开有凹槽(111),所述三角块(130)嵌合在凹槽(111)内,且梯形顶块(153)伸入到凹槽(111)内,同时梯形顶块(153)的斜面与三角块(130)的斜面相互贴合。
3.根据权利要求2所述的一种涡轮增压器叶轮切削加工用定位工装,其特征在于,所述凹槽(111)的相对内侧壁上开有滑槽(112),所述三角块(130)的两侧固定有凸起(131),所述凸起(131)滑动嵌合在滑槽(112)内。
4.根据权利要求1所述的一种涡轮增压器叶轮切削加工用定位工装,其特征在于,所述螺纹管(140)的外侧面上设置有外螺纹,所述螺纹环(151)的内侧面上设置有内螺纹,且二者相互啮合。
5.根据权利要求1所述的一种涡轮增压器叶轮切削加工用定位工装,其特征在于,所述转轴(250)伸入到气流道(113)内。
6.根据权利要求1所述的一种涡轮增压器叶轮切削加工用定位工装,其特征在于,所述喷气孔(222)呈倾斜设置。
7.根据权利要求1所述的一种涡轮增压器叶轮切削加工用定位工装,其特征在于,所述进气管道(160)与气流道(113)连通。
技术总结
本技术公开了一种涡轮增压器叶轮切削加工用定位工装,主体模块包括底座、固定套接在底座外侧面上的托板、多个设置在底座内腔且伸出底座的三角块、转动安装在底座底端的螺纹管、设置在底座底端且伸入到底座内腔的活动件以及安装在底座底端的进气管道,底座的外侧面上呈环形阵列开有凹槽,三角块嵌合在凹槽内,同时在凹槽的相对内侧壁上开有滑槽,在三角块的两侧固定有凸起,凸起滑动嵌合在滑槽内,对三角块的移动进行限位,避免三角块过度伸出凹槽,托板用于放置叶轮,三角块用于在活动件的挤压下伸出,从内部对叶轮进行内撑固定,该涡轮增压器叶轮切削加工用定位工装,具有定位速度快以及加工时清理叶轮表面碎屑的优点。
技术研发人员:韩青,李涛涛,杨平,陆仁杰
受保护的技术使用者:江苏索特动力工程有限公司
技术研发日:20231009
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!