一种折弯机压型批量零件辅助定位装置的制作方法
本发明涉及板式零件加工,更具体地说,涉及一种折弯机。
背景技术:
1、在应用批量化、相同压型尺寸的板式零件加工过程中,一般在划线工完成板式零件压型线画线后,压型施工人员将折弯机上的激光校准线与板式零件上的压型线对准重合,再由折弯机工作加工板式零件,完成压型工作。这种利用人工画压型线,再将激光校准线与压型线对准重合的作业方式,使压型人员劳动作业强度较大,易出现精神疲劳,且大量时间浪费在压型准备工序上,制约了批量化、相同压型尺寸的板式零件的压型加工生产效率和精度。
技术实现思路
1、本发明通过在折弯机平台上安装带有限位轨道和限位顶丝的工作面板,且工作面板高度与折弯机压型下胎高度相同,实现了在批量化相同压型尺寸的板式零件加工过程中,只需对第一块板式零件完成压型准备工序,无需对后续零件进行人工画压型线和校准,降低压型人员劳动作业强度,提高批量化、提高了相同压型尺寸的板式零件的压型加工生产效率和精度。
2、为实现上述目的,本发明提供一种折弯机:
3、折弯机平台上安装连接垫块,连接垫块位于支撑腿下方,支撑腿上安装矩形工作面板,工作面板上安装2组平行的限位轨道,2组限位轨道一侧端面与工作面板一侧端面垂直于同一水平线,2组限位轨道之间安装有限位滑块,限位滑块能够探出工作面板的端面上安装限位顶丝。
4、进一步,连接垫块有2组,分别与折弯机平台通过第一固定螺栓和固定螺母连接。
5、进一步,支撑腿有2组,每组支撑腿底部分别通过2个第一连接螺栓与连接垫块连接。
6、进一步,工作面板底部通过2个第二连接螺栓与支撑腿连接。
7、进一步,限位滑块能够通过第二固定螺栓锁死在2个限位轨道组成的轨道空间中的位置。
8、进一步,工作面板高度与折弯机压型下胎高度相同。
9、进一步,每组限位轨道通过3个第三连接螺栓固定在工作面板上。
10、进一步,板式零件水平放置在折弯机压型下胎上,板式零件一端接触限位顶丝。
11、进一步,折弯机压型上胎位于折弯机压型下胎“v”形凹槽正上方。
12、本发明与现有技术相比具有以下优点:
13、本发明在批量化相同压型尺寸的板式零件加工过程中,只需对第一块板式零件完成压型准备工序;压型时将装置上的限位滑块滑动至板式零件端部边缘,再旋转调节限位顶丝接触到板式零件端部后锁紧限位滑块,进行压型工,完成第一块板式零件弯曲压型;将第二块相同压型尺寸的板式零件摆放至折弯机压型下胎上,只需将第二块板式零件端部接触到折弯机批量零件辅助定位装置的限位顶丝,就可以开始对第二块板式零件压型,再重复以上动作即可完成后续相同尺寸板式零件的压型;本发明结构简洁、作业精度较高,可以省去压型前准备工序(画线、校准),由折弯机直接可以对相同压型尺寸的板式零件进行压型加工,降低了压型人员劳动作业强度,提高了批量化、相同压型尺寸的板式零件的压型加工生产效率和精度。
技术特征:
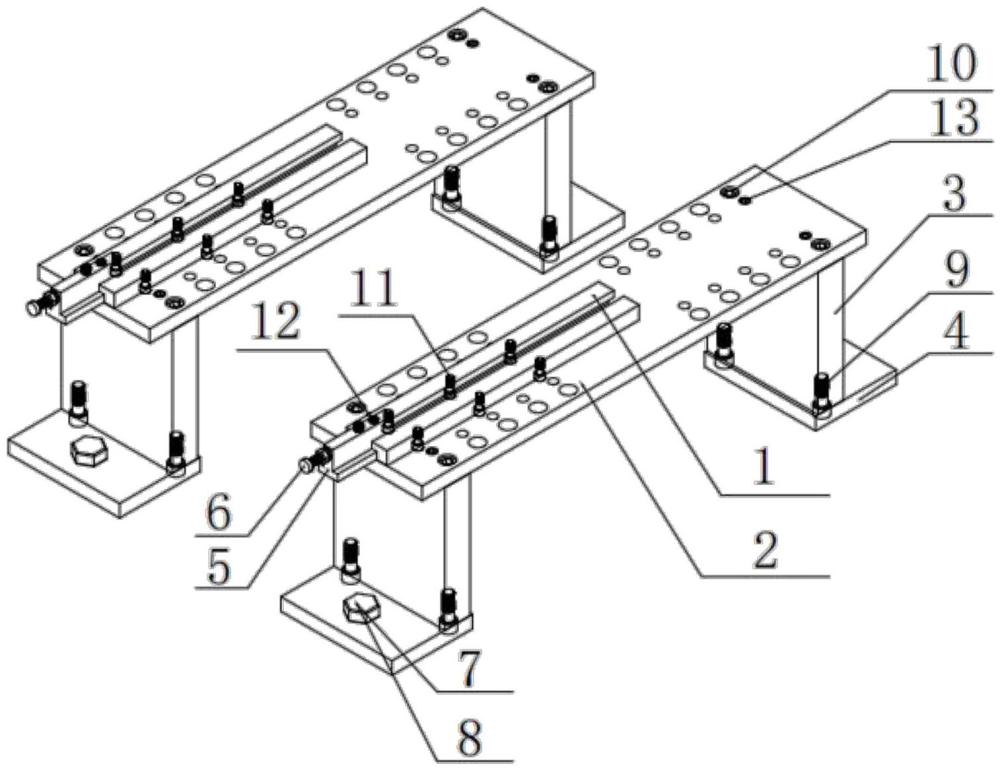
1.一种折弯机压型批量零件辅助定位装置,其特征在于,折弯机平台(16)上安装连接垫块(4),所述连接垫块(4)位于支撑腿(3)下方,所述支撑腿(3)上安装矩形工作面板(2),所述工作面板(2)上安装2组平行的限位轨道(1),所述2组限位轨道(1)一侧端面与工作面板(2)一侧端面垂直于同一水平线,所述2组限位轨道(1)之间安装有限位滑块(5),所述限位滑块(5)能够探出所述工作面板(2)的端面上安装限位顶丝(6)。
2.根据权利要求1所述折弯机压型批量零件辅助定位装置,其特征在于,所述连接垫块(4)有2组,分别与所述折弯机平台(16)通过第一固定螺栓(7)和固定螺母(8)连接。
3.根据权利要求1所述折弯机压型批量零件辅助定位装置,其特征在于,所述支撑腿(3)有2组,所述每组支撑腿(3)底部分别通过2个第一连接螺栓(9)与所述连接垫块(4)连接。
4.根据权利要求1所述折弯机压型批量零件辅助定位装置,其特征在于,所述工作面板(2)底部通过2个第二连接螺栓(10)与所述支撑腿(3)连接。
5.根据权利要求1所述折弯机压型批量零件辅助定位装置,其特征在于,所述限位滑块(5)能够通过第二固定螺栓(12)锁死在2个限位轨道(1)组成的轨道空间中的位置。
6.根据权利要求4所述折弯机压型批量零件辅助定位装置,其特征在于,所述工作面板(2)高度与折弯机压型下胎(15)高度相同。
7.根据权利要求1所述折弯机压型批量零件辅助定位装置,其特征在于,所述每组限位轨道(1)通过3个第三连接螺栓(11)固定在所述工作面板(2)上。
8.根据权利要求6所述折弯机压型批量零件辅助定位装置,其特征在于,板式零件(17)水平放置在所述折弯机压型下胎(15)上,所述板式零件(17)一端接触所述限位顶丝(6)。
9.根据权利要求1所述折弯机压型批量零件辅助定位装置,其特征在于,折弯机压型上胎(14)位于所述折弯机压型下胎(15)“v”形凹槽正上方。
技术总结
本发明公开了一种折弯机,应用于板式零件加工技术领域,折弯机平台上安装连接垫块,连接垫块位于支撑腿下方,支撑腿上安装矩形工作面板,工作面板上安装2组平行的限位轨道,2组限位轨道一侧端面与工作面板一侧端面垂直于同一水平线,2组限位轨道之间安装有限位滑块,限位滑块能够探出工作面板的端面上安装限位顶丝;本发明实现了相同压型尺寸的板式零件,只需要对每种规格的第一块板式零件进行压型准备工序,省去了其余板式零件的压型准备工序,降低压型人员劳动作业强度,提高了批量化、相同压型尺寸的板式零件的压型加工生产效率和精度。
技术研发人员:董和玮,赵文卿,杜仲,黎作东,王景春,苑馨予,刚欲晓,史秀玉,姜曌霖,仝钦臣,芦源,魏晶,郭璐璐,刘莹,何卫东
受保护的技术使用者:大连船舶重工集团舾装有限公司
技术研发日:20231011
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!