一种空压机活塞加工用固定夹具的制作方法
本技术涉及空压机活塞加工,具体为一种空压机活塞加工用固定夹具。
背景技术:
1、活塞是空压机的中枢部位,在空压机启动时候占了极其重要的地位,它是用来承受气体压力,并通过活塞销让连杆驱使曲轴旋转,在对空压机活塞加工时需要使用镗床对销轴孔加工,但是现有的工件固定夹具结构复杂,需要定位件对活塞内部下端固定,而现有下端固定位圆盘状结构,针对不同的型号的工件需要更换不同的定位圆盘,因此不能实现通用,并且现有的装置夹紧结构主要依靠人工进行固定,人工固定效率低。
技术实现思路
1、本实用新型要解决的技术问题是克服现有的缺陷,提供一种空压机活塞加工用固定夹具,结构简单,操作简便,可以通过自动定位的方式进行工件夹紧,加快夹紧的速度,节省了大量人力,且可以对不同大小的工件定位,使用范围更广,可以有效解决背景技术中的问题。
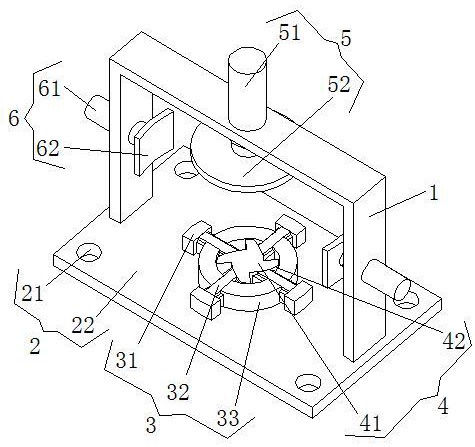
2、为实现上述目的,本实用新型提供如下技术方案:一种空压机活塞加工用固定夹具,包括u 型支撑板、安装底座、顶部定位件、磁吸拨动件、上端压紧组件、侧面压紧组件和伺服电机,所述安装底座包括安装底板,安装底板的四角设有安装通孔,且安装底板的上表面中心固定有顶部定位件,所述顶部定位件上设有带动其移动的磁吸拨动件,所述安装底板的下表面中心固定有带动磁吸拨动件转动的伺服电机,安装底板的上表面设有u型支撑板,所述u型支撑板的上端中心设有与顶部定位件上下对应的上端压紧组件,所述u型支撑板的两个竖直板均固定有一个侧面压紧组件,两个侧面压紧组件左右对应。
3、进一步的,所述顶部定位件包括固定在安装底板上表面的支撑环,支撑环上均匀设有滑动凹槽,滑动凹槽的内部设有滑动连接的滑动支柱,滑动支柱的一端固定有顶块。
4、进一步的,所述侧面压紧组件包括与u型支撑板固定的气缸伸缩柱二,气缸伸缩柱二的伸缩端固定有侧面压板,侧面压板为弧形状结构,通过气缸伸缩柱二伸缩可以带动侧面压板移动,通过侧面压板可以对工件进行左右固定。
5、进一步的,所述磁吸拨动件包括固定在安装底板上表面的磁吸转动盘,磁吸转动盘位于支撑环的内部,并且磁吸转动盘的外侧均匀设有三角型凹槽,三角型凹槽与滑动支柱一一对应,通过磁吸转动盘可以对滑动支柱一端进行吸附,并且通过伺服电机转动可以带动磁吸转动盘进行转动,通过磁吸转动盘上的三角型凹槽可以使滑动支柱缩短,而磁吸转动盘转动时可以带动滑动支柱沿滑动凹槽滑动,通过滑动支柱可以带动顶块向支撑环外侧移动,通过顶块可以对工件的中心进行定位。
6、进一步的,所述上端压紧组件包括与u型支撑板固定的气缸伸缩柱一,气缸伸缩柱一的伸缩端固定有上端压板,通过气缸伸缩柱一伸缩可以带动上端压板上下移动,通过上端压板可以对工件进行压紧固定。
7、与现有技术相比,本实用新型的有益效果是:通过磁吸转动盘可以对滑动支柱一端进行吸附,并且通过伺服电机转动可以带动磁吸转动盘进行转动,通过磁吸转动盘上的三角型凹槽可以使滑动支柱缩短,而磁吸转动盘转动时可以带动滑动支柱沿滑动凹槽滑动,通过滑动支柱可以带动顶块向支撑环外侧移动,通过顶块可以对工件的中心进行定位,通过气缸伸缩柱一伸缩可以带动上端压板上下移动,通过上端压板可以对工件进行压紧固,通过气缸伸缩柱二伸缩可以带动侧面压板移动,通过侧面压板可以对工件进行左右固定,该空压机活塞加工用固定夹具,结构简单,操作简便,可以通过自动定位的方式进行工件夹紧,加快夹紧的速度,节省了大量人力,且可以对不同大小的工件定位,使用范围更广。
技术特征:
1.一种空压机活塞加工用固定夹具,包括u 型支撑板(1)、安装底座(2)、顶部定位件(3)、磁吸拨动件(4)、上端压紧组件(5)、侧面压紧组件(6)和伺服电机(7),其特征在于:所述安装底座(2)包括安装底板(22),安装底板(22)的四角设有安装通孔(21),且安装底板(22)的上表面中心固定有顶部定位件(3),所述顶部定位件(3)上设有带动其移动的磁吸拨动件(4),所述安装底板(22)的下表面中心固定有带动磁吸拨动件(4)转动的伺服电机(7),安装底板(22)的上表面设有u型支撑板(1),所述u型支撑板(1)的上端中心设有与顶部定位件(3)上下对应的上端压紧组件(5),所述u型支撑板(1)的两个竖直板均固定有一个侧面压紧组件(6),两个侧面压紧组件(6)左右对应。
2.根据权利要求1所述的一种空压机活塞加工用固定夹具,其特征在于:所述顶部定位件(3)包括固定在安装底板(22)上表面的支撑环(33),支撑环(33)上均匀设有滑动凹槽,滑动凹槽的内部设有滑动连接的滑动支柱(32),滑动支柱(32)的一端固定有顶块(31)。
3.根据权利要求1所述的一种空压机活塞加工用固定夹具,其特征在于:所述侧面压紧组件(6)包括与u型支撑板(1)固定的气缸伸缩柱二(61),气缸伸缩柱二(61)的伸缩端固定有侧面压板(62),侧面压板(62)为弧形状结构。
4.根据权利要求2所述的一种空压机活塞加工用固定夹具,其特征在于:所述磁吸拨动件(4)包括固定在安装底板(22)上表面的磁吸转动盘(41),磁吸转动盘(41)位于支撑环(33)的内部,并且磁吸转动盘(41)的外侧均匀设有三角型凹槽(42),三角型凹槽(42)与滑动支柱(32)一一对应。
5.根据权利要求1所述的一种空压机活塞加工用固定夹具,其特征在于:所述上端压紧组件(5)包括与u型支撑板(1)固定的气缸伸缩柱一(51),气缸伸缩柱一(51)的伸缩端固定有上端压板(52)。
技术总结
本技术公开了一种空压机活塞加工用固定夹具,包括U型支撑板、安装底座、顶部定位件、磁吸拨动件、上端压紧组件、侧面压紧组件和伺服电机,所述安装底座包括安装底板,安装底板的四角设有安装通孔,且安装底板的上表面中心固定有顶部定位件,所述顶部定位件上设有带动其移动的磁吸拨动件,所述安装底板的下表面中心固定有带动磁吸拨动件转动的伺服电机,安装底板的上表面设有U型支撑板,所述U型支撑板的上端中心设有与顶部定位件上下对应的上端压紧组件,所述U型支撑板的两个竖直板均固定有一个侧面压紧组件,可以通过自动定位的方式进行工件夹紧,加快夹紧的速度,节省了大量人力,且可以对不同大小的工件定位,使用范围更广。
技术研发人员:赵新治,姚开胜,郭佩玉,袁文帅
受保护的技术使用者:河南新翔活塞有限公司
技术研发日:20231208
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!