一种用于人防门制造的槽钢冲压辅助系统与使用方法与流程
本技术涉及金属冲压加工技术的领域,尤其是涉及一种用于人防门制造的槽钢冲压辅助系统与使用方法。
背景技术:
1、人防门是一种主要应用于地下人防工程的特殊防护门,在发生诸如台风等紧急情况时人防门闭合,隔绝地下人防与外界,为人们提供安全的避难场所。
2、人防门的主体架构由两页门扇组成,两页门扇闭合即为人防门的闭合,每页门扇均由两块门板与中间部分的支撑板网组成,简述其组装过程如下:
3、焊工首先将单块门板水平置于安装区域中,而后将单块窄钢板竖直置于单块门板上,倾斜于门板放置,焊接,多块窄钢板交叉放置并焊接组成支撑板网,而后将另一块门板置于支撑板网上方,两块门板夹持支撑板网组成单页门扇的门面部分,最后焊工将适配门板各侧边长度的四个槽钢框对应安装至两门板与支撑板网的四侧边,焊接以组成单页门扇。
4、参照图1,一种槽钢框,包括底板21与焊接在底板21两侧边缘的侧板22,底板21的长度方向大于宽度呈窄条状,两侧板22板面平行设置,均垂直于底板21;底板21长度大于侧板22长度,底板21一端与两侧板22一端平齐,使底板21另一端端部突出于两侧板22端部,突出的底板21部分为底板21的延伸部23。槽钢框2安装时,槽钢框2的槽口部分对齐两门板卡接,使两门板边缘抵接槽钢框2的槽底。
5、结构强度是人防门最重要的性能,由此,人防门各构件的材质一般选用高强度钢。焊工在生产槽钢框时,可将侧板焊接在底板两侧,但焊接的门框结构强度不足,因此,现有一种槽钢框的制造方式,即取一段高强度槽钢,切割高强度槽钢的两侧板,侧板分离为两段,而后通过冲压使两段侧板断离。
6、针对上述相关技术,冲压的槽钢段侧板断离方式容易导致侧板与底板的分离部分出现不规则裂面,且容易导致分离部分周边结构扭曲,影响槽钢框的结构强度。因此,需设计一种新的用于人防门制造的槽钢冲压设备,以克服上述槽钢框制造时存在的问题。
技术实现思路
1、为了保证槽钢框生产效率的同时提高槽钢框的结构强度,本技术提供一种用于人防门制造的槽钢冲压辅助系统与使用方法。
2、本技术一方面提供一种用于人防门制造的槽钢冲压辅助系统,采用如下的技术方案:
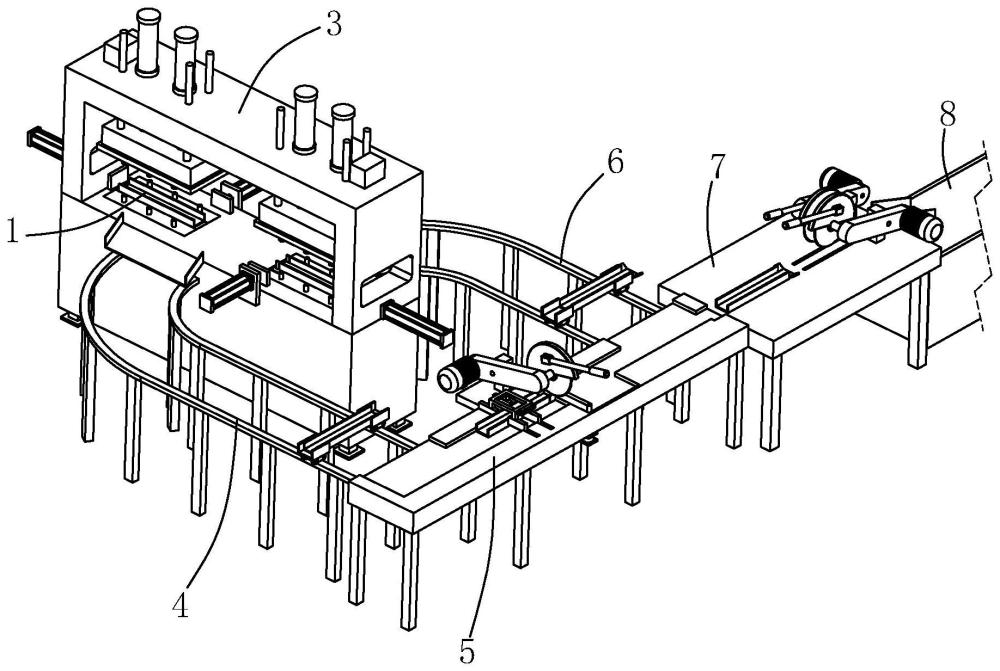
3、一种用于人防门制造的槽钢冲压辅助系统,包括冲压机,其特征在于:所述冲压机内部工作区域分为两部分,分别为;
4、第一冲压部,用于冲压钢板;第二冲压部,用于冲压槽钢段;
5、此外,还包括;
6、定位组件,设置于所述冲压机的工作区域,用于定位钢板与槽钢段;
7、切割台,设置于所述冲压机一侧,其上竖向滑移有用于限位槽钢段的切割刀;
8、第一滑轨,连接所述第一冲压部与所述切割台一端,其上设置有用于输送槽钢段的运输件;
9、第二滑轨,连接所述第二冲压部与所述切割台一端,其上设置有用于输送槽钢段的运输件。
10、通过采用上述技术方案,将切割台与冲压机作为本实施例加工钢板与槽钢段的冲压与加工装置,通过第一滑轨与第二滑轨将冲压机与切割台连接组成整套冲压辅助系统,焊工通过上述冲压辅助系统的协助大大提高了人防门制造中槽钢框的生产效率;区别于传统的冲压机,上述方案中,冲压机的工作区域分为第一冲压部与第二冲压部,第一冲压部用于冲压钢板,即取用切割完成的合适尺寸钢板通过冲压机工作区域内的定位组件定位,而后通过第一冲压部将钢板挤压为槽钢段,焊工在将槽钢段安装到第一滑轨上,通过运输组件将槽钢段输送到切割台上,切割台处的焊工将槽钢段的两个侧板通过切割刀切割,使每片侧板分为两部分,一部分长度为主体部分,一部分长度适配槽钢框延伸部的长度,而后焊工通过第二滑轨将切割完成的槽钢段输送回第二冲压部,第二冲压部冲压槽钢段;综上,冲压机、冲压台经过第一滑轨、第二滑轨的输送线连接组成整个冲压辅助系统,依次减轻焊工的整体劳作强度,钢板的冲压到最后槽钢框的成型均通过上述方案中的冲压辅助系统进行即可,以此提高槽钢框的生产效率。
11、可选的,还包括;
12、冲压梯块,滑移连接于所述第二冲压部,所述冲压梯块长度不小于槽钢框延伸部的长度;
13、所述冲压梯块底侧两长度方向侧边朝向中心倾斜设置。
14、通过采用上述技术方案,冲压梯块为第二冲压部区别于第一冲压部的技术特征,切割台上焊工将槽钢段的两侧板切割,分离为两部分,切割刀于两侧板的切割深度应稍小于侧板的宽度,使切割的细槽底部尽量靠近底板,而后通过第二滑轨朝冲压台输送侧板切割完成的槽钢段;冲压梯块长度方向的两相对侧壁朝中心部分倾斜,使其整体形状呈倒梯形,冲压梯块底壁保持水平,在定位组件将槽钢段固定到第二冲压部后,冲压梯块下移至冲压梯块底壁抵接槽钢段底板;此过程中,冲压梯块的两倾斜侧壁抵接槽钢段切割后的两侧板,并继续施压,当冲压梯块底壁抵接槽钢段底板后,切割后的两侧板受压变形为适配冲压梯块的倾斜态;加工完成的侧板回至切割台上将两倾斜后的两侧板部分切割;相较于传统的冲压断离,上述方案中将断离分为冲压与切割两步,避免冲压导致的金属断离部分不规则,影响后续槽钢段的加工。
15、可选的,还包括;
16、台锯,设置于所述切割台背离所述第一滑轨一端部,包括两锯片;
17、所述两锯片间距大于槽钢段的宽度。
18、通过采用上述技术方案,台锯用于槽钢段加工为槽钢框的最后阶段,即两锯片分别用于切割上述冲压后的两倾斜侧板,将侧板倾斜部分分离,台锯上两锯片的宽度等于槽钢段的宽度。
19、可选的,所述第一滑轨与所述第二滑轨上均滑移连接有滑板,滑板顶侧设置有用于卡接槽钢段的结构;
20、所述第一滑轨与所述第二滑轨靠近所述切割台的一端均垂直于切割台的长度方向。
21、通过采用上述技术方案,第一滑轨与第二滑轨用于槽钢段在切割台与冲压机之间的运输,上述方案中,第一滑轨与第二滑轨均为桥架结构,第一滑轨与第二滑轨均为两道相独立但平行的导轨组成,滑板滑移连接于导轨上,进一步地,多个滑板应通过适配导轨结构的滚轮滑动连接于导轨;滑板上方设置有适配槽钢段主体部分的结构,可为槽状结构,第一滑轨与第二滑轨上的槽状结构组成用于固定槽钢段的区域,焊工将槽钢段两端分别放置于第一滑轨或第二滑轨的两个滑板上,实现运输过程中的固定;此外,上述方案中,考虑到稳定性,第一滑轨与第二滑轨设计应避免曲线结构,尽量保持直线,尤其是靠近切割台的部分应垂直于切割台的长度方向,槽钢段在运输至切割台前、后应始终保持平行于切割台长度方向的状态。
22、可选的,所述切割台台面沿长度方向开设有切割槽,所述切割槽内滑移连接有用于限位架;
23、所述限位架内部宽度适配槽钢段的宽度,所述切割台台面开设有用于限位架滑移导向的限位槽;
24、所述限位槽的长度方向垂直所述切割槽的长度方向,以使限位架沿所述切割槽的长度方向限位槽钢段;
25、所述切割槽内设置有用于槽钢段定位的限位组件。
26、通过采用上述技术方案,限位架与限位组件均用于槽钢段的初次切割过程,此过程中,焊工需操作切割刀,依次进行槽钢段两侧板的切割,限位组件用于槽钢段长度方向上的定位,限位架用于宽度方向上定位待切割的侧边;考虑到切割刀为圆形锯片,割槽底端呈弧形,因此,为保证两侧板切割效果,两侧板切割时均应位于圆形锯片圆心的正下方,上述方案中通过限位架辅助焊工将侧板于切割槽宽度方向上定位;首先切割台上开设有用于限位架导向的限位槽以实现限位架的正向移动,限位架上设置有用于方便焊工往复推拉的把手,限位架沿切割槽的宽度方向往复移动,至槽钢段侧壁抵接切割槽槽壁,利用切割槽对切割边缘做出限位,槽钢段一侧板抵接切割槽时,槽钢段另一侧板位于切割刀下方,以此进行槽钢段的切割,切割的方式对槽钢段本体底板部分无冲击,保证了槽钢框的结构强度。
27、可选的,所述第一滑轨与所述第二滑轨连接所述切割台的部分高度平齐于所述切割槽底壁高度;
28、所述切割槽侧壁对应所述第一滑轨与所述第二滑轨开口设置。
29、通过采用上述技术方案,便于焊工将第一导轨上的槽钢段滑移至切割台的切割槽内、将切割槽内侧板切割完成的槽钢段滑移至第二滑轨上,高度平齐后焊工无需从滑轨上搬运,直接将槽钢段移除滑板顶部的固定结构而后滑至切割槽内即可。
30、可选的,还包括;
31、第一推动件,设置于所述第一冲压部与所述第二冲压部相对内侧壁,用于相向推顶所述槽钢段;
32、第二推动件,设置于所述第一冲压部背离所述第一滑轨的一侧,配合所述第一推动件朝第一滑轨推动槽钢段。
33、通过采用上述技术方案,第一推动件用于推动槽钢段相向滑移,用于调节冲压完成后的槽钢段,使槽钢段在冲压机上对齐第一滑轨与第二滑轨,第二推动件用于在第一推动件推动槽钢段对齐第一滑轨后后,将槽钢段推出冲压机,实现槽钢段运出冲压机。
34、本技术另一方面提供一种用于人防门制造的槽钢冲压辅助系统的使用方法,包括以下步骤:
35、一种用于人防门制造的槽钢冲压辅助系统的使用方法,其特征在于:
36、所述冲压机的第一冲压部将钢板冲压为槽钢段,在第一推动件与第二推动件的辅助下,焊工将槽钢段安装至所述第一滑轨的滑板上;
37、焊工将槽钢段沿所述切割槽的长度方向滑移,通过限位组件的辅助使槽钢段的切割位置对齐所述切割刀,滑移所述限位架至槽钢段一侧板抵接切割槽一内侧壁,切割刀下移切割槽钢段一侧板;
38、滑移所述限位架至槽钢段另一侧板抵接切割槽另一侧壁,所述切割刀下移切割一侧板;
39、焊工将所述切割槽内的槽钢段安装至所述第二滑轨的滑板上,利用第二滑轨运输至冲压机的所述第二冲压部,操作所述冲压梯块下移使切割后的槽钢段延伸部部分的侧板倾斜;
40、在所述第一推动件与所述第二推动件的辅助下,将切割完成的槽钢段通过所述第二滑轨再次运至切割台,焊工将所述切割槽内的槽钢段朝所述台锯输送,至所述锯片切割两侧倾斜侧板。
41、通过采用上述步骤,焊工通过操作上述冲压辅助系统完成槽钢框的批量化生产;冲压机处的焊工在冲压机与第一滑轨、冲压机与第二滑轨的接连部分辅助输送槽钢段,切割台处的焊工将槽钢段从第一滑轨、第二滑轨输送至切割台上,并辅助切割。
42、综上所述,本技术包括以下至少一项有益技术效果:
43、1.通过切割分离的方式取代传统方案下冲压断离的方式,避免对槽钢段带来冲击,保护槽钢框制造过程中的结构破坏;
44、2.通过第一滑轨与第二滑轨将冲压机与切割台组合为辅助焊工焊接与切割的冲压辅助系统,提高槽钢框的生产效率;
45、3.通过第一滑轨与第二滑轨的输送,减轻了焊工的劳动强度。
- 还没有人留言评论。精彩留言会获得点赞!