一种高效复合钢芯不锈钢焊条及其制备方法与流程
本发明属于焊材,具体涉及一种高效复合钢芯不锈钢焊条及其制备方法。
背景技术:
1、不锈钢焊条用途广泛,随着石油化工、低温容器、医疗设备、食品加工、环境保护等行业的应用量逐年增加,不锈钢焊条的需求量也是逐年增长。传统不锈钢焊条因其奥氏体钢芯的线膨胀系数大、电阻率较高,在焊接过程中发热严重,导致焊条后端约1/3处时发热变红,药皮高温发生开裂、脱落(俗称“尾红”),致使焊接工艺性变差,极易出现焊接缺陷。而且很多行业在焊接时没有按照焊材制造厂家推荐的工艺参数范围内焊接,而是使用超大电流焊接来提高焊接效率,缩短工期。为了避免焊接缺陷,很多焊工在焊条开始发红时就停止焊接,更换新的焊条,从而造成了极大的浪费。
2、为改善焊条尾红问题,国内外技术人员做了大量工作,可归纳总结为两点:1、采取多种措施改善药皮结合力;2、更换低电阻率的碳钢钢芯。但同时带来了新问题,比如制造工艺复杂严苛、焊条全位置工艺性能差等,始终不能从根本上此问题。
技术实现思路
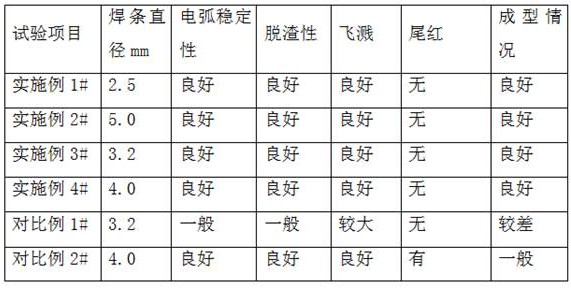
1、针对上述问题,本发明提供一种高效复合钢芯不锈钢焊条及其制备方法,从根本上解决了传统不锈钢焊条的尾红问题,适应超大电流焊接,焊接后端无药皮开裂、脱落问题,焊接电弧稳定、飞溅小、易脱渣,抗气孔能力强,能够大幅提高焊接效率、减少浪费,具有极大地推广实用意义。
2、本发明所提供的方案如下:
3、一种高效复合钢芯不锈钢焊条,包括粉芯、钢带和药皮,所述粉芯包裹在所述钢带内部,所述药皮包覆在钢带外部,所述粉芯包括以下质量份数的组分:
4、金属铬56~58份;
5、镍粉35~37份;
6、金属锰1~2份;
7、45#硅铁1~2份;
8、石墨0.5~1.0份;
9、余量为还原铁粉和不可避免杂质;
10、所述粉芯占所述焊条总质量的18~20%。
11、其中,所述钢带为低碳钢带,包括以下质量份数的组份:
12、c:≤0.04%,mn:0.10%~0.25%,si:≤0.05%,s:≤0.02%,p:≤0.02%,其余为fe和不可避免的杂质;所述钢带占所述焊条总质量的33~37%。
13、其中,金红石45~55份,萤石5~8份,白云石10~15份,石英3~5份,钾钠长石15~20份,云母4~6份,氟化锂0.5~1.5份,纯碱0.5~1.5份,纤维素0.3~0.8份;所述药皮占所述焊条总质量的45~47%。
14、本发明粉芯中各组分的作用是:
15、金属锰:主要用作脱氧剂、渗合金及脱硫剂,向焊缝过渡mn元素,提高焊缝强度。
16、45#硅铁:主要用作脱氧剂、渗合金,加入量过多会增加飞溅、降低韧性,加入量过少导致熔池流动性差、焊缝机械性能差。
17、金属铬:主要用作渗合金,加入量过多会降低晶间腐蚀性能,加入量过少会导致焊缝耐腐蚀性下降、焊缝抗裂性能差。
18、镍粉:主要用作渗合金,与焊缝中铬、锰、硅等元素形成一定比例的搭配,控制焊缝中铁素体的含量,使焊缝拥有较好的抗裂性和耐腐蚀性。
19、石墨:主要用作润滑剂,改善内部粉芯的流动性。
20、还原铁粉:作为余量添加,主要用作改善电弧状态,调节铁水流动性。
21、金红石:主要成分为tio2,是主要的造渣剂,可细化熔滴,改善熔渣粘度,促进焊缝成形细而光。加入量过多对焊缝成型不利,加入量过少会导致电弧稳定性差、熔渣覆盖不全;
22、萤石:主要成分为caf2,具有造渣、脱氧、脱氢作用,可调节熔渣粘度,改善焊缝流动性,f元素与有害元素h结合,降低焊缝中h含量,净化焊缝。加入量过多导致焊缝成型变差,加入量过少易出现气孔缺陷。
23、白云石:主要成分为caco3、mgco3、,具有造气、造渣作用。焊接时分解产生co2、以及cao、mgo系碱性氧化物,co2可保护熔池被空气侵入。cao、mgo系碱性氧化物能提高熔渣碱度,细化熔滴,并具有脱s、p的作用,提高焊缝金属的抗裂纹能力。加入量过多会造成飞溅增大,加入量过少会产品气孔缺陷。
24、石英:主要成分为sio2,主要作用为造渣,减少飞溅改善熔渣粘度;加入量过多导致粘度急剧增加且飞溅大,加入量过小则作用不明显。
25、云母、钾钠长石、氟化锂:主要的稳弧剂,含有的低电离物质如k、na、li等元素可有效增加电弧的稳定性;氟化锂具有极佳的稳弧、去氢能力,加入量过多,焊条成本过高,增加烟尘量,加入量过少,稳弧效果不明显。
26、本发明还提供了上述高效复合钢芯不锈钢焊条的制备方法,包括以下步骤:
27、s1、将粉芯的各组分分别过筛、称重后待用;
28、s2、将s1中获得的各组分加入搅拌机中,然后搅拌混合均匀,得到粉芯混合粉料;
29、s3、将s2中获得的粉芯混合粉料,通过无缝药芯焊丝制造工艺,包裹在钢带中,制作为2.5~5.0mm的钢芯;
30、s4、将药皮的各组分分别过筛、称重后待用;
31、s5、将s4中获得的各组分加入搅拌机中,并且向搅拌机中加入水玻璃粘结剂,然后搅拌混合均匀,得到药皮混合粉料;
32、s6、将s5中获得的药皮混合粉料,通过压涂机压涂于s3中获得的钢芯上,烘干后得到所述高效复合钢芯不锈钢焊条。
33、其中,所述水玻璃粘结剂的加入量为所述药皮总质量的21~23%。
34、其中,s3中所述无缝药芯焊丝制造工艺为申请人自有专利技术,具体包括以下步骤:
35、a、将钢带轧制成u型槽;
36、b、将混合均匀的粉芯混合粉料填充至所述u型槽中;
37、c、将含有粉芯混合粉料的所述u型槽闭合,轧制成o型后焊合,并拉拔至设定直径。
38、与现有技术相比,本发明优点是:
39、1、与传统不锈钢焊条相比,焊接时无发红膨胀问题,钢芯为低碳钢,其电阻率仅为比奥氏体钢的1/4~1/5,温升小、线膨胀现象不明显。且钢芯内部非实心,即使在超大电流焊接时钢芯温升较大,其钢芯外膨胀也远小于内膨胀,不会对外部药皮产生较大压力,因此无药皮开裂、脱落问题,可实现超大电流高效焊接,减少浪费。
40、2、焊接工艺性更好。氟化锂的稳弧性能极佳,但吸潮性较大,因此传统不锈钢焊条的稳弧剂很少选择氟化锂。本发明不锈钢焊条钢芯利用无缝药芯焊丝不易吸潮的优点,在内部焊药中加入了稳弧性能极佳的氟化锂,焊接时电弧更加稳定、飞溅更小,更利于焊接人员操控熔池,获得优质焊缝。
技术特征:
1.一种高效复合钢芯不锈钢焊条,包括粉芯、钢带和药皮,所述粉芯包裹在所述钢带内部,所述药皮包覆在钢带外部,其特征在于,所述粉芯包括以下质量份数的组分:
2.根据权利要求1所述一种高效复合钢芯不锈钢焊条,其特征在于,所述钢带为低碳钢带,包括以下质量份数的组份:
3.根据权利要求1所述一种高效复合钢芯不锈钢焊条,其特征在于,所述药皮包括以下质量份数的组份:
4.一种如权利要求1所述高效复合钢芯不锈钢焊条的制备方法,其特征在于,包括以下步骤:
5.根据权利要求4所述一种高效复合钢芯不锈钢焊条的制备方法,其特征在于,所述水玻璃粘结剂的加入量为所述药皮总质量的21~23%。
6.根据权利要求4所述一种高效复合钢芯不锈钢焊条的制备方法,其特征在于,s3中所述无缝药芯焊丝制造工艺,包括以下步骤:
技术总结
本发明属于焊材技术领域,具体涉及一种高效复合钢芯不锈钢焊条及其制备方法,与传统不锈钢焊条相比,焊接时无发红膨胀问题,钢芯为低碳钢,其电阻率仅为比奥氏体钢的1/4~1/5,温升小、线膨胀现象不明显。且钢芯内部非实心,即使在超大电流焊接时钢芯温升较大,其钢芯外膨胀也远小于内膨胀,不会对外部药皮产生较大压力,因此无药皮开裂、脱落问题,可实现超大电流高效焊接,减少浪费,从根本上解决了传统不锈钢焊条的尾红问题,适应超大电流焊接,焊接后端无药皮开裂、脱落问题,焊接电弧稳定、飞溅小、易脱渣,抗气孔能力强,能够大幅提高焊接效率、减少浪费,具有极大地推广实用意义。
技术研发人员:信国松,刘晓茹,陈玉刚,唐心利,孙雪融
受保护的技术使用者:山东聚力焊接材料有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!