卷取机及其卷取方法与流程
本申请属于薄金属带钢卷取,具体涉及卷取机及其卷取方法。
背景技术:
1、冷轧厂中的的薄金属带钢需要绕卷至弹性套筒以便于带钢的存放及运输。卷取的带钢通常存在带头印缺陷,带有带头印的带钢影响使用导致带有带头印的带钢的浪费。为了减小卷取带钢的浪费,需要将带头印的带钢的长度控制在一定米数之内。由于带钢卷取过程中带头的位置凸出弹性套筒的外侧壁,带头印难以消除。
技术实现思路
1、为了解决相关技术中的卷取带钢上的带头印难以消除的技术问题,本申请提供一种卷取机及其卷取方法。
2、本申请的第一方面提供了一种卷取机,所述卷取机包括:
3、芯轴,可沿所述芯轴的径向伸缩;
4、弹性套筒,用于卷取带钢,所述弹性套筒套设于所述芯轴外,所述弹性套筒设有沿轴线方向延伸的内腔及连通于所述内腔的第一开口。
5、在一些实施例中,相对于所述弹性套筒的内圈,所述内腔靠近所述弹性套筒的外圈。
6、在一些实施例中,所述内腔沿垂直于所述轴线的截面为矩形、月牙形或者菱形。
7、在一些实施例中,所述内腔沿垂直于所述轴线的截面为月牙形时,所述月牙形截面的凹陷朝向所述弹性套筒的内圈。
8、在一些实施例中,所述弹性套筒设有连通于所述内腔的第二开口,第一开口及所述第二开口分别位于所述弹性套筒沿轴向的两个端面。
9、在一些实施例中,所述弹性套筒为橡胶套筒,所述橡胶套筒的硬度为65邵尔a至90邵尔a。
10、本申请的第二方面提供了一种卷取方法,卷取方法应用于上述的卷取机,所述卷取方法包括:
11、将所述弹性套筒安装于芯轴;
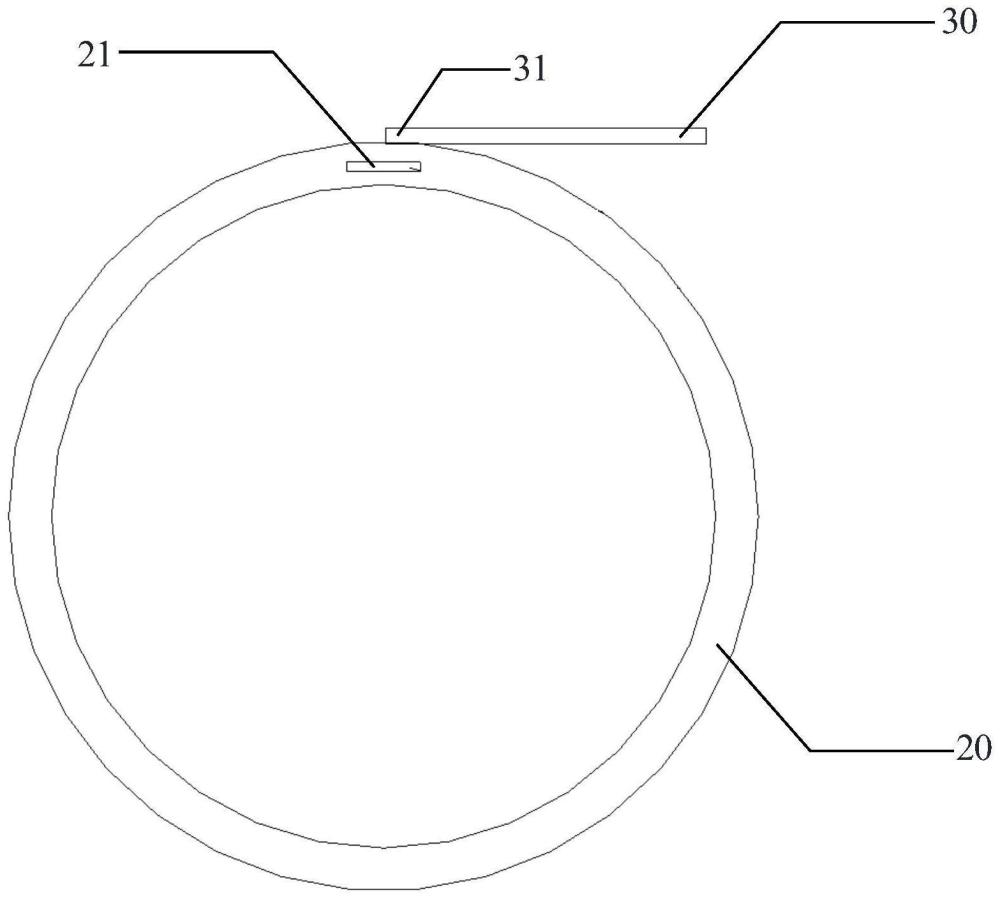
12、将所述带钢的带头穿带至所述弹性套筒的外侧壁且与所述内腔位置对应;
13、转动所述芯轴,以对所述带钢施加设定张力,使所述带钢卷取至所述弹性套筒外。
14、在一些实施例中,所述转动所述芯轴,以对所述带钢施加设定张力,使所述带钢卷取至所述弹性套筒外,包括:
15、转动所述芯轴,以对所述带钢依次施加第一张力、第二张力及第三张力,使所述带钢卷取至所述弹性套筒外;
16、其中,所述第一张力小于所述第三张力,所述第二张力大于所述第三张力。
17、在一些实施例中,所述带钢在所述第一张力作用下的卷取长度小于在所述第二张力作用下的卷取长度。
18、在一些实施例中,所述将所述弹性套筒安装于芯轴之后,所述将所述带钢的带头穿带至所述弹性套筒的外侧壁且与所述内腔位置对应之前,还包括:
19、转动所述芯轴使所述内腔位于上方。
20、根据本申请一个或多个实施例提供的卷取机及其卷取方法,卷取机包括芯轴及弹性套筒。芯轴可沿芯轴的径向伸缩,弹性套筒用于卷取带钢,弹性套筒套设于芯轴外,弹性套筒设有沿轴线方向延伸的内腔及连通于内腔的第一开口,第一开口用于内腔内的气体的输进及输出。当弹性套筒卷取薄金属带钢时,可将带钢的带头使用助卷器穿带至弹性套筒的周侧壁且与内腔对应位置。由于弹性套筒具有弹性,那么当带钢绕卷至弹性套筒上时,带头受到外层带钢的压力并将这种压力传递至弹性套筒,弹性套筒与带钢的带头对应位置发生变形且朝内腔的内部移动,弹性套筒的外侧壁与带头对应位置往内腔凹陷,带头可夹设于这个凹陷空间内,这样可降低带钢的带头对外层带钢的局部应力,防止外层带钢在带头对应位置产生带头硌伤痕迹导致带头印的产生,进而也可减少带钢的浪费,提高带钢的使用率。
技术特征:
1.一种卷取机,其特征在于,包括:
2.根据权利要求1所述的卷取机,其特征在于,相对于所述弹性套筒的内圈,所述内腔靠近所述弹性套筒的外圈。
3.根据权利要求2所述的卷取机,其特征在于,所述内腔沿垂直于所述轴线的截面为矩形、月牙形或者菱形。
4.根据权利要求3所述的卷取机,其特征在于,所述内腔沿垂直于所述轴线的截面为月牙形时,所述月牙形截面的凹陷朝向所述弹性套筒的内圈。
5.根据权利要求1至4所述的卷取机,其特征在于,所述弹性套筒设有连通于所述内腔的第二开口,第一开口及所述第二开口分别位于所述弹性套筒沿轴向的两个端面。
6.根据权利要求1至4所述的卷取机,其特征在于,所述弹性套筒为橡胶套筒,所述橡胶套筒的硬度为65邵尔a至90邵尔a。
7.一种卷取方法,应用于权利要求1至6所述的卷取机,其特征在于,所述卷取方法包括:
8.根据权利要求7所述的卷取方法,其特征在于,所述转动所述芯轴,以对所述带钢施加设定张力,使所述带钢卷取至所述弹性套筒外,包括:
9.根据权利要求8所述的卷取方法,其特征在于,所述带钢在所述第一张力作用下的卷取长度小于在所述第二张力作用下的卷取长度。
10.根据权利要求7所述的卷取方法,其特征在于,所述将所述弹性套筒安装于芯轴之后,所述将所述带钢的带头穿带至所述弹性套筒的外侧壁且与所述内腔位置对应之前,还包括:
技术总结
本申请公开了一种卷取机及其卷取方法,卷取机包括芯轴及弹性套筒。芯轴可沿芯轴的径向伸缩,弹性套筒用于卷取带钢,弹性套筒套设于芯轴外,弹性套筒设有沿轴线方向延伸的内腔。当弹性套筒卷取薄金属带钢时,可将带钢的带头使用助卷器穿带至弹性套筒的周侧壁且与内腔对应位置。由于弹性套筒具有弹性,那么当带钢绕卷至弹性套筒上时,带头受到外层带钢的压力会将这种压力传递至弹性套筒,弹性套筒与带钢的带头对应位置发生变形且朝内腔的内部移动,弹性套筒的外侧壁与带头对应位置往内腔凹陷,带头夹设于这个凹陷空间内,这样可降低带头对外层带钢的局部应力,防止外层带钢在带头对应位置产生带头硌伤痕迹导致带头印的产生,减少带钢的浪费。
技术研发人员:李靖,张环宇,张涛,孟凡通,王少飞,李冉,郭建军,齐海峰,万军
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!