一种钢/钛异种金属激光增材-焊接方法与流程
本发明涉及异种金属焊接,具体而言,尤其涉及一种钢/钛异种金属激光增材-焊接方法。
背景技术:
1、钢/钛焊接是异种金属连接的一个重要主题,其复合结构在工业及生活中运用十分广泛。钛合金和钢是重要的工程材料,钛合金的密度较小,比强度高,具有良好的耐高温和耐腐蚀性;钢作为最普通、最常用的黑色金属,其力学性能、焊接性较好,是工业制造和社会建设中应用最广泛的金属材料。钢与钛异种金属连接结构可以充分发挥两种材料的性能优势,节省材料,减轻重量,降低能耗,减少污染等。因此,近年来采用钢/钛焊接的产品越来越多,在石油化工、航天航空、核工业、交通运输、船舶制造中具有独特的优势和明显的经济效益,已经在各行各业展示出广泛的应用前景。
2、钢/钛焊接过程中会不可避免地生成fe-ti金属间化合物,这些金属间化合物具有较高的脆性,是裂纹萌发和扩展的主要区域。因此,如何抑制界面金属间化合物的生成对于提升钛钢焊接接头性能,推广钛钢复合结构的应用具有重要意义。激光焊接,作为一种先进的连接技术,具有能量密度高、升温/降温速度快、焊接精度高、焊后变形小等优势,近年来已在现代工业中得到广泛的应用。对于钛、钢熔点差异较大的特点,焊接过程中,激光束偏向低熔点钢母材,使钢母材侧以自熔焊方式连接,高熔点钛合金母材微熔或不熔,熔化的钢母材铺展到钛合金母材表面形成连接。这种自熔焊的方式连接方式避免了液态钛、铁原子的混合,抑制了脆性金属间化合物的生长,能够获得性能较好的钛-钢焊接接头。但进一步研究发现,焊接过程(尤其是对接焊)存在接头适应性小、熔池稳定性低等问题。钛-钢异种金属激光焊接过程的不稳定性是普遍存在的现象。另一方面,尽管激光焊接快速加热/冷却的特点为界面脆性金属化合物的抑制起到了积极效果,但激光的局部热源使得界面各个位置历经的焊接热循环不同,进而形成了不同厚度、不同形态、乃至不同组成的脆性金属间化合物。这种脆性金属间化合物层非均质分布的特点不利于对界面微观组织及力学性能进行精准调控。因此,解决金属间化合物层非均质分布问题,抑制金属间化合物的快速生长,提高钢-钛激光焊接接头强度,对于推进钢-钛复合结构的应用具有重要意义。
3、引入合金元素的冶金调控方法是解决焊接过程中fe-ti金属间化合物的快速生长,导致接头性能恶化问题的一种思路。基于钒中间层能避免钛-钢焊接接头生成金属间化合物的条件,钒成为调控界面金属间化合物性能的首选元素。目前所涉及的研究中,如申请号为201710559216.5的加钒中间层的钛合金-不锈钢异种金属激光焊接方法,通常采用纯v条或者纯v块方式引入钒元素。首先,采用纯钒条的方式需要进行双道激光焊接,考虑到激光焊接对装配精度要求很高,极大地提高了装配难度。其次,采用钒条的方式对于很多异性结构难于实现,结构适应性很差。第三,v的厚度对接头力学性能影响很大,而且控制起来也不够方便。若v层厚度过薄,其在焊接过程中完全溶解至熔池中,短暂地起到阻隔fe与ti反应的作用,虽然力学性能得到一定的提升,但界面结构以fe-ti脆性金属间化合物存在的关键问题仍没得到解决。若v层过厚,接头连接处仍存在未熔化v层作为接头薄弱环节,极易在中间层处发生断裂,反而会恶化接头性能。因此,亟需设计一种低装配难度、高适应性和可控性好的钢/钛异种金属焊接方法,进一步推广使用的钢/钛接头。
技术实现思路
1、根据上述提出的技术问题,而提供一种钢/钛异种金属激光增材-焊接方法,该方法通过在钛合金表面制备牢固的激光熔覆层,巧妙地将焊接接头的fe/ti问题转变为fe/v问题。焊接过程中产生的fe-v固溶体具有更好的韧性和抗裂性能。采用激光焊接方法有助于获得更加均匀的温度场。通过上述工艺与冶金的双重手段,调控接头界面反应获得性能良好的接头,满足实际生产需要。
2、本发明采用的技术手段如下:
3、一种钢/钛异种金属激光增材-焊接方法,具体方法包括以下步骤:
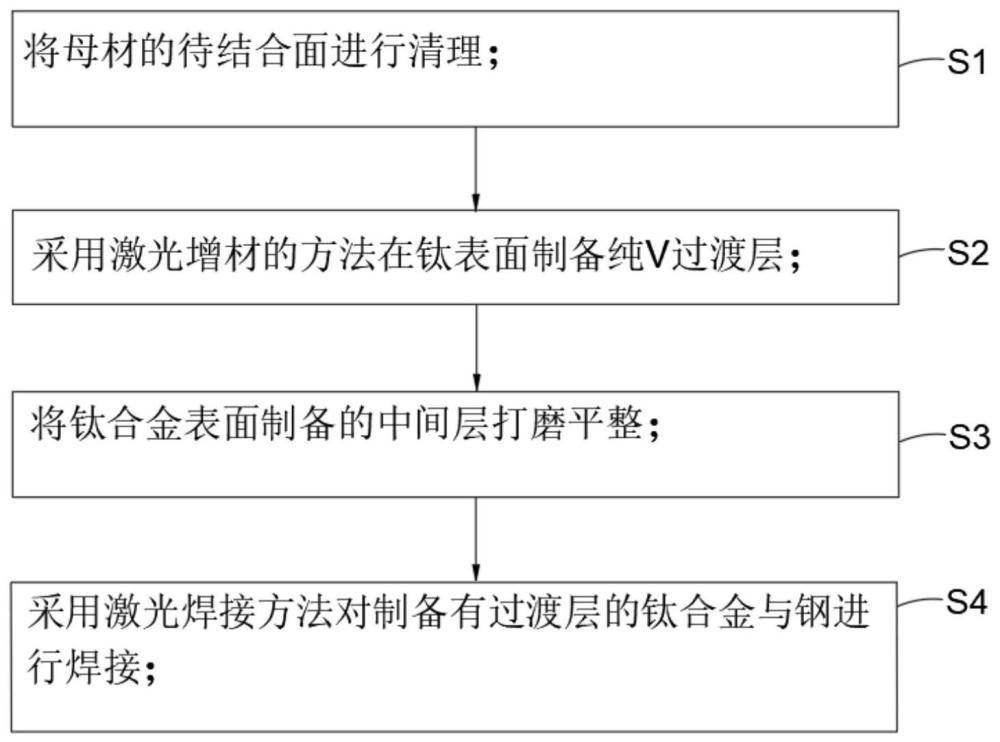
4、步骤一、将母材的待结合面进行清理:对待焊钛合金板和待焊钢板进行焊前清理;
5、步骤二、采用激光增材的方法在钛合金板待焊接面制备纯v过渡层:将待焊钛合金板固定,采用激光器将送入的纯v粉末熔化,在钛合金板表面形成纯v过渡层,通过调节激光器的输出功率、离焦量、熔覆速度、熔覆次数以及送粉量的参数,以控制纯v过渡层的厚度与成分;
6、步骤三、将钛合金板表面的过渡层打磨,得到表面平整的过渡层;
7、步骤四、采用激光焊接对制备有过渡层的钛合金与钢进行焊接:将有打磨平整的过渡层的待焊钛合金板与待焊钢板进行对接工装,采用夹具固定,通过调整激光功率、离焦量、焊接速度、光斑位置、保护气流量的工艺参数后,进行钢/钛激光自熔焊。
8、进一步地,所述步骤一中,对待焊钛合金板表面进行焊前清理的步骤为:用砂纸将钛合金板侧面打磨平整后,用丙酮清洗钛合金板表面以去除污渍,随后采用流动清水冲洗后吹干。
9、进一步地,所述步骤一中,对待焊钢板的焊前处理具体步骤为:用砂纸将钢板侧面打磨平整后,用丙酮清洗钢板表面以去除污渍,随后采用流动清水冲洗后吹干。
10、进一步地,所述步骤二中,激光增材采用的激光器为co2激光器、yag固体激光器、光纤激光器和半导体激光器中的任意一种。
11、进一步地,所述步骤二中,送粉方式为预置粉末或同步送粉。
12、进一步地,所述步骤二中,采用的v粉为50~400目。
13、进一步地,所述步骤二中,采用的激光功率为1000~2000w,熔覆速度为4~12mm/s,离焦量为30~60mm,熔覆次数为1~10次,熔覆层厚度为0.1~10mm。
14、进一步地,所述步骤三中,再次将制备过渡层的钛打磨平整的方法为,采用线切割将熔覆层侧面和对接面多余的部分切除,然后用砂纸打磨出裸露的钛与熔覆层金属。
15、进一步地,所述步骤四中,所述激光器为co2激光器、yag固体激光器、光纤激光器和半导体激光器中的任意一种。
16、进一步地,所述步骤四中,具体工艺参数为,激光功率2000~4000w,离焦量0~20mm,焊接速度0.3~5m/min,钢侧偏移量0~0.5mm,保护气为纯氩气,保护气流量为20l/min,保护气对焊缝背面进行保护。
17、较现有技术相比,本发明具有以下优点:
18、本发明突破采用纯v条或v块与钛合金进行焊接的局限性,采用激光增材法制备过渡层与钛合金基体形成冶金结合,由于ti、v无限固溶的特性,过渡层与基体结合强度高。焊接过程中,纯v过渡层的制备隔绝了fe、ti的相互扩散反应,同时,采用激光焊接的方法有助于获得分布更加均匀的温度场,并提升焊接过程的稳定性,减弱少金属间化合物的生成,使焊接界面微观组织主要以塑韧性能较好的fe-v固溶体为主,钢/钛异种金属焊接界面原有脆性较高的fe-ti金属间化合物的析出得到抑制,大幅提高接头力学性能。
19、本发明利用激光增材的方法在钛表面制备致密的纯v过渡层,具有过渡层厚度灵活可控的优点。与钢焊接时巧妙地将fe-ti界面结构转变为fe-v界面结构,从而提升钢钛异种金属焊接接头的力学性能,如拉伸性能。采用v粉的方式结构适应性很强,控制起来方便。
- 还没有人留言评论。精彩留言会获得点赞!