花纹板的轧制方法、介质及设备与流程
本技术涉及轧钢,特别涉及一种花纹板的轧制方法、介质及设备。
背景技术:
1、花纹板所用的板坯成分复杂多样,在轧制前会将板坯钢种名统一套改成同一个钢种名,目前套改花纹板轧制的板坯钢种有200个,板坯的钢种在统一套改后,使得精轧模型无法通过钢种名正确识别、区分板坯真实的钢种,会造成同钢种板坯的精轧轧制力设定出现异常,严重影响轧制产线的生产稳定性和生产效率。
2、基于此,如何采取一种有效的方法,提高识别、区分板坯钢种的精准性,保证精轧轧制力设定的准确性和轧制产线的生产稳定性以及生产效率,提高板坯质量,是亟待解决的技术问题。
3、通过确定出当前板坯的化学成分,根据板坯的化学成分确定出当前板坯的板坯强度和当前板坯所属的钢种族,以使得精轧模型可以根据当前板坯的板坯强度和当前板坯所述的钢种族来识别、区分当前板坯的实际钢种,并采用与实际钢种对应的轧制参数对当前板坯进行轧制,不仅提高了精轧模型识别板坯钢种的准确性和精轧轧制力设定的精准度,还保证了轧制产线的生产稳定性和生产效率,以及提高了板坯的质量。
技术实现思路
1、本技术的目的在于提供一种花纹板的轧制方法、介质及设备,本技术解决了板坯的钢种在统一套改后,使得精轧模型无法通过钢种名正确识别、区分板坯真实的钢种的问题,本技术通过确定出当前板坯的化学成分,根据板坯的化学成分确定出当前板坯的板坯强度和当前板坯所属的钢种族,以使得精轧模型可以根据当前板坯的板坯强度和当前板坯所述的钢种族来识别、区分当前板坯的实际钢种,并采用与实际钢种对应的轧制参数对当前板坯进行轧制,不仅提高了精轧模型识别板坯钢种的准确性和精轧轧制力设定的精准度,还保证了轧制产线的生产稳定性和生产效率,以及提高了板坯的质量。
2、具体的,本技术采用如下技术方案:
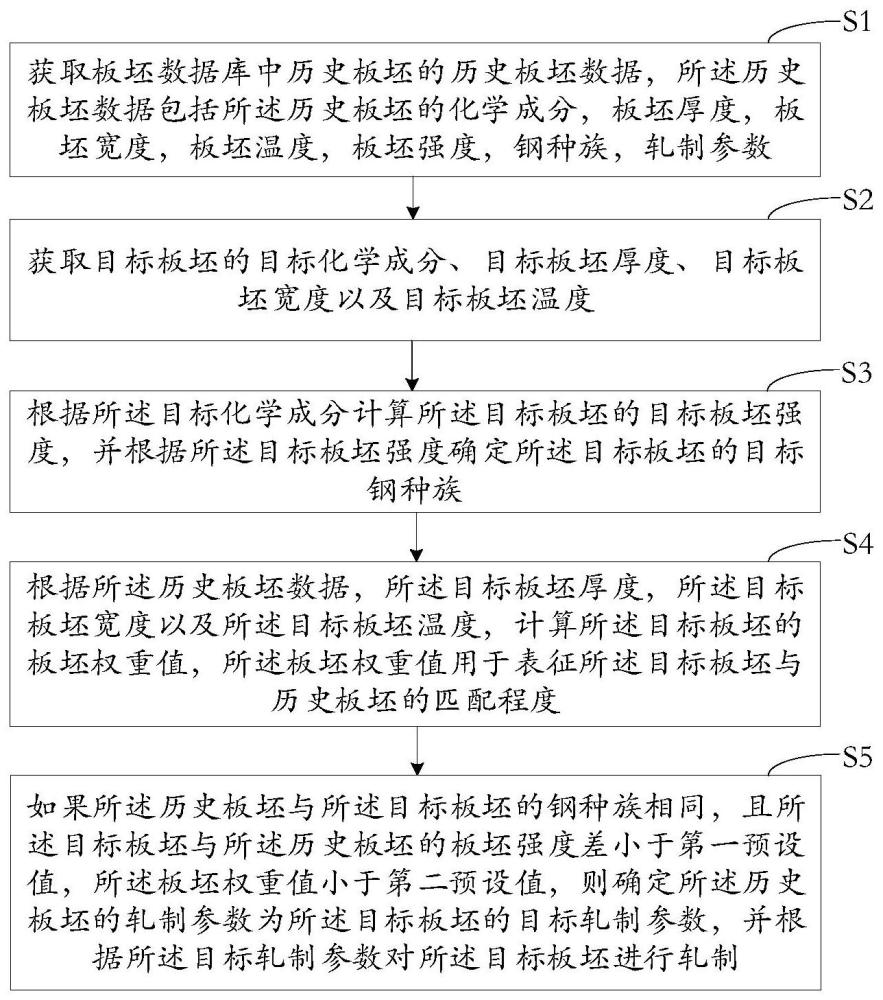
3、根据本技术实施例的一个方面,提供了一种花纹板的轧制方法,所述方法包括:获取板坯数据库中历史板坯的历史板坯数据,所述历史板坯数据包括所述历史板坯的化学成分,板坯厚度,板坯宽度,板坯温度,板坯强度,钢种族,轧制参数;获取目标板坯的目标化学成分,目标板坯厚度,目标板坯宽度以及目标板坯温度;根据所述目标化学成分计算所述目标板坯的目标板坯强度,并根据所述目标板坯强度确定所述目标板坯的目标钢种族;根据所述历史板坯数据,所述目标板坯厚度,所述目标板坯宽度以及所述目标板坯温度,计算所述目标板坯的板坯权重值,所述板坯权重值用于表征所述目标板坯与历史板坯的匹配程度;如果所述历史板坯与所述目标板坯的钢种族相同,且所述目标板坯与所述历史板坯的板坯强度差小于第一预设值,所述板坯权重值小于第二预设值,则确定所述历史板坯的轧制参数为所述目标板坯的目标轧制参数,并根据所述目标轧制参数对所述目标板坯进行轧制。
4、在本技术的一些实施例中,基于前述方案,所述根据所述目标化学成分计算所述目标板坯的目标板坯强度,包括:根据所述目标化学成分计算所述目标板坯的目标板坯强度,所述目标板坯强度的计算公式如下所示:
5、δs=a+b×c%+d×si%+e×mn%+f×nb%+g×v%
6、其中,δs表示所述目标板坯的目标板坯强度;a、b、d、e、f、g表示固化参数;c%表示所述目标板坯的目标化学成分中的碳元素含量;si%表示所述目标板坯的目标化学成分中的硅元素含量;mn%表示所述目标板坯的目标化学成分中的锰元素含量;nb%表示所述目标板坯的目标化学成分中的铌元素含量;v%表示所述目标板坯的目标化学成分中的钒元素含量。
7、在本技术的一些实施例中,基于前述方案,所述根据所述目标板坯强度确定所述目标板坯的目标钢种族,包括:如果所述目标板坯强度小于或等于350mpa,则所述钢种族为0;如果所述目标板坯强度大于或等于351mpa,且小于或等于400mpa,则所述目标钢种族为1;如果所述目标板坯强度大于或等于401mpa,且小于或等于450mpa,则所述目标钢种族为2;如果所述目标板坯强度大于或等于451mpa,且小于或等于500mpa,则所述目标钢种族为3;如果所述目标板坯强度大于或等于501mpa,且小于或等于550mpa,则所述目标钢种族为4;如果所述目标板坯强度大于或等于551mpa,且小于或等于600mpa,则所述目标钢种族为5;如果所述目标板坯强度大于或等于601mpa,且小于或等于650mpa,则所述目标钢种族为6;如果所述目标板坯强度大于或等于651mpa,且小于或等于700mpa,则所述目标钢种族为7;如果所述目标板坯强度大于或等于701mpa,且小于或等于750mpa,则所述目标钢种族为8;如果所述目标板坯强度大于或等于751mpa,且小于或等于800mpa,则所述目标钢种族为9。
8、在本技术的一些实施例中,基于前述方案,所述根据所述历史板坯数据,所述目标板坯厚度,所述目标板坯宽度以及所述目标板坯温度,计算所述目标板坯的板坯权重值,包括:根据所述历史板坯数据,所述目标板坯厚度、所述目标板坯宽度以及所述目标板坯温度,计算得到所述目标板坯与所述历史板坯的厚度变化量、宽度变化量、温度变化量;根据所述厚度变化量、所述宽度变化量、所述温度变化量,计算所述目标板坯的板坯权重值,所述板坯权重值的计算公式如下所示:
9、sh=δh×shh+δw×shw+δt×sht
10、其中,sh表示所述目标板坯的板坯权重值;δh表示所述厚度变化量;δw表示所述宽度变化量;δt表示所述温度变化量;shh表示与所述厚度变化量所对应的厚度权重值;shw表示与所述宽度变化量所对应的宽度权重值;sht表示与所述温度变化量所对应的温度权重值。
11、在本技术的一些实施例中,基于前述方案,所述目标板坯厚度为4.75mm,所述目标板坯宽度为1050mm。
12、在本技术的一些实施例中,基于前述方案,所述第二预设值为1.55。
13、在本技术的一些实施例中,基于前述方案,所述第二预设值为4吨。
14、在本技术的一些实施例中,基于前述方案,所述方法还包括:所述目标板坯轧制完成后,通过遗传模型将所述目标板坯的目标板坯强度和目标钢种族保存至所述板坯数据库中。
15、在本技术的一些实施例中,基于前述方案,所述方法还包括:如果所述历史板坯与所述目标板坯的钢种族不同,或所述目标板坯与所述历史板坯的板坯强度差大于或等于所述第一预设值,或所述板坯权重值大于或等于所述第二预设值,则采用新的算法重新计算所述目标板坯的目标板坯强度和目标钢种族。
16、根据本技术实施例的一个方面,提供了一种计算机可读存储介质,所述计算机可读存储介质中存储有至少一条程序代码,所述至少一条程序代码由处理器加载并执行以实现上述花纹板的轧制方法所执行的操作。
17、根据本技术实施例的一个方面,提供了一种电子设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时以实现上述花纹板的轧制方法所执行的操作。
18、由上述技术方案可知,本技术至少具有如下优点和积极效果:
19、采用本技术提出的方案,可以解决板坯的钢种在统一套改后,使得精轧模型无法通过钢种名正确识别、区分板坯真实的钢种的问题,本技术通过确定出当前板坯的化学成分,根据板坯的化学成分确定出当前板坯的板坯强度和当前板坯所属的钢种族,以使得精轧模型可以根据当前板坯的板坯强度和当前板坯所述的钢种族来识别、区分当前板坯的实际钢种,并采用与实际钢种对应的轧制参数对当前板坯进行轧制,不仅提高了精轧模型识别板坯钢种的准确性和精轧轧制力设定的精准度,还保证了轧制产线的生产稳定性和生产效率,以及提高了板坯的质量。
- 还没有人留言评论。精彩留言会获得点赞!