一种橱柜智能焊接装置及其焊接系统的制作方法
本发明属于橱柜加工,具体涉及一种橱柜智能焊接装置及其焊接系统。
背景技术:
1、橱柜是指厨房中存放厨具以及做饭操作的平台,其由五大件组成,即柜体、门板、五金件、台面、电器。橱柜具有多种,如整体橱柜,亦称“整体厨房”,是指由橱柜、电器、燃气具、厨房功能用具四位一体组成的橱柜组合;如金属橱柜,以金属为主要材料加工而成。
2、对于金属橱柜,其所包含的门板在生产过程中一般需要对侧边角进行焊接,此焊接过程中需要对两个侧板及顶板之间的拼接处进行焊接,而焊接前需要拼接各板同时对各板进行固定。焊接过程前后,需依次执行对接、固定、焊接操作,尤其是需保证各板在对齐的基础上紧密贴合,过程较为繁琐且操作难度较大;同时,由于焊接时所需要焊接的拼接处具有多处,导致焊接结构所需移动的区域较大,而采用较多机械结构完成对接及固定操作时,这些机械结构容易阻碍焊接结构移动。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种橱柜智能焊接装置及其焊接系统,用以解决上述背景技术中的问题。
2、本发明的目的可以通过以下技术方案实现:
3、一种橱柜智能焊接装置,包括:
4、焊接组件,用于对橱柜进行焊接;
5、支撑组件,用于支撑焊接组件;
6、及调节组件,用于调节支撑组件及焊接组件所处高度;
7、其中,调节组件可拆卸式安装于支撑组件底部;
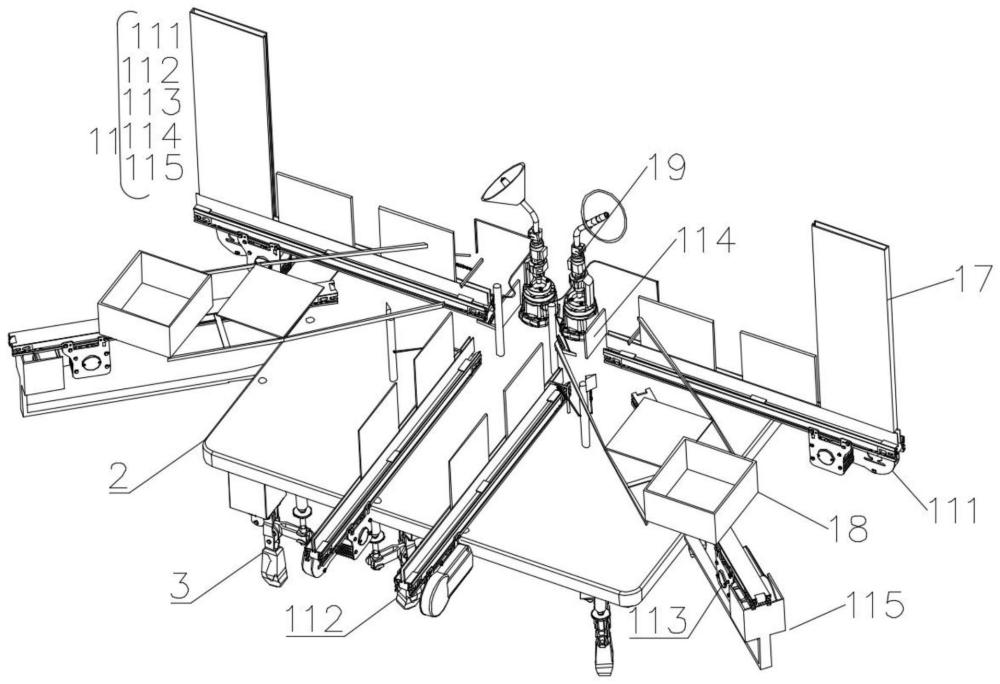
8、焊接组件包括对接机构,对接机构包括第一输送件、第二输送件、第三输送件、限位部、支撑部,第一输送件与第二输送件皆可拆卸式安装于支撑组件顶部,且第一输送件的延伸方向垂直于第二输送件的延伸方向;第三输送件设置于支撑组件上方,第三输送件的延伸方向与第一输送件的延伸方向及第二输送件的延伸方向之间皆具有夹角,支撑部的两端分别可拆卸式连接于第三输送件、支撑组件;沿第一输送件的延伸方向,限位部设置于第一输送件的一侧且可拆卸式安装于支撑组件顶部;
9、对接机构具有对接状态,当对接机构处于对接状态时,第一输送件、第二输送件、第三输送件分别输送柜板,第一输送件输送对应柜板以使其抵靠限位部,第二输送件输送对应柜板使其抵靠置于第一输送件上的柜板,第三输送件输送对应柜板使其抵靠置于第一输送件及第二输送件上的柜板。
10、在一些实施例中,焊接组件还包括第一限位机构、第二限位机构、第三限位机构;
11、第一限位机构的结构与第二限位机构的结构相同,第一限位机构可拆卸式安装于第一输送件,第一限位机构具有供柜板穿设的第一限位腔;第二限位机构可拆卸式安装于第二输送件,第二限位机构具有供柜板穿设的第二限位腔;第三限位机构可拆卸式安装于第三输送件,第三限位机构具有供柜板穿设的第三限位腔。
12、在一些实施例中,焊接组件还包括第四限位机构,第四限位机构包括第一支撑件、第一限位件、第一弹性件、第一牵引件,第一支撑件设置于限位部靠近第二输送件的一侧且可拆卸式连接于支撑组件顶部,第一限位件转动连接于第一支撑件,第一弹性件的两端分别连接于第一限位件与第一支撑件,第一牵引件的一端连接于第一限位件且第一牵引件穿设于第一支撑件设置;
13、第四限位机构具有限位状态和非限位状态,当第四限位机构处于限位状态时,第一限位件的至少部分结构处于第二输送件正上方区域;当第四限位机构处于非限位状态时,第一牵引件拉动第一限位件转动。
14、在一些实施例中,第四限位机构还包括移动件、第二弹性件、第二支撑件,第二支撑件可拆卸式连接于支撑组件顶部,第二弹性件的两端分别连接于移动件与第二支撑件,移动件设置于第一限位机构上方,第一牵引件的一端穿设于第二支撑件后连接于移动件;
15、当第四限位机构处于非限位状态时,移动件通过带动第一牵引件移动使得第一限位件转动。
16、在一些实施例中,焊接组件还包括第五限位机构,第五限位机构包括第三支撑件、第二限位件、第三弹性件、第二牵引件,第三支撑件可拆卸式连接于支撑组件顶部,第二限位件滑动连接于第三支撑件,第三弹性件的两端分别连接于第三支撑件与第二限位件,第二牵引件的一端连接于第二限位件且第二牵引件穿设于第三支撑件设置;
17、第五限位机构具有限位状态和非限位状态,当第五限位机构处于限位状态时,第二限位件的至少部分结构处于第三输送件的上方区域;当第五限位机构处于非限位状态时,第二牵引件拉动第二限位件沿竖直方向移动。
18、在一些实施例中,第五限位机构还包括第四支撑件、第一转动件、第四弹性件,第四支撑件可拆卸式连接于支撑组件顶部,第一转动件转动连接于第四支撑件,第四弹性件的两端分别连接于第四支撑件与第一转动件,第二牵引件的一端连接于第一转动件;
19、当第五限位机构处于非限位状态时,第一转动件通过第二牵引件带动第二限位件下降。
20、在一些实施例中,焊接组件还包括第一装载机构、第二装载机构,第一装载机构设置为两个,各第一装载机构分别可拆卸式安装于第一限位机构与第二限位机构,第一装载机构上皆设有第一装载腔及连通于第一装载腔的出料通道;第二装载机构可拆卸式连接于第三限位机构,第二装载机构上设有第二装载腔。
21、在一些实施例中,焊接组件还包括可拆卸式安装于支撑组件的焊接机构,焊接机构设置为至少一个,焊接机构用于焊接各柜板之间的拼接处。
22、在一些实施例中,焊接组件设置为两个,且两焊接组件呈对称分布。
23、本发明的有益效果:
24、1、本发明中,通过第一输送件、第二输送件、第三输送件的设置,多个柜板可自动完成拼接,同时,各输送件可作为固定机构固定对应柜板使其与其余柜板贴合,从而避免因增设多个固定机构导致结构过多而影响到焊接结构的移动。此外,通过设置第三输送件的延伸方向与第一输送件的延伸方向及第二输送件的延伸方向之间皆具有夹角,可在便于对应柜板同时贴合其余柜板的同时避免对应柜板在移动过程中受到来自其余柜板的摩擦力。
25、2、本发明中,通过第四限位机构的设置,可限制第二输送件对对应柜板的输送过程,避免此柜板在由第一输送件输送的柜板到达预定区域前先到达预定区域并越过此预定区域而影响到由第一输送件输送的柜板的移动。此外,当第一输送件转移对应柜板靠近限位部时,可逐渐推动移动件移动,而移动件通过带动第一牵引件移动使得第一限位件转动,进而可解除第一限位件对第二输送件运输过程的限制,避免由第二输送件转移的柜板影响由第一输送件转移的柜板抵靠限位部的同时可及时解除对第二输送件输送过程的限位。
26、3、本发明中,通过第五限位机构的设置,可限制第三输送件对对应柜板的输送过程,避免此柜板在由第一输送件输送的柜板及由第二输送件输送的柜板到达预定区域前先到达预定区域而影响到由第一输送件输送的柜板及由第二输送件输送的柜板的移动。同时,通过第五限位机构结构中第四支撑件等结构的设置,当第二输送件转移柜板时,第一转动件被此柜板推动而转动,而第一转动件可通过第二牵引件带动第二限位件下降,从而解除第二限位件对第三输送件输送过程的限制。
- 还没有人留言评论。精彩留言会获得点赞!