一种弱刚性薄壁腔体零件加工方法与流程
本发明涉及零件加工,具体涉及一种弱刚性薄壁腔体零件加工方法。
背景技术:
1、目前,产品加工技术已向多轴,高速、复合,3d打印,电极,激光等多元化方向发展。一个高质量零件的加工完成,加工工艺是其核心,是零件加工成败的关键因素。
2、目前在加工如图1所示的薄壁零件时,该薄壁零件的侧盖外形尺寸为:高95mm×宽94mm×厚70.5mm、结构为两面大开口六方体薄壁零件、四周壁厚为1—1.5mm;采用2a12 t4铝板制造,加工前铣方为高101mm×宽100mm×厚76.5mm,质量为1.9409kg,加工完成后设计要求质量为0.105kg。
3、即在对如图7到图10所示的这类薄壁零件加工时,需要去除很多材料,从而使得加工过程中的零件强度低刚性差,故而导致加工过程中的零件的装夹也十分困难。
4、因此,需要提供一种弱刚性薄壁腔体零件加工方法以解决上述问题。
技术实现思路
1、本发明提供一种弱刚性薄壁腔体零件加工方法,通过将增料工艺与灌蜡工艺二者的结合使用,以解决现有的加工过程中的薄壁类零件的加工和装夹困难的问题。
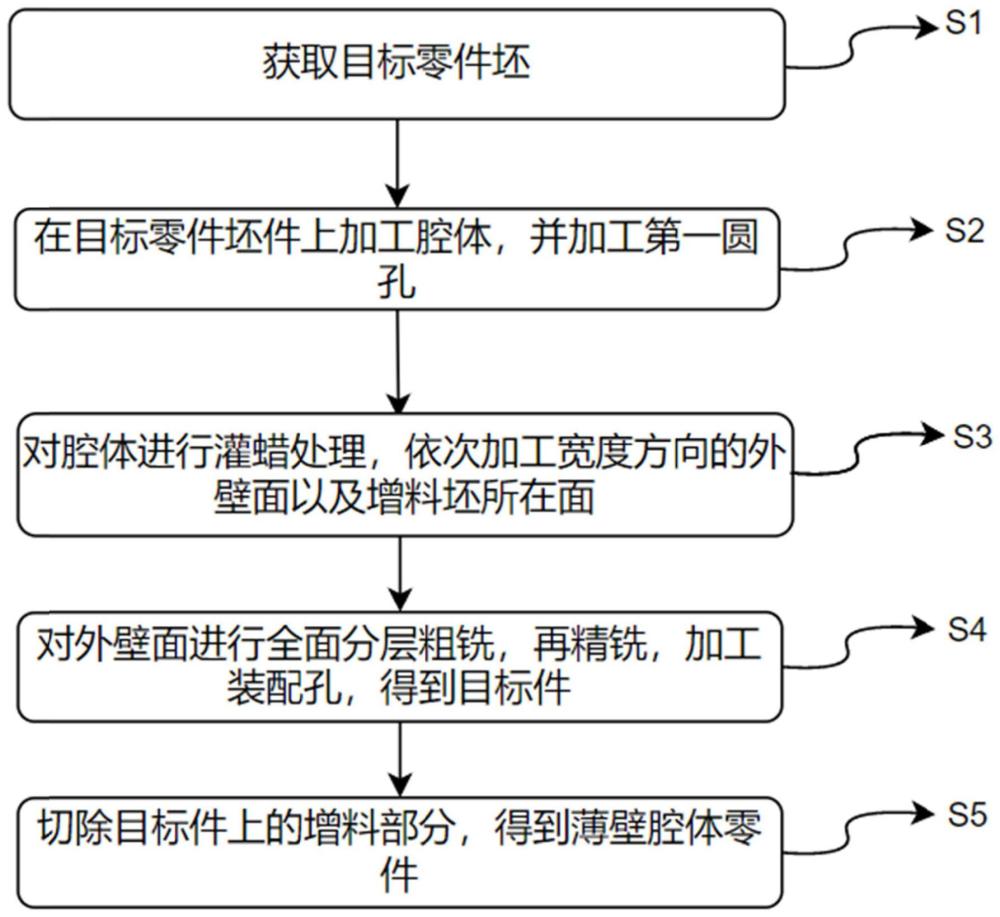
2、本发明的一种弱刚性薄壁腔体零件加工方法采用如下技术方案:包括:
3、根据零件坯的尺寸获取增料坯的尺寸,根据增料坯的尺寸对所述零件坯尺寸获取增料后的实际零件坯,对实际零件坯精加工得到目标零件坯;
4、在所述目标零件坯上加工腔体,并在所述腔体的腔口和目标零件坯外表面之间的壁面上加工第一圆孔;
5、对所述腔体进行灌蜡处理,并对增料坯所在面进行装夹,对未装夹的外壁面进行第一分层铣削,在铣削增料坯所在面并加工第二圆孔;
6、进行外壁面进行全面分层粗铣,再精铣,并加工装配孔,得到目标件;
7、切除目标件上的增料部分,得到薄壁腔体零件。
8、优选地,加工腔体,包括:
9、对目标零件坯进行粗铣削得到初始腔体,且初始腔体的内侧壁留有0.3mm的加工余量;
10、对初始腔体进行清角处理,且初始腔体的内侧壁再留0.35mm的加工余量;
11、对初始腔体进行分层铣削得到腔体,其中,每层铣削的厚度为5mm。
12、优选地,在加工装配孔时,在装配孔所在面的径向与轴向分两层依次进行加工。
13、优选地,灌蜡处理包括:将目标零件坯上加工的腔体填满蜡液,直至蜡液冷却。
14、优选地,对宽度方向的外壁面和增料坯所在面进行分层铣削时,每层铣削深度0.4mm。
15、优选地,在零件坯的厚度方向面上增加增料坯的厚度,得到目标零件坯,其中,目标零件坯的高度、宽度,与零件坯对应的高度、宽度均相同。
16、优选地,在切除目标件上的增料部分时,采用压板三点压紧的方式装夹目标件。
17、优选地,在进行精铣到位时,精铣过程保证装配孔所在面的厚度1.5mm及零件的侧壁厚度1mm。
18、优选地,在加工第一圆孔和第二圆孔时,均先进行点孔,再进行钻孔。
19、本发明的有益效果是:
20、通过在薄壁类零件的加工时,利用增料工艺与灌蜡工艺二者的结合使用,即在待加工零件的一个开口面方向的零件坯上设置增料,从而增强工件受力强度,利于后续加工与装夹,然后,在加工形成后的腔体内再进行灌蜡处理,增强工件刚性和加工受力强度,消除刀具切削力引起震动的不利因素,为后续加工与装夹提供可靠保证。
技术特征:
1.一种弱刚性薄壁腔体零件加工方法,其特征在于,包括:
2.根据权利要求1所述的一种弱刚性薄壁腔体零件加工方法,其特征在于,加工所述腔体,包括:
3.根据权利要求1所述的一种弱刚性薄壁腔体零件加工方法,其特征在于,在加工所述装配孔时,在所述装配孔所在面的径向与轴向分两层依次进行加工。
4.根据权利要求1所述的一种弱刚性薄壁腔体零件加工方法,其特征在于,所述灌蜡处理包括:将目标零件坯上加工的所述腔体填满蜡液,直至蜡液冷却。
5.根据权利要求1所述的一种弱刚性薄壁腔体零件加工方法,其特征在于,对宽度方向的外壁面和增料坯所在面进行分层铣削时,每层铣削深度0.4mm。
6.根据权利要求1所述的一种弱刚性薄壁腔体零件加工方法,其特征在于,在零件坯的厚度方向面上增加增料坯的厚度,得到目标零件坯,其中,所述目标零件坯的高度、宽度,与零件坯对应的高度、宽度均相同。
7.根据权利要求1所述的一种弱刚性薄壁腔体零件加工方法,其特征在于,在切除目标件上的增料部分时,采用压板三点压紧的方式装夹所述目标件。
8.根据权利要求1所述的一种弱刚性薄壁腔体零件加工方法,其特征在于,在进行精铣到位时,精铣过程保证装配孔所在面的厚度1.5mm及零件的侧壁厚度1mm。
9.根据权利要求1所述的一种弱刚性薄壁腔体零件加工方法,其特征在于,在加工第一圆孔和第二圆孔时,均先进行点孔,再进行钻孔。
技术总结
本发明涉及零件加工技术领域,具体涉及一种弱刚性薄壁腔体零件加工方法,包括:制作目标零件坯,在目标零件坯上加工腔体,并加工第一圆孔,对腔体进行灌蜡处理,依次加工宽度方向的外壁面以及增料坯所在面,对外壁面进行全面分层粗铣,再精铣,加工装配孔,得到目标件,切除目标件上的增料部分,得到薄壁腔体零件。本方法增强了工件刚性和加工受力强度,消除刀具切削力引起震动的不利因素,为后续加工与装夹提供可靠保证。
技术研发人员:赵华旗,杨景,周晓波,张颖,贾红广,李泊威,张斌,文亚东
受保护的技术使用者:西安电子工程研究所
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!