一种阀座组件与缸筒柔性组装的焊接精准定位保证工装的制作方法
本发明涉及一种固定工装,具体涉及一种阀座组件与缸筒柔性组装的焊接精准定位保证工装。
背景技术:
1、液压缸大部分油路采用阀座+油管连接形式,与缸筒内腔形成闭式油路,使得油液的压力能转换成机械能的能力,进而实现液压缸作为往复摆动液压执行机构。在加工过程中,因液压缸前后腔油路尺寸链及角度精度非常精准,且焊接过程需先将设计有角度油管与缸筒进行点焊焊接,且因油管过长过粗,需全过程采用行车持续吊住油管,然后阀座与油管组装后因干涉等问题无法实施焊接,且液压缸前后腔钻孔油路尺寸链无法精准定位,或者因油管与阀座组装配合距离短导致焊缝漏油,因此液压缸阀座组件与缸筒焊接要求是至关重要的。
2、目前现有技术中,将阀座和缸体相互焊接时,采用由定位轴和阀座定位套组成的夹具定位,将阀座固定在定位轴上,焊接不同直径的阀座需更换不同规格的夹具,以使阀座和定位轴相配套, 由于阀座规格多样,焊接过程中需要多次更换夹具,再将夹具固定,操作繁琐、费时费力,而且这种焊接方法是先将阀座与油管进行焊接,然后再将油管与缸筒进行焊接,最后再次焊接油管,这样的装配焊接模式存在一些缺陷,第一,焊接过程中因液压缸前后腔油路尺寸链非常精准,存在预先组装焊接后总成无法实现液压缸前后腔钻孔油路尺寸链无法精准定位,影响焊接;第二,因油管过长过粗,需全过程采用行车持续吊住油管,然后阀座与油管组装后因干涉等问题无法实施焊接;第三,油管与阀座组装配合距离短导致焊缝漏油,导致主机无法正常工作且影响环境。
技术实现思路
1、针对上述现有技术存在的问题,本发明提供一种阀座组件与缸筒柔性组装的焊接精准定位保证工装,采用模拟柔性组装设计及结构学原理,在提高焊接组装效率与焊接精准定位的基础上,通过旋转机理,解决焊接干涉因素,保证液压缸阀座组件组装焊接效率与操作安全性,以及液压缸前后腔钻孔油路尺寸链精度要求,避免因油管与阀座组装配合距离短导致焊缝漏油,减少主机性能反馈。
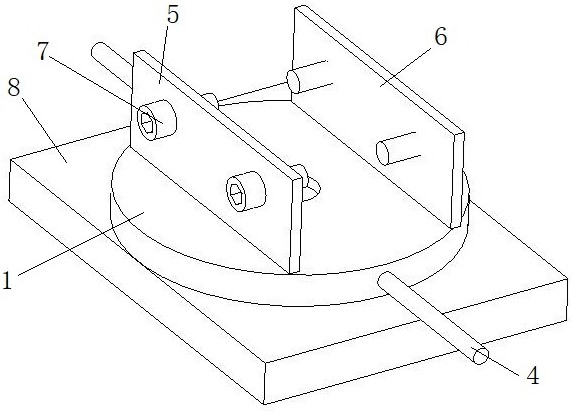
2、为了实现上述目的,本发明采用的技术方案是:一种阀座组件与缸筒柔性组装的焊接精准定位保证工装,包括:底座、安装在底座上转盘、安装在底座上端的轴承、安装连接轴承与转盘用转轴、对称安装在转盘上的上挡板和下挡板以及安装在上挡板和下挡板上的定位螺钉,所述转盘上侧面还设有把手。
3、进一步的,所述把手至少设有两个,并且成圆周均匀分布在转盘上。
4、进一步的,所述轴承安装在底座上,转轴安装在轴承中,转轴的一端与转盘固定。
5、一种阀座组件与缸筒柔性组装的焊接精准定位保证工装的工作方法:
6、步骤1、阀座组件与缸筒柔性组装与焊接精准定位保证工装与缸筒置于焊接平台上,底座与焊接平台保证平行,快速柔性调节液压缸前后腔油路尺寸链;
7、步骤2、将油管焊接在液压缸上;
8、步骤3、通过上挡板、下挡板及定位螺钉固定阀座,固定时需要调整阀座与油管焊接角度与高度;
9、步骤4、通过把手转动转盘,使阀座转动,观察阀座与油管之间的位置,安装焊接工艺要求进行模拟焊接,符合要求进行焊接,不符合要求重复步骤3-4。
10、本发明的有益效果是:采用模拟柔性组装设计及结构学原理,在提高焊接组装效率与焊接精准定位的基础上,通过旋转机理,解决焊接干涉因素,保证液压缸阀座组件组装焊接效率与操作安全性,以及液压缸前后腔钻孔油路尺寸链精度要求,避免因油管与阀座组装配合距离短导致焊缝漏油,减少主机性能反馈。本发明装置具有操作简单,通用性好,降低焊接组装劳动强度,保证液压缸前后腔油路尺寸链精度,提高生产效率与安全性,提高液压缸阀座组件与缸筒精准定位焊接技术要求。
技术特征:
1.一种阀座组件与缸筒柔性组装的焊接精准定位保证工装,其特征在于,包括:底座、安装在底座上转盘、安装在底座上端的轴承、安装连接轴承与转盘用转轴、对称安装在转盘上的上挡板和下挡板以及安装在上挡板和下挡板上的定位螺钉,所述转盘上侧面还设有把手。
2.根据权利要求1所述的一种阀座组件与缸筒柔性组装的焊接精准定位保证工装,其特征在于,所述把手至少设有两个,并且成圆周均匀分布在转盘上。
3.根据权利要求1所述的一种阀座组件与缸筒柔性组装的焊接精准定位保证工装,其特征在于,所述轴承安装在底座上,转轴安装在轴承中,转轴的一端与转盘固定。
4.根据权利要求1所述的一种阀座组件与缸筒柔性组装的焊接精准定位保证工装,其特征在于,其工作方法:
技术总结
本发明公开一种阀座组件与缸筒柔性组装的焊接精准定位保证工装,包括:底座、安装在底座上转盘、安装在底座上端的轴承、安装连接轴承与转盘用转轴、对称安装在转盘上的上挡板和下挡板以及安装在上挡板和下挡板上的定位螺钉,所述转盘上侧面还设有把手,具有操作简单,通用性好,降低焊接组装劳动强度,保证液压缸前后腔油路尺寸链精度,提高生产效率与安全性,提高液压缸阀座组件与缸筒精准定位焊接技术要求。
技术研发人员:杨静,张靖坤,张青山,殷国防
受保护的技术使用者:徐州徐工液压件有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!