一种冷却水嘴和液冷板的焊接装置及焊接方法与流程
本发明属于焊接,特别是一种冷却水嘴和液冷板的焊接装置及焊接方法。
背景技术:
1、目前冷却水嘴和液冷板的焊接采用炉中钎焊工艺,需要投入钎焊炉大型设备,且产品需要使用工装一起放入钎焊炉,操作复杂且生产效率低。
2、例如,中国专利文献曾公开了ta2管子管板焊保护装置及安装方法【中国专利号:202211365614.0】,ta2管子管板焊保护装置及安装方法。只靠焊枪的保护范围是不够的,不仅要用惰性气体保护熔池区域,更要在管子的外部、内部以及管子周边进行惰性气体保护。本发明包括扣在目标管外的管子外部惰性气体保护罩和塞入目标管和多个周边管内的管子内部惰性气体保护塞,所述的目标管的管子内部惰性气体保护塞上螺纹连接有定位螺母将所述的管子外部惰性气体保护罩固定。本发明用于ta2管子管板焊保护。
3、上述技术方案,仅针对管体的焊接固定操作,而无法实现对冷却水嘴结构进行匹配固定,也无法对应完成冷却水嘴与液冷板的焊接工艺,由此需要进一步改善。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种冷却水嘴和液冷板的焊接装置及焊接方法。
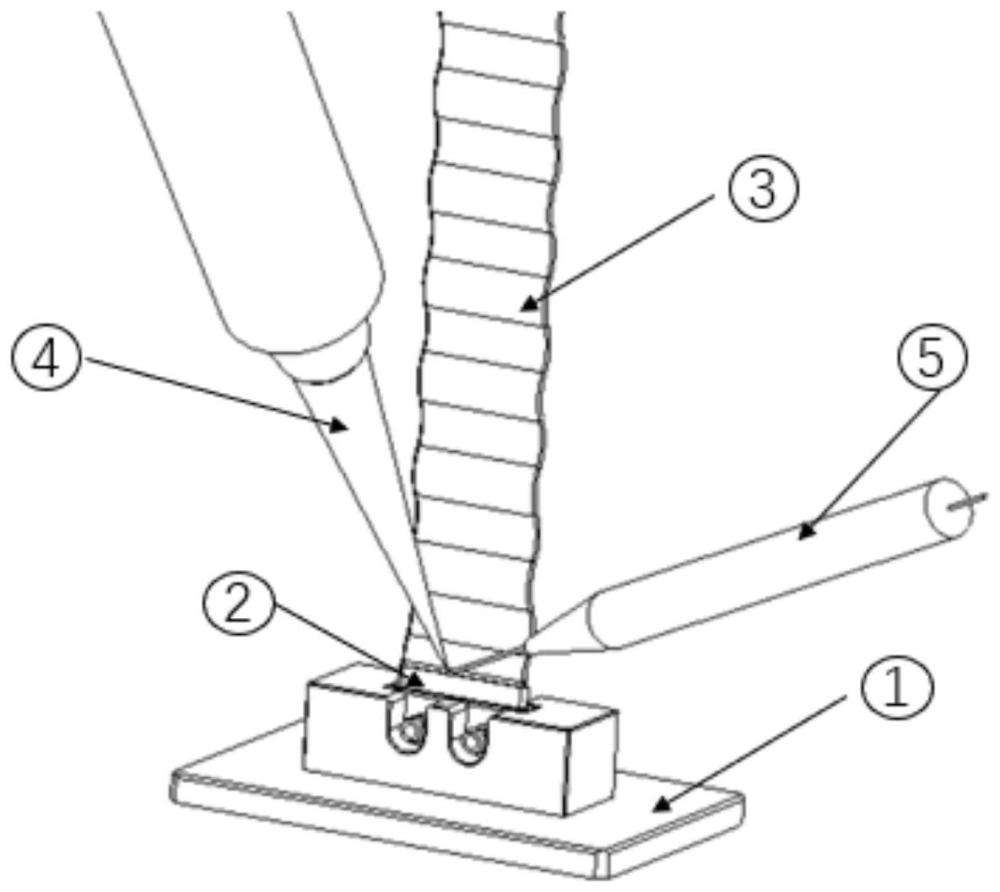
2、本发明的目的可通过下列技术方案来实现:一种冷却水嘴和液冷板的焊接装置,包括固定工装,所述固定工装包括底板,所述底板上凸设定位块,所述定位块上凹设定位槽,于所述定位槽的两侧槽壁凹设至少一组定位缺口,所述定位槽内放置冷却水嘴,所述冷却水嘴包括具有内腔的外壳,所述外壳上呈垂直贯穿至少一个管嘴,所述外壳的一侧开通敞口,由所述敞口内插接冷却扁管,所述冷却扁管的内端口连通所述内腔,所述冷却扁管的内端与所述管嘴卡接固定,所述管嘴嵌设于所述定位缺口内形成承托支撑,于所述冷却扁管的外端口插接液冷板,所述固定工装的上方通过机械臂架设激光焊枪和焊接保护器,所述激光焊枪和所述焊接保护器对准所述冷却扁管与所述液冷板的插接位置。
3、在上述的冷却水嘴和液冷板的焊接装置中,所述定位块由顶面向下凹设形成所述定位槽,所述定位槽为具有顶口的长方形凹槽,长方形凹槽的两相对槽壁由顶口向下凹设形成所述定位缺口,所述定位缺口为圆弧凹口。
4、在上述的冷却水嘴和液冷板的焊接装置中,所述液冷板包括若干段沿直线衔接的分体板条,所述分体板条的端部具有u型接口,相邻所述分体板条的u型接口对接通过焊接固连。
5、在上述的冷却水嘴和液冷板的焊接装置中,所述焊接保护器包括焊条和保护气输送管。
6、一种冷却水嘴和液冷板的焊接装置的焊接方法,该方法应用于冷却水嘴和液冷板的焊接装置,焊接方法包括以下步骤:
7、1)、将冷却水嘴和液冷板放入超声波脱脂槽进行清洗,再用纯水漂洗,漂洗后再烘干表面水分,去除工件表面脏污;
8、2)、将冷却水嘴放入定位块的定位槽中,保持冷却水嘴的冷却扁管朝上,同时管嘴由顶口边沿置入定位缺口内,实现整体冷却水嘴的支撑和固定;
9、3)、将液冷板由冷却扁管的外端口插入;
10、4)、使用激光焊枪对液冷板与冷却扁管外端口之间进行周圈焊接,焊接形成头尾相连的闭环焊缝,焊接时激光束使焊条、冷却扁管和液冷板同时熔化形成熔池,插接处的周圈熔池固化使冷却扁管和液冷板固连;
11、5)、焊接完成后取出冷却水嘴和液冷板的激光焊接成品。
12、6、如权利要求5所述的冷却水嘴和液冷板的焊接装置的焊接方法,其特征在于,步骤1)中,超声波清洗时间为5分钟,纯水漂洗时间为2分钟,烘干温度为80℃,烘干时间为10分钟。
13、在上述的冷却水嘴和液冷板的焊接装置的焊接方法中,步骤2)中,定位槽内壁与冷却水嘴的外壁之间形成定位间隙,定位间隙<0.1mm。
14、在上述的冷却水嘴和液冷板的焊接装置的焊接方法中,步骤3)中,液冷板与所述冷却扁管之间形成装配间隙,装配间隙<0.1mm。
15、在上述的冷却水嘴和液冷板的焊接装置的焊接方法中,步骤4)中,焊缝的宽度范围是5~12mm。
16、与现有技术相比,本冷却水嘴和液冷板的焊接装置及焊接方法具有以下有益效果:
17、1、利用特定结构的工装实现针对冷却水嘴的匹配定位,以免除炉钎焊工艺的大型设备投入,降低加工成本,简化工艺流程。
18、2、采用激光焊接技术结合工装定位进行组合生产的工艺,以满足成本更低的批量化生产,提高工作效率,增加产量。
技术特征:
1.一种冷却水嘴和液冷板的焊接装置,包括固定工装,其特征在于,所述固定工装包括底板,所述底板上凸设定位块,所述定位块上凹设定位槽,于所述定位槽的两侧槽壁凹设至少一组定位缺口,所述定位槽内放置冷却水嘴,所述冷却水嘴包括具有内腔的外壳,所述外壳上呈垂直贯穿至少一个管嘴,所述外壳的一侧开通敞口,由所述敞口内插接冷却扁管,所述冷却扁管的内端口连通所述内腔,所述冷却扁管的内端与所述管嘴卡接固定,所述管嘴嵌设于所述定位缺口内形成承托支撑,于所述冷却扁管的外端口插接液冷板,所述固定工装的上方通过机械臂架设激光焊枪和焊接保护器,所述激光焊枪和所述焊接保护器对准所述冷却扁管与所述液冷板的插接位置。
2.如权利要求1所述的冷却水嘴和液冷板的焊接装置,其特征在于,所述定位块由顶面向下凹设形成所述定位槽,所述定位槽为具有顶口的长方形凹槽,长方形凹槽的两相对槽壁由顶口向下凹设形成所述定位缺口,所述定位缺口为圆弧凹口。
3.如权利要求2所述的冷却水嘴和液冷板的焊接装置,其特征在于,所述液冷板包括若干段沿直线衔接的分体板条,所述分体板条的端部具有u型接口,相邻所述分体板条的u型接口对接通过焊接固连。
4.如权利要求3所述的冷却水嘴和液冷板的焊接装置,其特征在于,所述焊接保护器包括焊条和保护气输送管。
5.一种冷却水嘴和液冷板的焊接装置的焊接方法,其特征在于,该方法应用于权利要求4的冷却水嘴和液冷板的焊接装置,焊接方法包括以下步骤:
6.如权利要求5所述的冷却水嘴和液冷板的焊接装置的焊接方法,其特征在于,步骤1)中,超声波清洗时间为5分钟,纯水漂洗时间为2分钟,烘干温度为80℃,烘干时间为10分钟。
7.如权利要求5所述的冷却水嘴和液冷板的焊接装置的焊接方法,其特征在于,步骤2)中,定位槽内壁与冷却水嘴的外壁之间形成定位间隙,定位间隙<0.1mm。
8.如权利要求5所述的冷却水嘴和液冷板的焊接装置的焊接方法,其特征在于,步骤3)中,液冷板与所述冷却扁管之间形成装配间隙,装配间隙<0.1mm。
9.如权利要求5所述的冷却水嘴和液冷板的焊接装置的焊接方法,其特征在于,步骤4)中,焊缝的宽度范围是5~12mm。
技术总结
本发明提供了一种冷却水嘴和液冷板的焊接装置及焊接方法,包括固定工装,固定工装包括底板,底板上凸设定位块,定位块上凹设定位槽,于定位槽的两侧槽壁凹设至少一组定位缺口,定位槽内放置冷却水嘴,冷却水嘴包括具有内腔的外壳,外壳上呈垂直贯穿至少一个管嘴,外壳的一侧开通敞口,由敞口内插接冷却扁管,冷却扁管的内端口连通内腔,冷却扁管的内端与管嘴卡接固定,管嘴嵌设于定位缺口内形成承托支撑,于冷却扁管的外端口插接液冷板,固定工装的上方通过机械臂架设激光焊枪和焊接保护器,激光焊枪和焊接保护器对准冷却扁管与液冷板的插接位置。利用特定结构的工装实现针对冷却水嘴的匹配定位,降低加工成本,简化工艺流程,提高工作效率。
技术研发人员:请求不公布姓名,请求不公布姓名,请求不公布姓名,请求不公布姓名
受保护的技术使用者:立铠精密科技(盐城)有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!