一种在圆柱表面加工结构色图案的方法
本发明涉及切削加工,具体涉及一种在圆柱表面加工结构色图案的方法。
背景技术:
1、颜色根据产生方式可以分为色素色和结构色,色素色的产生是因为物体本身存在的色素而对不同波长的光的选择性吸收、反射和投射,因此色素色没有光泽,且不会随着观测角度的改变而发生变化。而结构色的产生是可见光在某些具有特定微纳结构特征的物体表面散射、衍射或者干涉,在某个角度能够观测到颜色,而且颜色会随着观测视角的改变而变化。与染料和色素着色相比,结构色加工无污染、稳定、低能耗、色彩鲜艳且饱和度高,已经在显示成像、信息加密、彩色打印以及色彩装饰等方面发挥着重要作用。
2、在金属表面加工微纳光栅结构可以呈现出结构色,加工方法包括机械刻画法、全息光刻法、电子束光刻法、全息离子束刻蚀法以及纳米压印法等,这些加工方法均存在着工艺较为复杂、效率较低以及制造成本较高等特点。而采用超声椭圆振动切削的方式可以在金属表面切削加工出结构色图案,加工的精度和效率都比较高,能够广泛应用于航空、航天以及军工等领域。但目前的超声椭圆振动切削仅能在平面上加工成型结构色图案,难以在圆柱面上加工成型结构色图案。
技术实现思路
1、为了克服现有技术的不足,本发明的目的在于提供一种在圆柱表面加工结构色图案的方法,能够在圆柱工件的表面加工出具有闪耀光栅特征的微纳结构。
2、为解决上述问题,本发明所采用的技术方案如下:一种在圆柱表面加工结构色图案的方法,包括如下步骤:
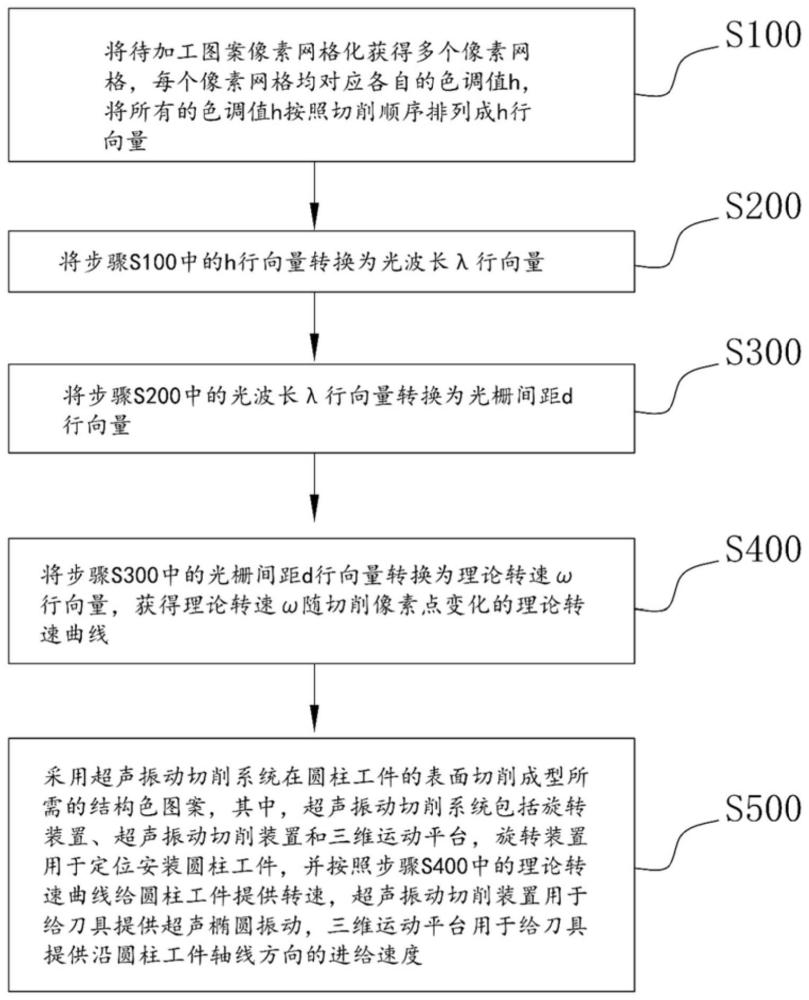
3、步骤s100、将待加工图案像素网格化获得多个像素网格,每个像素网格均对应各自的色调值h,将所有的色调值h按照切削顺序排列成h行向量;
4、步骤s200、将步骤s100中的h行向量转换为光波长λ行向量;
5、步骤s300、将步骤s200中的光波长λ行向量转换为光栅间距d行向量;
6、步骤s400、将步骤s300中的光栅间距d行向量转换为理论转速ω行向量,获得理论转速ω随切削像素点变化的理论转速曲线;
7、步骤s500、采用超声振动切削系统在圆柱工件的表面切削成型所需的结构色图案,其中,超声振动切削系统包括旋转装置、超声振动切削装置和三维运动平台,旋转装置用于定位安装圆柱工件,并按照步骤s400中的理论转速曲线给圆柱工件提供转速,超声振动切削装置用于给超声刀具提供超声椭圆振动,三维运动平台用于给超声刀具提供沿圆柱工件轴线方向的进给速度。
8、相比现有技术,本发明的有益效果在于:本方法通过将待加工图案像素网格化获得多个像素网格,并从像素网格中提取色调值h行向量,并将每个像素网格所对应的色调值h行向量、光波长λ行向量、光栅间距d行向量以及理论转速ω行向量依次计算转换,最终获得待加工图案所对应的加工理论转速曲线,采用超声振动切削系统按照理论转速曲线在圆柱工件的表面进行超声椭圆振动切削加工,且在超声椭圆振动的频率以及超声刀具参数等条件选定的情况下,圆柱工件的转速与光栅间距对应,因而根据理论转速曲线进行切削加工,即可在圆柱工件的表面加工出待加工图案所对应的结构色图案。相比于常规的染料或者色素染色方法,本方法采用超声椭圆振动切削的方式进行加工获取结构色,结构色更加稳定持久,且没有污染,色彩更鲜艳,饱和度更高且富有光泽。相比于在平面上加工结构色图案,本方法可以在圆柱表面加工结构色图案,圆柱工件的连续转动配合超声刀具的椭圆振动以及沿圆柱工件轴线方向上的进给,加工过程中不存在未切削的空载时间,全程切削,连续性更好,加工更加高效。
9、上述的在圆柱表面加工结构色图案的方法,在步骤s300中,首先获取当前像素网格所对应的入射角和观测角,再将光波长λ通过以下公式(1)计算转换为光栅间距d:
10、d*(sinθ1+sinθ2)=k*λ (1)
11、其中,θ1为当前像素网格所对应的入射角,θ2为当前像素网格所对应的观测角,k为衍射等级,且|k|=1;
12、在步骤s400中,光栅间距d通过以下公式(2)计算转换为理论转速ω:
13、ω=d*f/r (2)
14、其中,r为圆柱工件的半径,f为超声刀具椭圆振动的频率。
15、上述的在圆柱表面加工结构色图案的方法,在步骤s300中,通过以下方式获取当前像素网格所对应的入射角和观测角:
16、以平行光源的中间平面作为分界面,将待加工图案分为上下两个部分,每个部分所占圆角度为α,则上下两个部分所占圆角度为2α,上下两个部分的一列像素网格总数为m个,以平行光源到圆柱的距离最近的点对应的平面为plane;
17、当像素网格位于下半部分时,由下往上的第i个像素网格的入射角α1和观测角β1满足以下公式(3)和(4):
18、α1=α-(2α*i/m) (3)
19、β1=arctan((h-h1)/(l+f1))-α1 (4)
20、其中,h1为第i个像素网格距离中点水平线的竖直方向距离,且满足以下公式(5):
21、h1=r*sinα1 (5)
22、h为观测位置到平行光源中心线的垂直距离;
23、l为观测位置到平面plane的距离;
24、f1为第i个像素网格距离圆柱最左侧点的水平方向距离,且满足以下公式(6):
25、f1=r-r*cosα1 (6)
26、其中,在步骤s400中,光栅间距d通过以下公式(7)计算转换为理论转速ω:
27、ω=|f*λ/(r*(sinα1-sinβ1))| (7)
28、当像素网格位于上半部分时,由下往上的第i个像素网格的入射角α2和观测角β2满足以下公式(8)和(9):
29、α2=(2α*i/m)-α (8)
30、β2=arctan((h-h2)/(l+f2))+α2 (9)
31、其中,h2为第i个像素网格距离中点水平线的竖直方向距离,且满足以下公式(10):
32、h2=r*sinα2 (10)
33、f2为第i个像素网格距离圆柱最左侧点的水平方向距离,且满足以下公式(11):
34、f2=r-r*cosα2 (11)
35、其中,在步骤s400中,光栅间距d通过以下公式(12)计算转换为理论转速ω:
36、ω=|f*λ/(r*(sinα2+sinβ2))| (12)
37、上述的在圆柱表面加工结构色图案的方法,在步骤s600中,“按照步骤s500中的理论转速曲线给圆柱工件提供转速”包括如下步骤:
38、步骤s610、采用多段连续pvt转速曲线对理论转速曲线进行拟合,获得pvt拟合转速曲线;
39、步骤s620、将pvt拟合转速曲线所对应的pvt代码格式输出为pvt设备运行代码,由旋转装置根据pvt设备运行代码给圆柱工件提供转速。
40、上述的在圆柱表面加工结构色图案的方法,步骤s610包括如下步骤:
41、步骤s611、将待加工图案像素网格化后,按照切削顺序将像素矩阵转换成包含多个像素网格的像素行向量,再将像素行向量均分为多个等像素段,每个像素段中包含相同数量的像素网格;
42、步骤s612、每个像素段均用一段pvt转速曲线进行拟合,所有像素段均拟合后获得pvt拟合转速曲线;
43、其中,在一段pvt转速曲线内,t指的是这一段运行所需的时间,p指的是这段时间t内旋转轴所旋转的角度,v指的是这一段pvt转速曲线的末速度,pvt转速曲线满足以下公式(13):
44、x(t)=xti+ci(t-ti)+bi(t-ti)2+ai(t-ti)3 (13)
45、其中,每一段的参数ai、bi、ci可以通过以下公式(14)、(15)和(16)求出:
46、
47、
48、ci=vti (16)
49、其中,x(t)为在t时刻旋转轴的旋转角度,一段pvt速度曲线初始时间点为ti,对应位置为xti,对应速度为vti,末尾时间点为ti+ti,对应位置为xti+ti,对应速度为vti+ti,且每一段的初速度为上一段的末速度。
50、上述的在圆柱表面加工结构色图案的方法,在步骤s612中,对于每个像素段,确定该像素段内的最小时间tmin和最大时间tmax,并在最小时间tmin和最大时间tmax之间的整数区间内逐个获取对应整数时间t的pvt转速曲线,并分别计算各个整数时间t的pvt转速与理论转速的标准差,再将其中最小的标准差所对应的时间作为该像素段的pvt代码时间,由此获得最终的整体pvt拟合转速曲线;
51、其中,每个像素段中,vmax为该像素段内最大理论转速,vmin为该像素段内最小理论转速,p为该像素段区间旋转装置的旋转轴所旋转的角度,最小时间tmin和最大时间tmax满足以下公式(17)和(18):
52、tmin=p/vmax⒄
53、tmax=p/vmin⒅
54、下面结合附图和具体实施方式对本发明作进一步详细说明。
- 还没有人留言评论。精彩留言会获得点赞!