汽车零件侧整形模具及整形方法与流程
本发明涉及攀爬绳测试设备领域,尤其涉及汽车零件侧整形模具及整形方法。
背景技术:
1、模具里侧整形是指对模具中的零件和结构进行加工和调整,使其符合产品设计要求和使用要求的过程,此类加工和调整可以通过各种方式实现,例如切削加工、热处理、电火花加工等,在机械加工、汽车制造、家电制造、航空航天等领域都有广泛的应用和前景,尤其是在汽车零件的生产加工中,不仅可以使得零件加工更为精密和高效,而且可以降低模具制造和使用的成本。
2、现有技术公开了部分有关侧整形模具的专利文件,申请号为cn202023003363.0的中国专利,公开了一种汽车控制臂侧整形模具,包括底座,底座下表面设置有防滑垫,底座上表面设置有模具座,模具座内部设置有模具槽,该汽车控制臂侧整形模具通过设置模具座、底座、模具槽、输料腔、进料管相互配合,使得整形模具的工作效率提高且方便使用;通过设置冲压具、连接杆、衔接板、支撑板、液压伸缩装置、导向杆相配合,实现冲压具与模具槽的衔接,省时省力且通过导向杆的定向,避免了冲压具下移过程中发生偏移造成不必要的损失。
3、现有技术通常通过设置若干个进料管的方式来增加原料的填充速度,或者是通过传输机构进行零件的上下料,上下料的传送机构多数为分离设计,由于其在运行时,驱动设备较多,导致其在运行时同步度较低,容易影响模具在整形时的精度,且在上料后无法自动进行准确定位。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的汽车零件侧整形模具及整形方法。
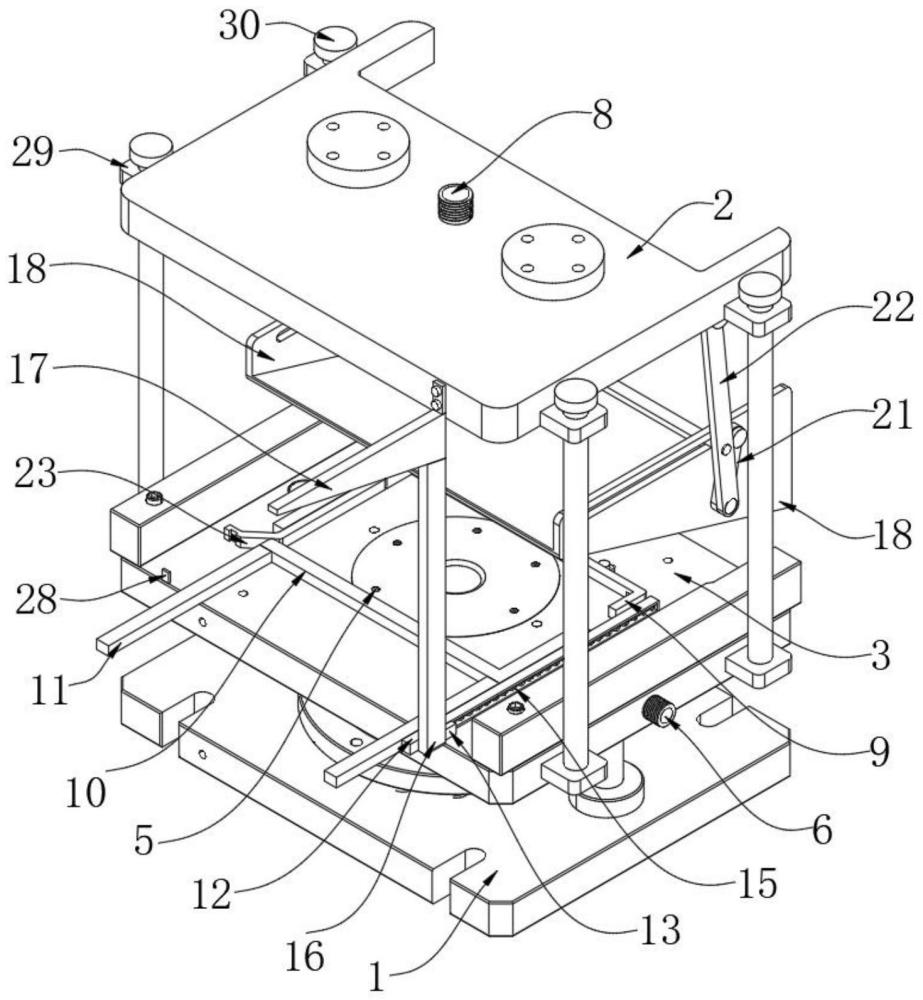
2、为达到以上目的,本发明采用的技术方案为:汽车零件侧整形模具,包括下模具座和上模具座,所述下模具座顶面固定设置有承托模板,所述上模具座底面固定设置有整形模板,所述承托模板和整形模板相对面内部皆设置有固定组件,所述固定组件用于整形前后固定零件,所述承托模板顶面设置有上料组件,所述上料组件用于整形前汽车零件的上料,所述整形模板下方设置有下料组件,所述下料组件用于整形后汽车零件的下料;
3、所述固定组件包括下气孔、下气管、上气孔和上气管,所述承托模板内部等距开设有若干顶部延伸至承托模板顶面的下气孔,所述下气孔底部贯通连接有下气管,所述承托模板内部等距开设有若干底部延伸至整形模板底面的上气孔,所述上气孔底部贯通连接有上气管;
4、所述上料组件包括定位卡板和上料推板,所述下气孔外侧的承托模板顶面固定有定位卡板,且定位卡板对面滑动设置有上料推板,所述上料推板远离定位卡板的一侧对称固定有挡料板,所述上料推板弯折端外侧边固定有移动板,且移动板内部滑动连接有底面固定在承托模板表面的固定块,所述移动板内部的固定块滑动套设在滑杆上,且滑杆两端皆固定在移动板内壁,所述固定块侧边的滑杆上套设有弹簧一,且弹簧一两端分别固定在固定块和移动板上,所述固定块远离定位卡板的一侧设置有承托板,且承托板侧面固定在移动板上,所述承托板顶部贴合设置有侧推板,且侧推板通过螺栓可拆卸式固定在上模具座侧壁上。
5、优选的,所述下模具座两侧皆固定有定位滑块,且定位滑块内部皆滑动套接有定位导杆,每个所述定位导杆底部皆固定在承托模板侧边,所述承托模板和整形模板内部分别开设有与下气孔和上气孔配合的通气内腔,所述下气孔和上气孔通过通气内腔与分别与下气管和上气管贯通连接,所述下气管和上气管通过气管外接抽气泵进气端,每个所述下气孔和上气孔开放端内部皆固定有防尘网,且防尘网分别与承托模板顶面或整形模板底面齐平。
6、优选的,所述定位卡板设置为与待整形零件配合的横向放置的“u”型,所述定位卡板朝向上料推板的一侧靠近拐角处皆设置有接触传感器,所述上料推板设置为与定位卡板相对的横向放置的与待整形零件配合的“l”型,所述上料推板开口端的承托模板表面设置有导向定位组件,所述挡料板的宽度大于上料推板到承托模板边沿之间的宽度。
7、优选的,所述侧推板的宽度等于定位卡板开口朝向内边沿到承托模板边沿之间的宽度,所述承托板顶面和侧推板底面设置为相互配合的倾斜状,靠近所述挡料板的承托模板侧边设置有朝向承托板移动的传送机,所述上料推板、挡料板、移动板和承托板底面滑动贴合。
8、优选的,所述下料组件包括下料导托板、活动杆、联动板一和联动板二,所述整形模板下方设置有下料导托板,且下料导托板上内部对称开设有活动槽,所述下料导托板两侧分别设置有上下朝向的联动板一,所述联动板一一端转动连接活动槽靠近外侧端的下料导托板上,所述联动板一另一端转动连接有联动板二,朝下所述联动板一所连接的联动板二另一端转动连接在上模具座底部,朝上所述联动板一所连接的联动板二另一端转动连接在承托模板侧边,两个所述活动槽内部贯穿滑动设置有活动杆,且活动杆延伸至活动槽外部的一端皆转动连接在联动板二内部。
9、优选的,所述下料导托板的长度大于整形模板的长度,所述下料导托板的宽度大于整形模板侧边到其与下模具座相远端边沿的宽度,所述下料导托板设置为朝下模具座边沿向下倾斜状,所述上模具座顶部开设有与下料导托板配合的开槽,所述活动槽到下料导托板内部底面之间的厚度大于待整形零件的厚度。
10、优选的,所述导向定位组件包括导向板和支撑框,所述上料推板开口端的承托模板表面滑动设置有导向板,所述导向板外侧设置有底面固定在承托模板上表面的支撑框,所述导向板外侧靠近定位卡板的一端固定有移动滑块,且移动滑块滑动连接在支撑框内部,所述移动滑块内部滑动套接有固定杆,且固定杆两端皆固定在支撑框内壁上,所述移动滑块侧边的固定杆上套设有弹簧二,且弹簧二两端分别固定在移动滑块和支撑框上。
11、优选的,所述导向板侧边的承托模板上表面边沿固定有限位块,所述导向板靠近上料推板侧边沿开设有与限位块配合的卡槽,所述导向板靠近上料推板的一端设置为弯折状,所述导向板竖直段远离支撑框侧的边沿与定位卡板侧端内边沿齐平,所述导向板竖直段的宽度与定位卡板的宽度之和小于待整形零件的宽度。
12、优选的,一种汽车零件侧整形方法,所述整形方法包括以下步骤:
13、s1、当需要对零件进行整形时,先将下模具座安装在传送机侧边,并使得传送机由导向板朝向承托板侧移动,传送带顶面与承托模板底面齐平,上料时,上模具座下移,此时侧推板推动承托板,即可使得移动板压缩弹簧一向传送机上移动,同时挡料板移动至对传送带上零件的阻挡解除,使得零件在传送带的推动下移动至上料推板内部;
14、s2、此时上模具座上移,移动板在弹簧一的拉动下,带动上料推板向定位卡板移动,即可推动零件向定位卡板内部移动,同时在导向板的导向下,精准进入定位卡板内部,当零件贴合在接触传感器侧面时,下气管外接的气泵运行抽气,即可在下气孔内部形成负压,即可将零件固定,此时上模具座再次下移,即可将上料推板重新推动至传送带上,并带动整形模板下移进行冲压整形;
15、s3、上模具座下移时,推动其连接的联动板二,使得联动板二转动,联动板二转动时,通过活动杆同步推动连接在承托模板上的联动板二转动,两个联动板二同时向外侧转动,即可推动联动板一转动展开,联动板一和联动板二之间转动展开的同时,活动杆在活动槽内部滑动,下料导托板在展开时,向承托模板外侧下方移动,即可使得下料导托板对整形模板的限位解除,避免影响整形模板下移进程冲压;
16、s4、当整形模板冲压完成后,上气管外侧的抽气泵运行抽气,并在上气孔内部形成负压,此时下气管外接的抽气泵停止抽气,即可使得上气孔内部负压解除,整形后的零件在整形模板的负压吸合下随着整形模板上移升起,上模具座上移的同时,带动下料导托板移动收回至整形模板下方,当下料导托板移动回整形模板下方时,上气管外侧的抽气泵停止抽气,上气孔内负压解除,零件即可掉落在下料导托板内部,并在下料导托板的导向下,滑动至侧边的收集箱中;
17、s5、当上料推板移动至传送带上方时,上料推板对导向板的挤压限位解除,导向板即可在支撑框的拉动下,移动至抵接在限位块上,即可使得导向板侧边与承托模板边沿对齐,移动至上料推板内部的零件在被上料推板向承托模板上推动至,导向板在上料推板弯折段对面对零件进行限位和定向,使得零件能够稳定准确滑动至定位卡板内部卡合,同时,上料推板可以将导向板推动至定位卡板前侧的承托模板。
18、与现有技术相比,本发明具有以下有益效果:
19、1、通过上料推板进行推动上料,配合定位卡板和接触传感器进行精准定位,从而保证上料时的紧张度,且通过上模具座进行驱动,使得模具在冲压时,可以更好的保持同步性,以此保证模具运行时的精准度和自动化程度。
20、2、当冲压完成后,整形模板内的吸合固定组件,可以将零件吸合固定并上移,将定位卡板内侧空间腾出,同时上料推板即可进行推动上料,上移整形完成后的零件通过下料导托板导向下料收集,实现上模具在整形时的自动化,同时保证上下料的同步度,更加节约整形上下料的准备时间。
21、3、通过承托模板和整形模板内部负压吸合的方式进行固定,保存固定力度的同时,避免夹持固定导致的压痕等,且避免了因零件尺寸导致的夹持不便的问题,进一步提高了侧整形模具的实用性。
22、4、当上料推板在上料时,其侧边的导向板可以对上料的零件进行导向,与上料推板配合,可以帮助零件稳定精准的进入定位卡板内部,方便下气孔负压吸合固定,且上料推板推料时,同步推动导向板,不会影响零件的正常使用。
- 还没有人留言评论。精彩留言会获得点赞!