一种快速定位工件零点的工装及工艺的制作方法
本技术涉及机械加工的领域,尤其是涉及一种快速定位工件零点的工装及工艺。
背景技术:
1、工装加工一般指机械加工设备及工装。在工件进行加工过程中,对于一些设计使用要求较高的工件,一般会将工件加工顺序分为三大步:粗加工、半精加工和精加工。在工件完成前,每一加工步骤都会为后一步留有适当的加工余量。这里的余量受到机床种类、机床操作人员、工件等多种因素影响,造成余量的大小会有差异。
2、在进行精加工时,面对半精加工留下的余量,一般采用两种方式处理:第一种是与半精加工序协商妥当,定好余量,精加工序按照预留好的余量进行加工、表面余量去除,来达到工件图纸所要求的表面质量、尺寸要求等。比如半精加工序为精加工序预留了0.2mm的去除量,那么精加工序按照0.2mm的去除量进行加工;第二种是重新进行“划线”,也就是重新进行余量分配。在精加工时,首先利用机床或其他测量仪器,对工件进行需要进行精加工的各个表面进行测量,将测量值与工件图纸进行对比,计算出加工余量,进行精加工。
3、在使用第一种方式进行加工,虽然效率较高,但对半精加工预留的加工余量要求较高,若“余量”不够准确不够均匀,则更容易出现工件尺寸关联上达不到使用要求;在使用第二种方式进行加工,虽然更易达到工件图纸要求,但因为需要重新分配加工余量,所以更耗费时间,效率不高。
技术实现思路
1、为了快速分配加工余量,保证加工精度的同时加快工件加工效率,本技术提供一种快速定位工件零点的工装及工艺。
2、本技术提供的一种快速定位工件零点的工装及工艺,采用如下的技术方案:
3、一种快速定位工件零点的工装及工艺,包括测量仪器测头、机床,以及待加工的工件,其特征在于: 所述机床上设有零点,零点处设置有中心孔,工装安装在中心孔处,所述工装包括安装底座,以及固接在所述安装底座上的定位部,所述定位部的边缘处设有定位角,所述定位角的顶点位于所述安装底座的中心处,且所述顶点与所述零点重合,
4、所述定位角为直角。
5、通过采用上述技术方案,在无工装的情况下,中心孔轴线是与其余加工面平行的,假设中心孔轴线与测量平台平行,此时测量仪器测头或机床的主轴是与工件垂直,且需要给测头或主轴增添一个转换头,才能测量出中心孔的圆心,以圆心为参照点,标定好本次精加工的零点,然后将转换头取下,工装设置定位部,该定位部可为多种形状,比如扇形或方形,但定位部的一个角必须为直角,在对中心孔的圆心进行测定时,需利用定位部的直角,达到对中心孔的圆心快速定位的作用,若定位部为扇形,则圆心需与中心孔的圆心重合,若定位部为方形,则方形的顶点需过中心孔圆心,达到快速定位中心孔圆心的作用。
6、优选的,所述定位部为方形或扇形,所述定位角的两边为定位部的两边,所述定位角为所述定位部的一个角,所述定位角两边的长度小于所述安装底座的半径长度。
7、通过采用上述技术方案,当定位部为扇形时,定位部为四分之一扇形,且扇形的圆心位于安装底座的中心处,使用时定位部的圆心用于定位;当定位部为方形时,定位部为正方形,且正方形的一个角位于安装底座的中心处,使用时定位部的角的顶点用于定位。
8、优选的,所述安装底座上对称开设有两组安装孔,每组安装孔数量相同,所述安装底座上开设的多个安装孔沿所述安装底座周向布置,每组安装孔的每两个相邻之间的安装孔距离相同。
9、通过采用上述技术方案,安装孔用于将工装通过安装底座安装在中心孔处,多个安装孔使得工装安装更为牢固。
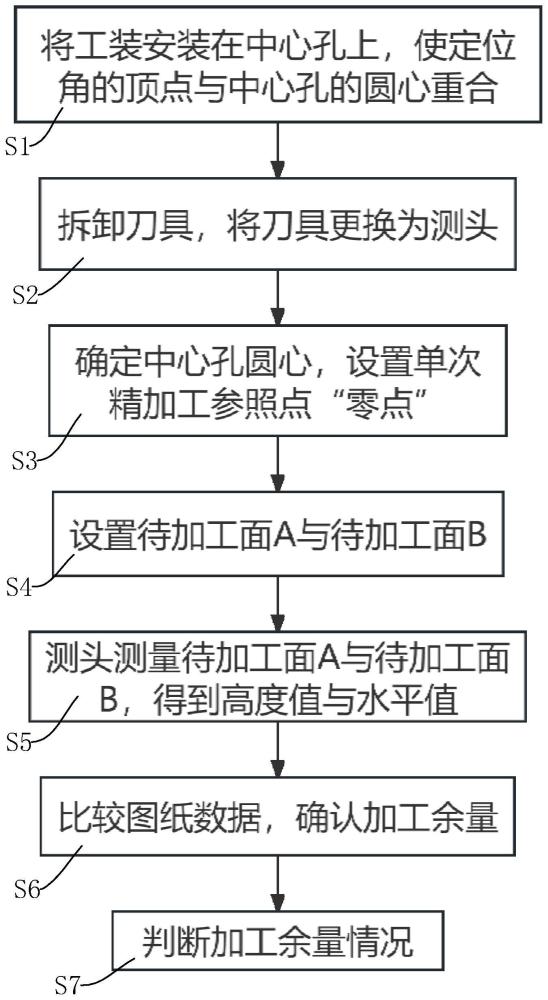
10、一种快速定位工件零点的工艺,包括步骤:
11、将工装安装在中心孔上,使定位角的顶点与中心孔的圆心重合;
12、拆卸刀具,将刀具更换为测头;
13、确定中心孔圆心,设置单次精加工参照点“零点”;
14、设置待加工面a与待加工面b;
15、测头测量待加工面a与待加工面b,得到高度值与水平值;
16、比较图纸数据,确认加工余量;
17、判断加工余量情况。
18、通过采用上述技术方案,借用工装安装至工件中心孔,测量仪器测头或机床主轴通过工装四分之一圆(还可以是其他形状,比如正方形,保证正方形的顶点过中心孔圆心)的上面和侧面接触可快速找到中心孔圆心,设置精加工的参照点“零点”,测量出其他所需精加工面与“零点”尺寸关系,判断是否存在加工余量以及余量是否满足精加工要求。
19、优选的,所述工装为四分之一扇形,所述确定中心孔圆心,设置单次精加工参照点“零点”包括步骤:
20、驱动测头与工装四分之一扇形的水平面接触;
21、驱动测头与工装四分之一扇形的垂直面接触;
22、确定中心孔圆心;
23、设置单次精加工的参照点“零点”。
24、通过采用上述技术方案,驱动测头与工装四分之一扇形的水平面和竖直侧面分别接触,可快速找到中心孔圆心,设置精加工的参照点“零点”,若机床没有配置测头,则需使用刀具进行测量。
25、优选的,所述测头测量待加工面a与待加工面b,得到高度值与水平值,包括步骤:
26、使测头与垂直侧面加工面b接触;
27、获得“零点”垂直侧面加工面b水平方向的水平数值;
28、使测头与水平面加工面a接触;
29、获得“零点”与水平面加工面a竖直方向的高度数值。
30、通过采用上述技术方案,通过手轮操作,手动移动主轴即测头,使测头与待精加工的加工面a接触,得到“零点”与加工面a竖直方向的高度值;使测头与加工面b接触,得到“零点”与加工面b水平方向的水平值;当未配置测头,使用刀具进行测试时,通过手轮操作,手动移动刀具,使刀具与待精加工的加工面a接触,得到“零点”与加工面a竖直方向的高度值;使刀具与加工面b接触,得到“零点”与加工面b水平方向的水平值。
31、优选的,所述测头上安装有一个或多个传感器,所述传感器用于感应所述测头与加工面a和/或加工面b之间的距离,所述传感器连接有信号传输系统,信号传输系统用于传输传感器感应到的所述测头与加工面a和/或加工面b之间的距离数据信号。
32、通过采用上述技术方案,测头测试时,主要通过传感器进行距离的感应,然后通过信号传输系统进行距离数据信号,由传感器等判断;若使用刀具进行测量,刀具与待加工面的接触主要是通过人工来判断,人工判断的过程为刀具切下待加工面微量铁屑为准。
33、优选的,所述比较图纸数据,确认加工余量,包括步骤:
34、将得到的高度值减去图纸上零件的高度值,若能得到相应数值,则认为高度方向上存在加工余量;
35、将得到的高度值减去图纸上零件的高度值,若能得到相应数值,则认为水平方向上存在加工余量;
36、或
37、将得到的高度数值减去预先设置的余量数值,若能得到图纸上零件的高度值,则认为高度方向上存在加工余量;
38、将得到的水平数值减去预先设置的余量数值,若能得到图纸上零件的水平值,则认为水平方向上存在加工余量。
39、通过采用上述技术方案,在测量值的基础上继续向下加工切除,能否到达图纸上的尺寸值,能则判断为有加工余量,高度方向的值一般小于图纸上的值,就认为有余量;水平值同理,在水平方向上的进行加工去除,能否到达图纸上的尺寸值,能则判断为有加工余量,水平方向的值不能以大小判断。
40、优选的,设置竖直面c,若竖直面c与加工面b相对,此时加工面c的测量值应小于图纸标注尺寸,此时认为存在加工余量。
41、通过采用上述技术方案,加工余量的判断不以大小为准,以加工去除后能否达到图纸尺寸为准。
42、优选的,所述判断加工余量情况,包括步骤:
43、设置加工余量为满足加工尺寸需求与形位公差需求;
44、加工余量为加工尺寸与形位公差之和,则加工余量符合要求;
45、加工余量大于或小于加工尺寸与形位公差之和,则不符合加工余量要求。
46、通过采用上述技术方案,过少的加工余量不能使加工面的质量达到图纸要求导致工件报废或需要特殊处理,过多的加工余量会增加精加工时长,增加加工成本。
47、综上所述,本技术包括以下至少一种有益技术效果:
48、1.在无工装的情况下,中心孔轴线是与其余加工面平行的,假设中心孔轴线与测量平台平行,此时测量仪器测头或机床的主轴是与工件垂直,且需要给测头或主轴增添一个转换头,才能测量出中心孔的圆心,以圆心为参照点,标定好本次精加工的零点,然后将转换头取下,工装设置定位部,该定位部可为多种形状,比如扇形或方形,但定位部的一个角必须为直角,在对中心孔的圆心进行测定时,需利用定位部的直角,达到对中心孔的圆心快速定位的作用,若定位部为扇形,则圆心需与中心孔的圆心重合,若定位部为方形,则方形的顶点需过中心孔圆心,达到快速定位中心孔圆心的作用。
49、2.借用工装安装至工件中心孔,测量仪器测头或机床主轴通过工装四分之一圆(还可以是其他形状,比如正方形,保证正方形的顶点过中心孔圆心)的上面和侧面接触可快速找到中心孔圆心,设置精加工的参照点“零点”,测量出其他所需精加工面与“零点”尺寸关系,判断是否存在加工余量以及余量是否满足精加工要求。
- 还没有人留言评论。精彩留言会获得点赞!