一种磁场辅助铣削装置及其加工方法
本发明属于超精密铣削加工,尤其涉及一种磁场辅助铣削装置及其加工方法。
背景技术:
1、对于难加工的导磁材料,铣削时会对刀具磨损很大,加工时会产生较大铣削力和铣削温度,进而无法实现零件高质量加工。因此,突破常规理念设计、开辟新的加工方法、寻找到一个稳定可靠地技术迫在眉睫。而借助外界能量磁场去抵消材料加工中的局部高温和材料大变形引起的负面影响是一个全新的辅助加工思路。
2、能量场辅助加工方法是加工技术研究中的一个前沿和热点问题,具体工艺包括磁场辅助加工、超声振动辅助加工、离子束辅助加工、等离子注入辅助加工、激光辅助加工等多种具体的工艺方法。这些工艺方法的突出特点在于通过将高密度的外界能量(磁、振动、热、光)输入到加工区域,辅助或直接形成材料去除,从而达到许多传统加工难以达到的加工效果,如难加工材料的高效去除、脆性材料的塑性去除、黑色金属的金刚石刀具精密切削等。在这些加工方式中,磁场辅助加工是开展最早的一种能量场辅助加工方法,相对于其他能量场辅助加工,磁场辅助加工有成本低、操作简单、外加磁场容易移除、适用范围广等一系列优点。磁场对磨削过程可能的有利影响主要体现在以下几个方面:
3、1、磁致冷却技术;可能通过连续的外界充磁(主动充磁)和磨削热消磁(被动消磁),快速、有效地带走磨削区域的磨削热,降低磨削区产生的局部高温,可以使磨削区域的温度均匀化,降低磨削烧伤、磨削残余应力和磨具的损耗。
4、2、磁致相变作用;导磁材料的微观组织在磁场所造成的体积力作用下可能发生相变或阻止相变的发生。
5、3、磁场伸缩效应:导磁材料在外界磁场的作用下,尺寸发生变化,造成材料的强化。利用磁致伸缩效应,可以改善金属去除过程的回弹现象,控制工件材料的非期望流动,有可能达到提高金属去除率的效果。
6、4、定向性的磁场:使磨削液的毛细作用加强,提高磨削液向磨削区域的渗透能力。
7、但如何利用磁能量场抵消或削弱高温和已加工表面变质等负面效应,进而实现磁场在磨削区域的高效、定向、连续施加成为需要解决的一个问题。
技术实现思路
1、本发明目的在于提供一种磁场辅助铣削装置及其加工方法,以解决难加工导磁材料在铣削时出现的难加工、刀具易磨损以及工件超精密加工精度的技术问题,提高加工质量及生产效率,保护工人自身安全及稳定生产。
2、为实现上述目的,本发明的一种磁场辅助铣削装置及其加工方法的具体技术方案如下:
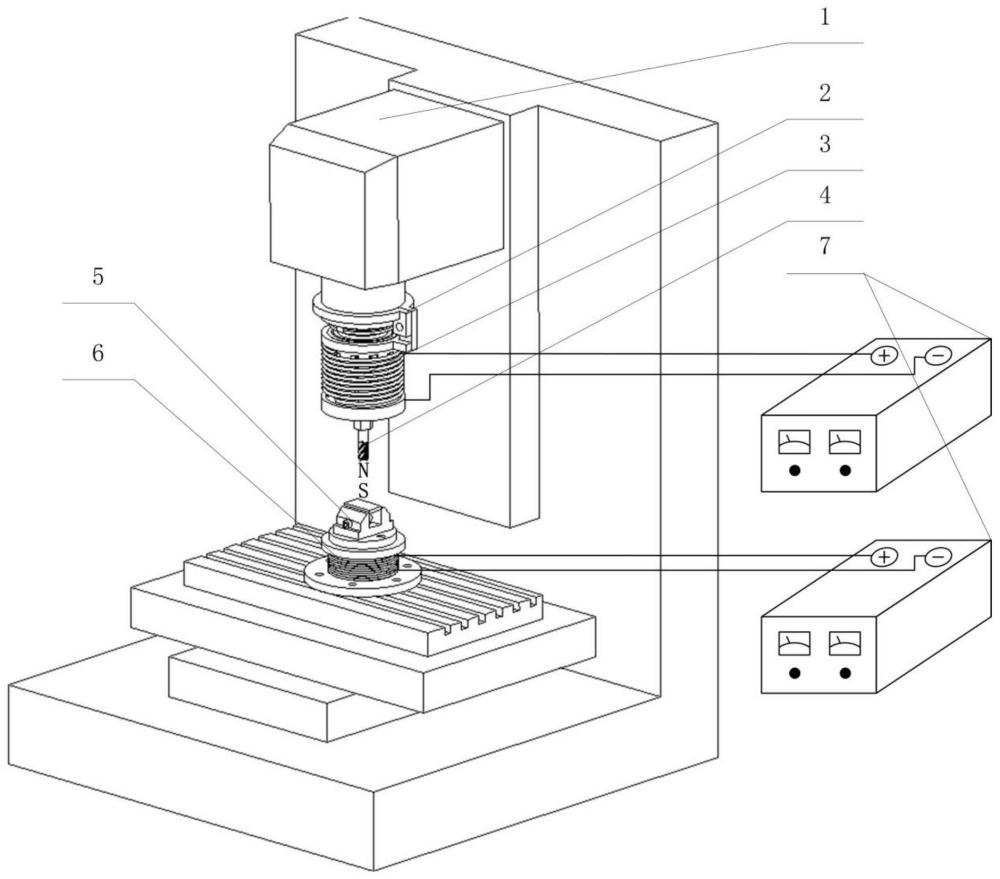
3、一种磁场辅助超精密磨削装置,包括加工中心主体,加工中心主体上方固定铣削刀柄磁场线圈装置和限位套,限位套与铣削刀柄磁场线圈装置相抵触,铣削刀柄磁场线圈装置的正下方可拆卸设置中空铣刀;
4、加工中心主体下方固定工件磁场线圈装置,工件磁场线圈装置上固定工件小虎钳,工件小虎钳上夹持待加工工件;
5、铣削刀柄磁场线圈装置和工件磁场线圈装置均与变频控制箱电性连接;
6、待加工工件加工过程中,铣削刀柄磁场线圈装置和工件磁场线圈装置之间将产生垂直于待加工工件的磁力线持续作用于待加工工件。
7、进一步,限位套固定设置在加工中心主体的主轴上;
8、限位套包括套设于加工中心主体上的固定环,固定环一侧一体成型设置挡块,挡块与铣削刀柄磁场线圈装置一侧相抵触。
9、进一步,铣削刀柄磁场线圈装置包括与加工中心主体的主轴连接的刀柄空心杆组件,刀柄空心杆组件周侧设置至少一个轴承,轴承周侧设置线圈套组件,线圈套组件上缠绕第一线圈;
10、线圈套组件与限位套相抵触;
11、第一线圈与变频控制箱电性连接。
12、进一步,刀柄空心杆组件包括与加工中心主体的主轴固定连接的连接部,连接部朝向待加工工件的一侧一体成型设置上下连通的磁场部,磁场部表面开设多个第一通孔,磁场部远离连接部的一端一体成型设置安装部。
13、进一步,线圈套组件包括套设于轴承外侧的套筒,套筒表面开设多个第二通孔,套筒一侧一体成型与限位套相抵触的突耳。
14、进一步,中空铣刀的中心轴设置第三通孔。
15、进一步,工件磁场线圈装置包括与加工中心主体连接的线圈座,线圈座周侧缠绕第二线圈;
16、第二线圈与变频控制箱电性连接。
17、本发明还提供了一种磁场辅助超精密磨削装置的加工方法,包括以下步骤,且以下步骤顺次进行:
18、步骤s1:步骤一、将限位套固定在加工中心主体的主轴上;
19、步骤s2:将铣削刀柄磁场线圈装置安装在加工中心主体的主轴上;
20、步骤s3:将中空铣刀安装到铣削刀柄磁场线圈装置上;
21、步骤s4:将待加工工件安装在工件小虎钳上;
22、步骤s5:设置待加工工件的加工坐标系和刀补;
23、步骤s6:编辑数控加工程序;
24、步骤s7:开启变频控制箱,调节铣削刀柄磁场线圈装置和工件磁场线圈装置的磁场大小;
25、步骤s8:执行数控程序加工工件;
26、步骤s9:结束加工,关闭变频控制箱。
27、本发明的一种磁场辅助铣削装置及其加工方法具有以下优点:一种磁场辅助铣削装置及加工方法,会导磁材料在消磁的过程中发生磁畴方向的混乱,这个过程会吸收大量的热,同时这个吸热过程发生在材料内部,不需要传热过程,因此冷却效率和冷却速度均很高。
28、导磁材料的微观组织在磁场所造成的体积力作用下会发生相变或阻止相变的发生,对残余应力的消除会起到很大作用,并减小弹性变形的现象,从而提高材料的疲劳寿命。
29、在磁场辅助加工足够大的磁场强度条件下,材料晶界处会堆积大量的位错,降低材料的塑性,这有利于减小工件加工过程的材料变形,从而降低切削力和切削热。
30、同时材料内部位错和空位的出现将增加切削液的毛细作用,提高精密超精密加工过程中切削液向加工区域的渗透能力。
31、磁化后的刀具材料强度和韧性均有提高,有助于抑制铣削加工过程中的刀具磨损问题。而且通过磁场把磁性磨屑吸引到一起,形成磁力研磨刷,磁力研磨刷和工件间发生相对运动,磁性磨屑在工件表面产生相对滑动、滚动等运动,从而实现磁性磨屑对工件表面的研磨加工。
技术特征:
1.一种磁场辅助超精密磨削装置,包括加工中心主体(1),其特征在于,加工中心主体(1)上方固定铣削刀柄磁场线圈装置(3)和限位套(2),限位套(2)与铣削刀柄磁场线圈装置(3)相抵触,铣削刀柄磁场线圈装置(3)的正下方可拆卸设置中空铣刀(4);
2.根据权利要求1所述的磁场辅助超精密磨削装置,其特征在于,限位套(2)固定设置在加工中心主体(1)的主轴上;
3.根据权利要求1所述的磁场辅助超精密磨削装置,其特征在于,铣削刀柄磁场线圈装置(3)包括与加工中心主体(1)的主轴连接的刀柄空心杆组件(301),刀柄空心杆组件(301)周侧设置至少一个轴承(302),轴承(302)周侧设置线圈套组件(303),线圈套组件(303)上缠绕第一线圈(304);
4.根据权利要求1所述的磁场辅助超精密磨削装置,其特征在于,刀柄空心杆组件(301)包括与加工中心主体(1)的主轴固定连接的连接部(3011),连接部(3011)朝向待加工工件的一侧一体成型设置上下连通的磁场部(3012),磁场部(3012)表面开设多个第一通孔(3013),磁场部(3012)远离连接部(3011)的一端一体成型设置安装部(3014)。
5.根据权利要求1所述的磁场辅助超精密磨削装置,其特征在于,线圈套组件(303)包括套设于轴承(302)外侧的套筒(3031),套筒(3031)表面开设多个第二通孔(3032),套筒(3031)一侧一体成型与限位套(2)相抵触的突耳(3033)。
6.根据权利要求1所述的磁场辅助超精密磨削装置,其特征在于,中空铣刀(4)的中心轴设置第三通孔(8)。
7.根据权利要求1所述的磁场辅助超精密磨削装置,其特征在于,工件磁场线圈装置(6)包括与加工中心主体(1)连接的线圈座(601),线圈座(601)周侧缠绕第二线圈(602);
8.一种磁场辅助超精密磨削装置的加工方法,其特征在于,包括以下步骤,且以下步骤顺次进行:
技术总结
本发明一种磁场辅助铣削装置及其加工方法,属于超精密铣削加工技术领域;包括加工中心主体,加工中心主体上方固定铣削刀柄磁场线圈装置和限位套,限位套与铣削刀柄磁场线圈装置相抵触,铣削刀柄磁场线圈装置的正下方可拆卸设置中空铣刀;加工中心主体下方固定工件磁场线圈装置,工件磁场线圈装置上固定工件小虎钳,工件小虎钳上夹持待加工工件;铣削刀柄磁场线圈装置和工件磁场线圈装置均与变频控制箱电性连接。本发明可提高铣削工艺的效率和精度。
技术研发人员:刘启蒙,刘杰
受保护的技术使用者:吉林农业科技学院
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!