一种等静压石墨棒成型后的自动脱模装置的制作方法
本发明涉及等静压石墨棒生产设备领域,尤其涉及一种等静压石墨棒成型后的自动脱模装置。
背景技术:
1、在等静压石墨棒焙烧前,需要先将粉料装入到筒形的胶模中,密封后将胶模转移至放入盛装液体或者气体的容器内,在等静压机的作用下,通过液体或气体对胶模施加一定的压力,将粉料压制成棒料,然后才能通过焙烧与石墨化处理得到等静压石墨棒。
2、焙烧前需要将等静压石墨棒从胶膜中脱离出来,胶模具有一定的弹性,脱模操作费时费力,生产效率低,还容易因操作不当造成等静压石墨棒的损伤,需要进行改进。
技术实现思路
1、本发明的目的在于提供一种等静压石墨棒成型后的自动脱模装置,用于等静压石墨棒从胶膜中的脱离,提升自动化水平和生产效率,避免等静压石墨棒的损伤。
2、为达此目的,本发明采用以下技术方案:
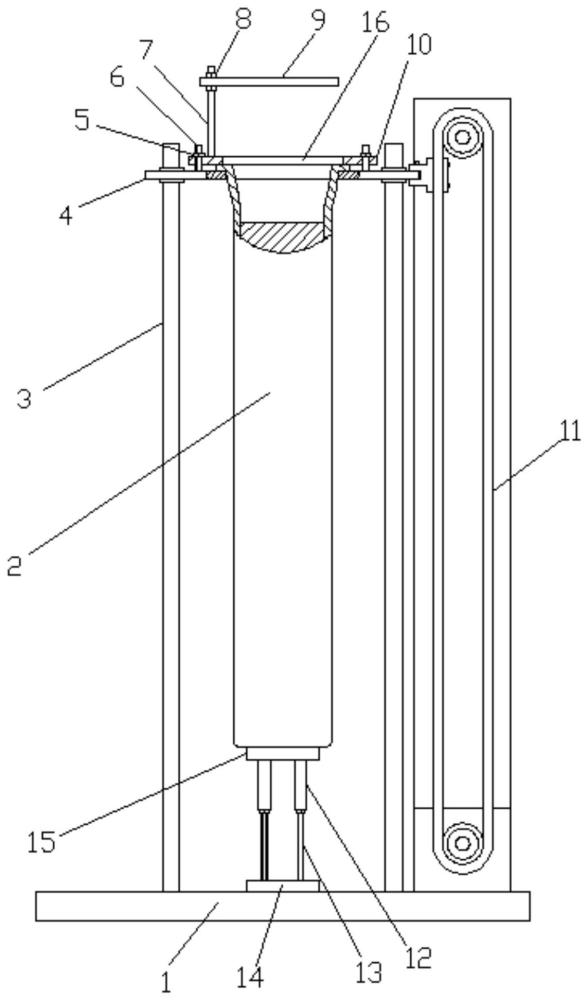
3、一种等静压石墨棒成型后的自动脱模装置,包括:底座、支架、浮动板、压板和升降驱动装置,所述支架设置在底座上,所述底座上设置有位于支架两侧的立柱,所述胶膜设置在支架上,所述胶膜顶部设置有一圈向外延伸的翻边,所述浮动板可升降地设置在立柱上并位于翻边的下方,所述浮动板中设置有与胶膜对应的第一通孔,所述压板设置在翻边的上方,所述压板中设置有与胶膜对应的第二通孔,所述浮动板与压板之间设置有锁紧机构,所述升降驱动装置设置在底座上并位于浮动板一侧,所述升降驱动装置上设置有与浮动板相连接的连接块。
4、其中,所述锁紧机构采用气缸或者油缸。
5、其中,所述锁紧机构包括第一螺柱和第一螺母,所述第一螺柱对称设置在浮动板上并向上贯穿压板,所述第一螺母设置在第一螺柱上并位于压板的上方。
6、其中,所述支架包括底板、顶板、导套和第二螺柱,所述底板设置在底座上,所述第二螺柱对称设置在底板上,所述导套设置在第二螺柱上,所述第二螺柱上设置有位于导套下方的第二螺母,所述顶板设置在导套的顶部。
7、其中,所述升降驱动装置采用同步带式或者链条式升降机构。
8、其中,所述连接块一侧设置有与浮动板对应的c形槽。
9、其中,所述浮动板上设置有与立柱对应的直线轴承。
10、其中,所述压板上竖向设置有第三螺柱,所述第三螺柱上设置有延伸至胶膜上方的导向板,所述导向板中设置有与等静压石墨棒对应的导向孔。
11、其中,所述第三螺柱上设置有位于导向板上方及下方的第三螺母。
12、本发明的有益效果:一种等静压石墨棒成型后的自动脱模装置,通过浮动板和压板进行胶膜顶部翻边的夹持,利用升降驱动装置驱动浮动板下降而将等静压石墨棒从胶膜中脱离出来,实现了自动脱模,生产效率高,而且浮动板和压板对翻边的夹持稳定,翻边下降过程中的受力均匀,避免了等静压石墨棒的损伤,提升了产品合格率。
技术特征:
1.一种等静压石墨棒成型后的自动脱模装置,用于等静压石墨棒从胶膜中的脱离,其特征在于,包括:底座、支架、浮动板、压板和升降驱动装置,所述支架设置在底座上,所述底座上设置有位于支架两侧的立柱,所述胶膜设置在支架上,所述胶膜顶部设置有一圈向外延伸的翻边,所述浮动板可升降地设置在立柱上并位于翻边的下方,所述浮动板中设置有与胶膜对应的第一通孔,所述压板设置在翻边的上方,所述压板中设置有与胶膜对应的第二通孔,所述浮动板与压板之间设置有锁紧机构,所述升降驱动装置设置在底座上并位于浮动板一侧,所述升降驱动装置上设置有与浮动板相连接的连接块。
2.根据权利要求1所述的等静压石墨棒成型后的自动脱模装置,其特征在于,所述锁紧机构采用气缸或者油缸。
3.根据权利要求1所述的等静压石墨棒成型后的自动脱模装置,其特征在于,所述锁紧机构包括第一螺柱和第一螺母,所述第一螺柱对称设置在浮动板上并向上贯穿压板,所述第一螺母设置在第一螺柱上并位于压板的上方。
4.根据权利要求1所述的等静压石墨棒成型后的自动脱模装置,其特征在于,所述支架包括底板、顶板、导套和第二螺柱,所述底板设置在底座上,所述第二螺柱对称设置在底板上,所述导套设置在第二螺柱上,所述第二螺柱上设置有位于导套下方的第二螺母,所述顶板设置在导套的顶部。
5.根据权利要求1所述的等静压石墨棒成型后的自动脱模装置,其特征在于,所述升降驱动装置采用同步带式或者链条式升降机构。
6.根据权利要求1所述的等静压石墨棒成型后的自动脱模装置,其特征在于,所述连接块一侧设置有与浮动板对应的c形槽。
7.根据权利要求1所述的等静压石墨棒成型后的自动脱模装置,其特征在于,所述浮动板上设置有与立柱对应的直线轴承。
8.根据权利要求1所述的等静压石墨棒成型后的自动脱模装置,其特征在于,所述压板上竖向设置有第三螺柱,所述第三螺柱上设置有延伸至胶膜上方的导向板,所述导向板中设置有与等静压石墨棒对应的导向孔。
9.根据权利要求8所述的等静压石墨棒成型后的自动脱模装置,其特征在于,所述第三螺柱上设置有位于导向板上方及下方的第三螺母。
技术总结
本发明公开了一种等静压石墨棒成型后的自动脱模装置,其包括:底座、支架、浮动板、压板和升降驱动装置,所述支架设置在底座上,所述底座上设置有位于支架两侧的立柱,所述胶膜设置在支架上,所述胶膜顶部设置有一圈向外延伸的翻边,所述浮动板可升降地设置在立柱上并位于翻边的下方,所述浮动板中设置有与胶膜对应的第一通孔,所述压板设置在翻边的上方,所述压板中设置有与胶膜对应的第二通孔,所述浮动板与压板之间设置有锁紧机构,所述升降驱动装置设置在底座上并位于浮动板一侧,所述升降驱动装置上设置有与浮动板相连接的连接块。本发明所述的等静压石墨棒成型后的自动脱模装置,实现了自动脱模,避免了等静压石墨棒的损伤。
技术研发人员:周大伟,杨捷,杨程,沈永辉,秦斌,王雪诚
受保护的技术使用者:江苏宏基高新材料股份有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!