一种航空发动机风扇叶片的数控加工方法及工装系统
本发明涉及航空发动机,尤其涉及一种航空发动机风扇叶片的数控加工方法及工装系统。
背景技术:
1、航空发动机是一种高度复杂和精密的机械,是飞机的动力来源,其制造工艺水平是一个国家制造业发展水平的象征。在涡扇航空发动机特别是高涵道比涡扇发动机中,风扇叶片的具有大尺寸薄壁自由曲面的结构特征,叶身轮廓精度要求高、加工难度大。风扇叶片通常采用锻件进行铣削加工,由于叶片大尺寸薄壁异形的结构特征,在切削载荷作用下容易出现挠曲变形和结构振动现象,增大了叶片的加工误差,在表面上留下明显的刀痕、振纹等降低了批量生产中的合格率,容易引起局部过切进而导致工件报废。
2、如果在叶身中部提供辅助支撑,可以显著改善叶身加工过程中刚度不足的问题,但是现有工装系统的辅助支撑装置在加工工程中与刀具轨迹之间存在干涉,在风扇叶片加工过程中需要停机对辅助支撑装置进行多次调整,这使得叶片无法进行连续加工,从而对叶片的生产效率造成影响。
技术实现思路
1、本发明的目的在于:针对上述现有技术中存在的不足,提供一种航空发动机风扇叶片的数控加工方法及工装系统,其采用若干个独立控制的叶身装夹装置在加工过程中对叶片工件进行支撑,能够解决航空发动机风扇叶片加工工程中的稳定性和连续性难以保证的技术问题。
2、为实现上述目的,本发明采用以下技术方案:
3、第一方面,本发明提供一种航空发动机风扇叶片的数控加工方法,其特征在于,包括:
4、包括以下步骤:
5、将榫头装夹装置和叶尖装夹装置分别安装于五轴数控加工机床上的转台上,将叶片工件的榫头和叶尖分别夹紧安装于所述榫头装夹装置和所述叶尖装夹装置上;
6、控制器读取五轴数控机床加工程序中的刀位数据和切削参数,并根据读取的刀位数据和切削参数自动分析叶片工件的刚度、变形和振动状态计算出初始加工位置下各叶身装夹装置的最优装夹位置、装夹角度和夹紧力;
7、所述控制器控制各轴向驱动装置将若干所述叶身装夹装置分别移动至其对应的最优装夹位置,所述叶身装夹装置移动到位后,所述控制器控制每一所述叶身装夹装置按照其对应的最优装夹角度和最优夹紧力对所述叶片工件进行装夹;
8、所述五轴数控加工机床执行加工程序开始对所述叶片工件进行加工;
9、所述控制器在加工过程中实时读取刀位数据和切削参数,当某一加工时刻的切削位置与第一个所述叶身装夹装置沿叶身轴向的距离小于给定阈值时,所述控制器依次对各所述叶身装夹装置的装夹位置进行调整,所述控制器在上述过程中每次仅对一个所述叶身装夹装置的装夹位置进行调整,其它所述叶身装夹装置保持对所述叶片工件的夹紧支撑;
10、在所述叶片工件的数控加工过程中,持续对各所述叶身装夹装置的装夹位置进行调整,直至完成所述叶片工件的数控加工任务。
11、优选的,所述的当某一加工时刻的切削位置与第一个所述叶身装夹装置沿叶身轴向的距离小于给定阀值时,所述控制器依次对各所述叶身装夹装置的装夹位置进行调整,包括以下步骤:
12、所述控制器首先控制第一个所述叶身装夹装置解除对所述叶身工件的装夹并根据实时读取的刀位数据和切削参数计算出第一个所述叶身装夹装置在当前切削位置下的最优装夹位置、装夹角度和夹紧力,然后通过控制第一个所述叶身装夹装置对应的所述轴向驱动装置将第一个所述叶身装夹装置移动至其在当前切削位置下的最优装夹位置,最后控制第一个所述叶身装夹装置按照其在当前切削位置下的最优装夹角度和最优夹紧力对重新叶片工件进行装夹;
13、所述控制器依次对其余各所述叶身装夹装置的装夹位置进行调整:控制某一所述叶身装夹装置解除对所述叶身工件的装夹并基于上一个所述叶身装夹装置的位置计算出该所述叶身装夹装置在当前切削位置下的最优装夹位置、装夹角度和夹紧力,然后控制该所述叶身装夹装置对应的所述轴向驱动装置将该所述叶身装夹装置移动至其在当前切削位置下的最优装夹位置,最后再控制该所述叶身装夹装置按照其在当前切削位置下的最优装夹角度和最优夹紧力重新对所述叶片工件进行装夹。
14、优选的,每一所述叶身装夹装置的最优装夹位置、装夹角度和夹紧力计算方法为:
15、s501.在所述叶片工件的榫头和叶尖分别夹紧安装于所述榫头装夹装置和所述叶尖装夹装置上以及不考虑所述叶身装夹单元作用的情况下,计算所述叶片工件的模态参数矩阵diag(mrs2+crs+kr),式中mr、cr和kr分别为第r阶模态质量、模态阻尼和模态刚度,s为频率,并计算叶身上若干位置的模态振型矩阵;
16、s502.根据当前加工时刻的切削位置p,计算当前加工时刻的铣削力的拉普拉斯变换f(s),从步骤s501中计算得到的模态振型矩阵中提取当前加工时刻的切削位置p对应的模态振型φp;
17、s503.在所述叶片工件上选取若干个位置作为当前计算的所述叶身装夹装置的待选装夹位置,所述待选装夹位置与当前切削位置以及其它所述叶身装夹装置的距离分别超过不同的阈值;
18、s504.从步骤s501中计算得到的模态振型矩阵中提取每一所述待选装夹位置对应的模态振型矩阵φi,i=1-n,n为待选装夹位置的数量;
19、s505.选取若干个不同的夹紧力作为当前计算的所述叶身装夹装置的待选夹紧力,根据所述叶身装夹装置的叶身装夹单元末端的材料属性计算不同所述待选夹紧力对应的接触特性矩阵gj,j=1-m,m为待选夹紧力的数量;
20、s506.遍历所有所述待选装夹位置,对每一个待选装夹位置遍历所有所述待选夹紧力,计算叶片工装系统对应的传递函数h(s):
21、h(s)=φp[diag(mrs2+crs+kr)+φitgjφi]-1φpt;
22、s507.选取使得f(s)*h(s)在设定频率范围内的积分值最小的所述待选装夹位置和所述待选夹紧力作为最优装夹位置和最优夹紧力;
23、s508.根据所述叶片工件形状确定所述叶身装夹单元在所述最优装夹位置下的最优装夹角度。
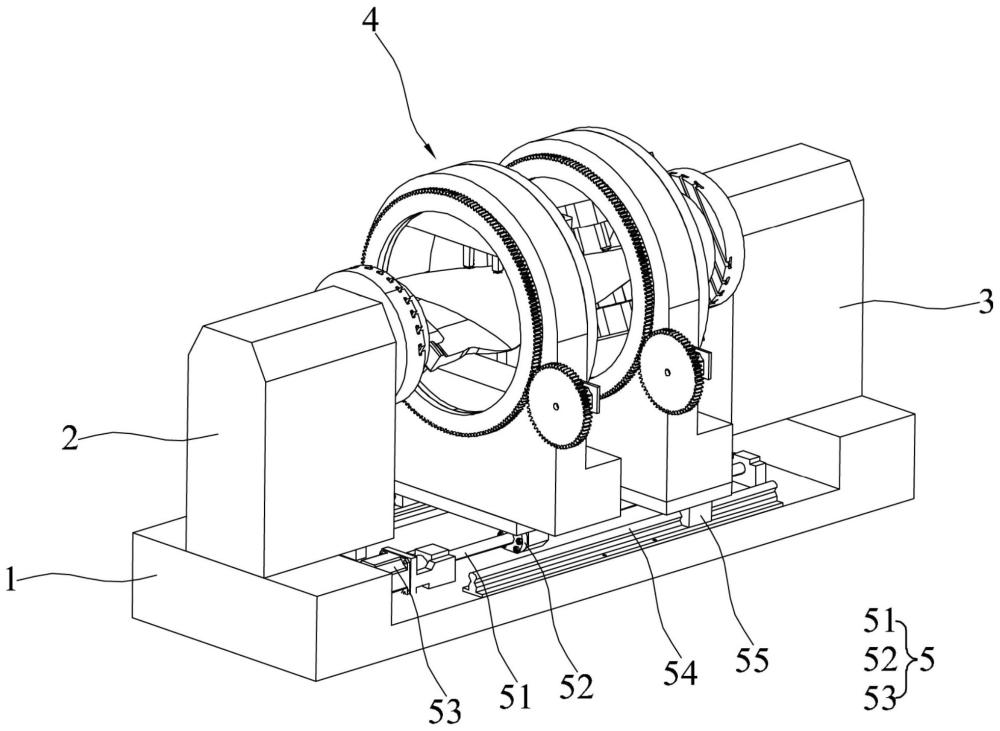
24、第二方面,本发明提供一种航空发动机风扇叶片的数控加工工装系统,其可用于如上述第一方面中所述的航空发动机风扇叶片的数控加工方法,包括:
25、底座;
26、榫头装夹装置,所述榫头装夹装置沿叶片中心轴线设置于所述底座一端;
27、叶尖装夹装置,所述叶尖装夹装置设置于所述底座另一端;
28、若干叶身装夹装置,若干所述叶身装夹装置分别滑动设置于所述榫头装夹装置和所述叶尖装夹装置之间,所述叶身装夹装置适于沿叶片中心轴向移动;
29、若干轴向驱动装置,若干所述轴向驱动装置设置于所述底座上,每一所述轴向驱动装置分别与一个所述叶身装夹装置传动连接,所述轴向移动装置适于驱动所述叶身装夹装置移动;
30、控制器,所述控制器分别与数控机床控制系统、若干所述叶身装夹装置和若干所述轴向驱动装置通信连接。
31、优选的,所述叶身装夹装置的数量为两个。
32、优选的,所述叶身装夹装置包括中心架、转动环、回转伺服驱动装置和叶身装夹单元,所述中心架与所述轴向驱动装置传动连接,所述转动环可转动安装于所述中心架上,所述回转伺服驱动装置安装于所述中心架上且与所述转动环传动连接,所述回转伺服驱动装置适于驱动所述转动环绕其自身轴线转动,所述叶身装夹单元安装于所述转动环上,所述回转伺服驱动装置和所述叶身装夹单元分别与所述控制器通信连接。
33、优选的,所述回转伺服驱动装置包括回转电机、驱动齿轮和驱动齿圈,所述回转电机与所述控制器通信连接,所述驱动齿轮与所述回转电机的转轴传动连接,所述驱动齿圈安装于所述转动环上,所述驱动齿轮与所述驱动齿圈相啮合。
34、优选的,所述叶身装夹单元包括叶身装夹伺服驱动装置以及两个相对安装于所述转动环上的装夹组件,每一所述装夹组件上具有若干个间隔设置的夹具,两个所述装夹组件上的所述夹具一一对应,所述叶身装夹伺服驱动装置用于驱动所述夹具。
35、优选的,所述夹具为液压缸,所述叶身装夹伺服驱动装置为液压伺服驱动装置。
36、优选的,所述轴向驱动装置包括丝杆、驱动螺母和驱动电机,所述丝杆转动设置于所述底座上,所述驱动螺母旋合于所述丝杆上,所述叶身装夹装置连接所述驱动螺母,所述驱动电机与所述丝杆传动连接。
37、与现有技术相比,本发明的有益效果在于:
38、本发明采用若干个独立控制的叶身装夹装置在风扇叶片加工过程中对叶片工件进行支撑,若干叶身装夹装置一方面可在加工过程中通过控制器实现协同工作和交替移动,保证在叶片加工的任一加工时刻均有叶身装夹装置对叶片工件进行支撑,使得叶片工件能够进行连续加工,从而提高叶片的加工效率,另一方面能够在叶片加工过程中对叶片工件提供辅助支撑,从而能够在加工过程中有效抑制叶片加工过程的变形和振动,保证叶片加工过程的稳定性,提高叶片加工质量。因此,本发明能够解决航空发动机风扇叶片加工过程的稳定性和连续性难以保证的技术问题。
- 还没有人留言评论。精彩留言会获得点赞!