一种数控机床送料装置的制作方法
本发明涉及数控机床送料,具体为一种数控机床送料装置。
背景技术:
1、现有机床在对管件进行车削作业时,都不能实现完全的自动化,都需要人为参与,这样,使参与人员处于危险的工作环境下。
2、现有技术中,公开号为cn103817354b的专利文件公开了一种加工管件的前送料数控机床,包括床体,床体上设有作业台,作业台的一侧设置工件夹紧装置,作业台上安装刀座,刀座上安装对应的车刀或铣刀,工件夹紧装置包括外层套管、主轴,主轴设置在外层套管中,外层套管包括外涨端与固定端,主轴包括锥状端与延伸端,外层套管的外涨端与主轴的锥状端对应套装,外层套管在外涨端沿轴线方向n等分并在固定端固定成一体,上述装置降低了劳动强度,使原先的人工装甲,取料等繁琐工艺自动化完成,无需繁重的体力操作。
3、但是上述技术方案在对管件进行数控加工时,一方面不便于实现管件加工前的一次检测和加工后的二次检测,另一方面不便于实现管件数控加工时的自动上下料,基于此,本发明提供了一种数控机床送料装置以解决上述背景技术中提出的问题。
技术实现思路
1、本发明针对现有技术中存在的技术问题,提供一种数控机床送料装置来解决现有装置在对管件进行数控加工时,一方面不便于实现管件加工前的一次检测和加工后的二次检测,另一方面不便于实现管件数控加工时的自动上下料的问题。
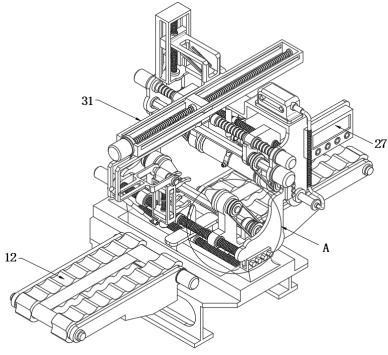
2、本发明解决上述技术问题的技术方案如下:一种数控机床送料装置,包括机架,所述机架的前后两侧均安装有输送机构,所述机架的内表面之间分别安装有第一横向丝杆驱动模块、第一丝杆调距模块和机床部件,所述第一横向丝杆驱动模块的周侧面传动连接有移台,所述移台的下方设置有检架,所述移台与检架的相对表面之间安装有一组竖直设置的升降推杆,所述检架的内部安装有检测部件,所述第一丝杆调距模块的周侧面传动连接有两个对称设置的第一夹持板,两个所述第一夹持板的内壁均转动连接有旋夹体a和从动套管a,所述旋夹体a的周侧面通过第一皮带与从动套管a传动连接,所述机架的内表面之间转动连接有通过第一电机驱动的第一主轴,所述从动套管a的内壁与第一主轴传动连接且滑动配合,所述机架的表面安装有与两个旋夹体a配合的气密检测模块,所述机架的上部安装有与两个输送机构配合的抓取机构。
3、本发明的有益效果是:
4、1)本发明通过机床部件、气密检测模块和检测部件的设置,使得本数控机床在对管件进行加工时,能够完成管件加工前的一次预检测和管件加工后的二次后检测,通过上述双检测功能的实现,从而有效提高管件被数控机床加工前的上料良品度及管件被加工后的下料良品度。
5、2)本发明中,当需要进行管件的上料作业时,抓取机构经由机架前侧的输送机构中进行半成品管件的抓取,抓取后,抓取机构将待加工的半成品管件运动至与两个旋夹体a的同轴设置位置,并使两个旋夹体a能够对待加工的管件进行有效夹持,当检测部件和气密检测模块对待加工的管件进行检测完毕后,抓取机构将待加工的管件运动至与两个旋夹体b的同轴设置位置,并使两个旋夹体b能够对待加工的管件进行有效夹持,两个旋夹体b对待加工的管件夹持后,在刀头的作用下,半成品管件被发生设定参数的加工,初步加工的管件被加工完毕后,在抓取机构的驱动作用下初步加工的管件再次运动至与两个旋夹体a的同轴设置位置,并使两个旋夹体a能够对初步加工的管件进行有效夹持,从而使得检测部件和气密检测模块对初步加工的管件进行二次检测完毕,二次检测完毕后,在抓取机构的驱动作用下,初步加工的管件运动至机架后侧的输送机构上从而完成下料作业。
6、3)本发明工作时,通过电子千分表的设置,从而有效测试待加工管件的外圆度和同心度,通过视觉检测探头的设置,从而通过视觉检测手段对待加工管件的外表面进行有效伤痕和表面成像检测,通过超声波探伤仪的设置,从而能够通过超声探伤手段对待加工的管件进行有效超声探伤检测,当两个旋夹体a对待加工的管件进行有效夹持后,进气流道向待加工的管件内部进行足量充压,直至气压探头的监测值到达设定阈值,当气压探头的监测值到达设定阈值后,抽吸泵停止工作待加工的管件进行静置,当待加工的管件静置指定时间后,二次记录气压探头的监测值并与气压探头的设定阈值进行差值计算,当上述计算差值高于设定报警值时,即判断待加工管件的气密性不满足要求,反之,则判断待加工管件的气密性满足要求。
7、在上述技术方案的基础上,本发明还可以做如下改进。
8、进一步,所述输送机构分别包括两个对称设置的环形输送带和与机架固定连接的输送架,所述输送架的内表面之间转动连接有两个对称设置的输送辊,所述输送架的侧面固定安装有一输送电机,所述输送电机的输出轴端与一所述输送辊固定连接,两个所述输送辊的周侧面均与环形输送带传动连接,所述环形输送带的表面等距开设有定位托槽。
9、采用上述进一步方案的有益效果是,本机床主要适用于管件的切削加工,工作时,机架前侧的输送机构用于半成品管件的输送上料,机架后侧的输送机构用于成品管件的输送下料,通过定位托槽的设置,从而对半成品管件和成品管件进行精确定位。
10、进一步,所述机床部件分别包括固定于机架内表面之间的第二横向丝杆驱动模块和第二丝杆调距模块,所述机架的内表面之间转动连接有通过第二电机驱动的第二主轴,所述第二横向丝杆驱动模块的周侧面传动连接有定刀座,所述定刀座的周侧面与机架滑动连接,所述定刀座的上方设置有动刀座,所述定刀座与动刀座的相对表面之间固定安装有一组竖直设置的调刀推杆,所述动刀座的顶面固定安装有刀头,所述第二丝杆调距模块的周侧面传动连接有两个对称设置且间距可调的第二夹持板,每个所述第二夹持板的内壁均转动连接有从动套管b和旋夹体b,所述旋夹体b的周侧面通过第二皮带与从动套管b传动连接,所述从动套管b的内壁与第二主轴传动连接且又滑动配合。
11、进一步,所述从动套管a的内部固定开设有与第一主轴滑动连接的导动轴槽a,所述从动套管b的内部固定开设有与第二主轴滑动连接的导动轴槽b,所述导动轴槽a和导动轴槽b的内腔形状及第一主轴和第二主轴的横截面均为正多边形。
12、采用上述进一步方案的有益效果是,工作时,当需要对待加工的管件进行机床加工时,抓取机构对待加工的管件进行抓取,抓取机构对待加工的管件进行抓取后,将管件移动至与旋夹体b的同轴设置位置,随后,在第二丝杆调距模块的驱动作用下,两个旋夹体b同步相互靠近,并对待加工的管件进行夹持,两个旋夹体b对管件夹持完毕后,抓取机构失去对待加工管件的定位夹持作用。
13、进一步,所述旋夹体a和旋夹体b的端部均安装有夹持体,所述夹持体为尖锥状,所述夹持体的外部包裹有橡胶密封垫。
14、采用上述进一步方案的有益效果是,使用时,通过夹持体的尖锥状结构设置,从而使旋夹体a和旋夹体b能够对多规格的管件进行定位夹持作业,通过橡胶密封垫的设置,则能够有效保证管件与旋夹体a和旋夹体b连接处的密封性,通过密封性保证,从而使得气密检测模块能够对待加工的管件进行有效气密检测作业。
15、进一步,所述检测部件分别包括固定于检架内壁的电子千分表、视觉检测探头和超声波探伤仪,所述机架的表面固定安装有单片机,所述电子千分表、视觉检测探头和超声波探伤仪的数据端均与单片机电连接。
16、采用上述进一步方案的有益效果是,工作时,通过电子千分表的设置,从而有效测试待加工管件的外圆度和同心度,通过视觉检测探头的设置,从而通过视觉检测手段对待加工管件的外表面进行有效伤痕和表面成像检测,通过超声波探伤仪的设置,从而能够通过超声探伤手段对待加工的管件进行有效超声探伤检测;
17、检测作业时,在两个旋夹体a的驱动作用下,待加工的管件发生设定速度的旋动,通过待加工管件的旋动发生,从而使得电子千分表、视觉检测探头和超声波探伤仪能够对待加工的管件进行有效检测作业;
18、电子千分表、视觉检测探头和超声波探伤仪均可依据实际需求定制或进行型号的选用;
19、进一步,所述气密检测模块分别包括固定于机架的顶面的抽吸泵、开设于一旋夹体a轴线位置且前端开口的进气流道、开设于另一旋夹体a轴线位置且前端开口的检测流道,所述抽吸泵的端口通过金属波纹联管与进气流道转动连通,所述旋夹体a的尾部安装有与检测流道配合的气压探头,所述气压探头的数据端与单片机电连接。
20、采用上述进一步方案的有益效果是,当两个旋夹体a对待加工的管件进行有效夹持后,进气流道向待加工的管件内部进行足量充压,直至气压探头的监测值到达设定阈值,当气压探头的监测值到达设定阈值后,抽吸泵停止工作待加工的管件进行静置,当待加工的管件静置指定时间后,二次记录气压探头的监测值并与气压探头的设定阈值进行差值计算,当上述计算差值高于设定报警值时,即判断待加工管件的气密性不满足要求,反之,则判断待加工管件的气密性满足要求。
21、进一步,所述抓取机构包括固定于机架内表面之间的径向丝杆驱动模块,所述径向丝杆驱动模块的周侧面传动连接有升降框,所述升降框的周侧面与机架滑动连接,所述升降框的内表之间固定安装有纵向丝杆驱动模块,所述纵向丝杆驱动模块的周侧面传动连接有拾取架,所述拾取架的周侧面与升降框滑动连接,所述拾取架的端部铰接有夹持框,所述夹持框与拾取架的相对表面之间铰接有调角推杆,所述夹持框的内表面之间固定安装有第三丝杆调距模块,所述第三丝杆调距模块的周侧面传动连接有两个对称设置的抓钳。
22、采用上述进一步方案的有益效果是,当需要进行上料作业时,抓取机构经由机架前侧的输送机构中进行半成品管件的抓取,抓取后,抓取机构将待加工的半成品管件运动至与两个旋夹体a的同轴设置位置,并使两个旋夹体a能够对待加工的管件进行有效夹持,当检测部件和气密检测模块对待加工的管件进行检测完毕后,抓取机构将待加工的管件运动至与两个旋夹体b的同轴设置位置,并使两个旋夹体b能够对待加工的管件进行有效夹持;
23、两个旋夹体b对待加工的管件夹持后,在刀头的作用下,半成品管件被发生设定参数的加工,初步加工的管件被加工完毕后,在抓取机构的驱动作用下初步加工的管件再次运动至与两个旋夹体a的同轴设置位置,并使两个旋夹体a能够对初步加工的管件进行有效夹持,从而使得检测部件和气密检测模块对初步加工的管件进行二次检测完毕,二次检测完毕后,在抓取机构的驱动作用下,初步加工的管件运动至机架后侧的输送机构上从而完成下料作业。
24、进一步,所述第一丝杆调距模块、第二丝杆调距模块和第三丝杆调距模块均包括调节电机和调距丝杆,所述调节电机的输出轴端与调距丝杆固定连接,所述调距丝杆的周侧面对称设置有正向螺纹部和反向螺纹部。
- 还没有人留言评论。精彩留言会获得点赞!