一种空调压缩机消音器自动焊接系统的制作方法
本发明涉及空调压缩机消音器,尤其是一种空调压缩机消音器自动焊接系统。
背景技术:
1、压缩空气消声器对消除短、中波噪声效果显著,对长波噪声的消除则不是很有效,其消声量与消声器的结构形式、空气通道横断面的形状与面积、气流速度、消声器长度,以及吸声材料的种类、密度、厚度等因素有关,护面板材料及其型式对消声效果也有很大影响,护面材料可采用柔软多孔透气的织物,如玻璃纤维布,或穿孔板,护面用的穿孔板一般采用薄钢板、不锈钢板加工制成,为了发挥吸声材料的吸声性能,穿孔板的穿孔率应大于20%,孔径3~10mm,压缩气体消声器是阻止声音传播而允许气流通过的一种器件,是消除空气动力性噪声的重要措施,压缩空气消声器主要是利用控流管把排放的压力降低,分散,然后再消声器内部腔体中利用多孔吸声材料来降低噪声的。把吸声材料固定在气流通道的内壁上或按照一定方式在管道中排列,就构成了压缩气体消声器,当声波进入片式消声器时,一部分声能在多孔材料的孔隙中摩擦而转化成热能耗散掉,使通过消声器的声波减弱。
2、现有自动焊接系统在使用时,如申请号cn202310520374.5涉及自动化设备技术领域,尤其是指一种消音器自动焊接设备,包括转动架、用于驱动转动架旋转的旋转驱动装置、安装于转动架一端的法兰件固定装置、安装于转动架中部的连接件固定装置、安装于转动架另一端的弯头件固定装置、以及焊枪机构。本消音器自动焊接设备,采用将连接件的中部设置在固定夹持座的开口槽内,其取放方便,固定可靠;在夹持驱动机构的作用下活动夹持件的扣接部扣紧或松开连接件的中部,使得连接件的两端预留的焊接操作空间大;然而上述技术中,任然需要进行手动的把产品在焊接过程中进行自适应的定位,不便于进行有效的对合,增加了焊接的难度,降低了速率,为此,我们提出一种空调压缩机消音器自动焊接系统解决上述问题。
技术实现思路
1、针对上述问题,本发明提出一种空调压缩机消音器自动焊接系统,该空调压缩机消音器自动焊接系统主要是利用电动铰接座、卡条的配合下,使得卡条能够在需要调节时,进行自适应的角度调节,以达到定位的产品内部构造的作用,而且连套边条、旋转电机、旋转夹板的运行下配合上多边板一端内侧的凸辊能够使得产品在一端上方达到自适应的调节位置,由于安装了下部板、支撑轮、铰接基座、液压伸缩杆、转体板,因此在焊接操作机构进行焊接时,能够根据需要进行自适应的位置调节,从而达到避免了人工的过多干预,大幅度的提升了设备的加工速率与整体品质。
2、为实现上述目的,本发明提供如下技术方案:
3、一种空调压缩机消音器自动焊接系统,包括有支撑抽净组件与焊接操作机构,所述支撑抽净组件的顶侧设置有固定插接的进出料调位部件,且所述进出料调位部件的顶侧设置有插接安装的定位调节机构,所述支撑抽净组件的外边侧设置有螺栓装配的焊接操作机构。
4、作为一种进一步的技术方案,所述支撑抽净组件包括垫块、装配组架、槽型台板、吸气板、下连管、阀块、气缸、阀塞、处理箱、装配边板、多连管、滤芯和抽气扇,所述垫块的顶侧设置有装配组架,且所述装配组架的顶侧设置有螺栓装配的槽型台板,所述槽型台板的内边侧设置有螺栓套接的吸气板。
5、作为一种进一步的技术方案,所述吸气板的下方通过下连管套接连接有阀块,且所述阀块的内部设置有连接气缸输出端的阀塞,所述阀块的输出端设置有安装装配边板的处理箱,且所述处理箱的内部设置有安装滤芯的多连管,所述多连管的输出端设置有抽气扇。
6、作为一种进一步的技术方案,所述进出料调位部件包括抬高基座、双开槽、驱动电机、啮合齿轮组、丝杆组、螺纹块、减震器、下部板、支撑轮、铰接基座、液压伸缩杆、转体板和插接销,所述抬高基座设置在所述槽型台板的顶侧,所述抬高基座的上方设置有双开槽,且所述双开槽的内部设置有连接驱动电机输出端的啮合齿轮组,所述啮合齿轮组的输出端设置有螺纹连接螺纹块的丝杆组。
7、作为一种进一步的技术方案,所述螺纹块的顶侧设置有减震器,且所述减震器的顶侧设置有安装支撑轮的下部板,所述下部板通过铰接基座与液压伸缩杆的端部铰链连接有安装插接销的转体板。
8、作为一种进一步的技术方案,所述定位调节机构包括插接基座、槽型基板、滑条、滑块、搭载基座、电动铰接座、卡条、柔性连条、套装基座、第一液压缸、连套边条、旋转电机、旋转夹板、上梁、第二液压缸、铰接端块、多边板、液压伸缩棒和凸辊,槽型基板通过插接基座插接连接在所述转体板的上方,所述槽型基板的内边侧通过滑条滑动连接有滑块,且所述滑块的上方设置有搭载基座,所述搭载基座的两端外侧设置有电动铰接座,且所述电动铰接座的一端设这样安装柔性连条的卡条。
9、作为一种进一步的技术方案,所述槽型基板的四周上方设置有螺栓装配的套装基座,且所述套装基座的内边侧设置有第一液压缸,所述第一液压缸的一端设置有连套边条,所述连套边条的内边侧设置有连接旋转电机输出端的旋转夹板。
10、作为一种进一步的技术方案,所述套装基座的外边侧设置有上梁,且所述上梁的内边侧设置有第二液压缸,所述第二液压缸的输出端设置有铰接端块,且所述铰接端块的内端设置有铰链连接液压伸缩棒的多边板,所述多边板的一端内侧设置有凸辊。
11、作为一种进一步的技术方案,所述焊接操作机构包括装配机架、托棒、侧高架、开槽梁、驱动蜗杆、移动块、吊装基座、电动旋转座、动力机械臂、电动铰链座、焊枪、焊条头、电缆和变压器,所述装配机架设置在所述装配组架的外边侧,所述装配机架的一端下方设置有托棒,所述装配机架的一端上方通过侧高架螺栓连接有开槽梁,且所述开槽梁上通过驱动蜗杆螺纹连接有移动块,所述移动块的外边侧设置有吊装基座。
12、作为一种进一步的技术方案,所述吊装基座的下方设置有电动旋转座,且所述电动旋转座的一端设置有动力机械臂,所述动力机械臂的一端设置有铰链连接的电动铰链座,且所述电动铰链座的一端设置有安装焊条头的焊枪,所述焊枪的边侧通过电缆和变压器电性输出连接。
13、与现有技术相比,本发明的有益效果是:
14、该发明装置主要是利用电动铰接座、卡条的配合下,使得卡条能够在需要调节时,进行自适应的角度调节,以达到定位的产品内部构造的作用,而且连套边条、旋转电机、旋转夹板的运行下配合上多边板一端内侧的凸辊能够使得产品在一端上方达到自适应的调节位置,由于安装了下部板、支撑轮、铰接基座、液压伸缩杆、转体板,因此在焊接操作机构进行焊接时,能够根据需要进行自适应的位置调节,从而达到避免了人工的过多干预,大幅度的提升了设备的加工速率与整体品质。
技术特征:
1.一种空调压缩机消音器自动焊接系统,包括有支撑抽净组件(1)与焊接操作机构(4),其特征在于:所述支撑抽净组件(1)的顶侧设置有固定插接的进出料调位部件(2),且所述进出料调位部件(2)的顶侧设置有插接安装的定位调节机构(3),所述支撑抽净组件(1)的外边侧设置有螺栓装配的焊接操作机构(4)。
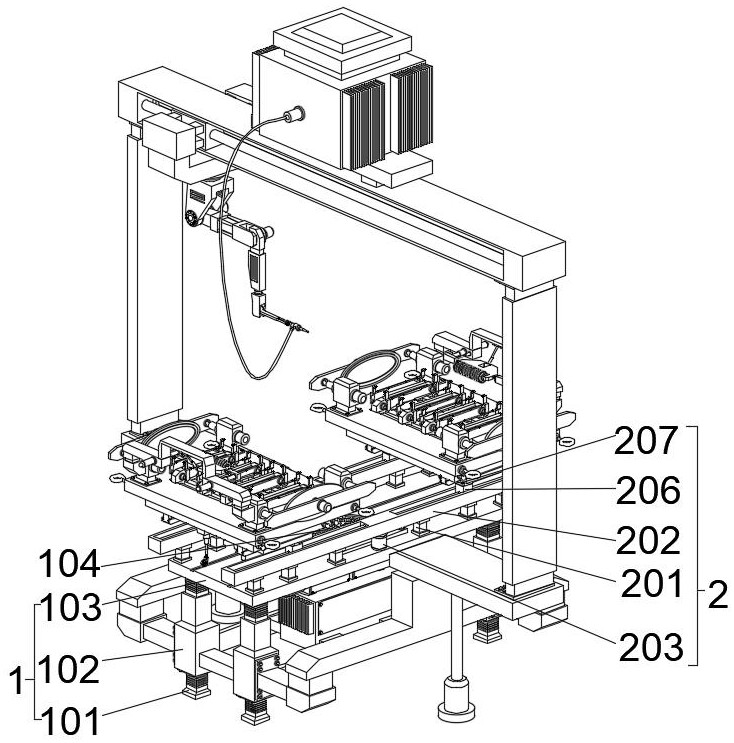
2.根据权利要求1所述的一种空调压缩机消音器自动焊接系统,其特征在于:所述支撑抽净组件(1)包括垫块(101)、装配组架(102)、槽型台板(103)、吸气板(104)、下连管(105)、阀块(106)、气缸(107)、阀塞(108)、处理箱(109)、装配边板(1010)、多连管(1011)、滤芯(1012)和抽气扇(1013),所述垫块(101)的顶侧设置有装配组架(102),且所述装配组架(102)的顶侧设置有螺栓装配的槽型台板(103),所述槽型台板(103)的内边侧设置有螺栓套接的吸气板(104)。
3.根据权利要求2所述的一种空调压缩机消音器自动焊接系统,其特征在于:所述吸气板(104)的下方通过下连管(105)套接连接有阀块(106),且所述阀块(106)的内部设置有连接气缸(107)输出端的阀塞(108),所述阀块(106)的输出端设置有安装装配边板(1010)的处理箱(109),且所述处理箱(109)的内部设置有安装滤芯(1012)的多连管(1011),所述多连管(1011)的输出端设置有抽气扇(1013)。
4.根据权利要求2所述的一种空调压缩机消音器自动焊接系统,其特征在于:所述进出料调位部件(2)包括抬高基座(201)、双开槽(202)、驱动电机(203)、啮合齿轮组(204)、丝杆组(205)、螺纹块(206)、减震器(207)、下部板(208)、支撑轮(209)、铰接基座(2010)、液压伸缩杆(2011)、转体板(2012)和插接销(2013),所述抬高基座(201)设置在所述槽型台板(103)的顶侧,所述抬高基座(201)的上方设置有双开槽(202),且所述双开槽(202)的内部设置有连接驱动电机(203)输出端的啮合齿轮组(204),所述啮合齿轮组(204)的输出端设置有螺纹连接螺纹块(206)的丝杆组(205)。
5.根据权利要求4所述的一种空调压缩机消音器自动焊接系统,其特征在于:所述螺纹块(206)的顶侧设置有减震器(207),且所述减震器(207)的顶侧设置有安装支撑轮(209)的下部板(208),所述下部板(208)通过铰接基座(2010)与液压伸缩杆(2011)的端部铰链连接有安装插接销(2013)的转体板(2012)。
6.根据权利要求4所述的一种空调压缩机消音器自动焊接系统,其特征在于:所述定位调节机构(3)包括插接基座(301)、槽型基板(302)、滑条(303)、滑块(304)、搭载基座(305)、电动铰接座(306)、卡条(307)、柔性连条(308)、套装基座(309)、第一液压缸(3010)、连套边条(3011)、旋转电机(3012)、旋转夹板(3013)、上梁(3014)、第二液压缸(3015)、铰接端块(3016)、多边板(3017)、液压伸缩棒(3018)和凸辊(3019),槽型基板(302)通过插接基座(301)插接连接在所述转体板(2012)的上方,所述槽型基板(302)的内边侧通过滑条(303)滑动连接有滑块(304),且所述滑块(304)的上方设置有搭载基座(305),所述搭载基座(305)的两端外侧设置有电动铰接座(306),且所述电动铰接座(306)的一端设这样安装柔性连条(308)的卡条(307)。
7.根据权利要求6所述的一种空调压缩机消音器自动焊接系统,其特征在于:所述槽型基板(302)的四周上方设置有螺栓装配的套装基座(309),且所述套装基座(309)的内边侧设置有第一液压缸(3010),所述第一液压缸(3010)的一端设置有连套边条(3011),所述连套边条(3011)的内边侧设置有连接旋转电机(3012)输出端的旋转夹板(3013)。
8.根据权利要求7所述的一种空调压缩机消音器自动焊接系统,其特征在于:所述套装基座(309)的外边侧设置有上梁(3014),且所述上梁(3014)的内边侧设置有第二液压缸(3015),所述第二液压缸(3015)的输出端设置有铰接端块(3016),且所述铰接端块(3016)的内端设置有铰链连接液压伸缩棒(3018)的多边板(3017),所述多边板(3017)的一端内侧设置有凸辊(3019)。
9.根据权利要求2所述的一种空调压缩机消音器自动焊接系统,其特征在于:所述焊接操作机构(4)包括装配机架(401)、托棒(402)、侧高架(403)、开槽梁(404)、驱动蜗杆(405)、移动块(406)、吊装基座(407)、电动旋转座(408)、动力机械臂(409)、电动铰链座(4010)、焊枪(4011)、焊条头(4012)、电缆(4013)和变压器(4014),所述装配机架(401)设置在所述装配组架(102)的外边侧,所述装配机架(401)的一端下方设置有托棒(402),所述装配机架(401)的一端上方通过侧高架(403)螺栓连接有开槽梁(404),且所述开槽梁(404)上通过驱动蜗杆(405)螺纹连接有移动块(406),所述移动块(406)的外边侧设置有吊装基座(407)。
10.根据权利要求9所述的一种空调压缩机消音器自动焊接系统,其特征在于:所述吊装基座(407)的下方设置有电动旋转座(408),且所述电动旋转座(408)的一端设置有动力机械臂(409),所述动力机械臂(409)的一端设置有铰链连接的电动铰链座(4010),且所述电动铰链座(4010)的一端设置有安装焊条头(4012)的焊枪(4011),所述焊枪(4011)的边侧通过电缆(4013)和变压器(4014)电性输出连接。
技术总结
本发明公开了一种空调压缩机消音器自动焊接系统,包括有支撑抽净组件与焊接操作机构,所述支撑抽净组件的顶侧设置有固定插接的进出料调位部件,且所述进出料调位部件的顶侧设置有插接安装的定位调节机构。该发明装置主要是利用电动铰接座、卡条的配合下,使得卡条能够在需要调节时,进行自适应的角度调节,以达到定位的产品内部构造的作用,而且连套边条、旋转电机、旋转夹板的运行下配合上多边板一端内侧的凸辊能够使得产品在一端上方达到自适应的调节位置,由于安装了下部板、支撑轮、铰接基座、液压伸缩杆、转体板,因此在焊接操作机构进行焊接时,能够根据需要进行自适应的位置调节,从而避免了人工的过多干预,大幅度的提升了速率与品质。
技术研发人员:侯竞,后世伟
受保护的技术使用者:芜湖汉峰科技有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!