一种角钢批量生产的冲压切割一体化设备及使用方法与流程
本技术涉及金属件生产加工的领域,尤其是涉及一种角钢批量生产的冲压切割一体化设备及使用方法。
背景技术:
1、诸如人防门的大型防护门扇的制造一般是预先制作所有组成部件,分批运输到实地进行安装。大型防护门扇出于对安全防卫性能的要求,其材料往往采用高强度钢,但考虑到成本与运输,实际制作需兼顾大型防护门扇的材料使用量与安全性能。
2、大型防护门扇的厚度较大,在不影响安全性能的基础上,单页门扇由两块较薄的门板与设置在两块门板之间的金属支撑网组成,即单页门扇内部填充金属支撑网以支撑两块门板以保证门扇强度,同时还不至于门扇重量过大,影响搬运。
3、参照图1,简述单页防护门扇的制造过程如下,安装人员将准备完成的一块门板水平放置,而后将组成金属支撑网多块金属板依次竖直置于门板上,焊接,而后将多个角钢块的相同一侧焊接于金属支撑网的侧壁,使角钢块的另一侧水平并平齐于金属支撑网的侧壁顶侧边缘,而后安装人员将另一块门板置于金属支撑网顶侧,由此,多个角钢块起到扩充门板支撑面的作用。
4、角钢块经一段特定长度的角钢分段切割,角钢又经特定长度的钢板冲压,考虑到角钢的采购成本高于钢板的采购成本,由此,大多数中小型金属制造企业选择直接采购钢板,但现有方案下,钢板冲压与角钢切割通过两台独立的设备分离加工,使得角钢块的生产原料在两台设备之间由相关人员往复搬运,效率不足且劳动强度较高。
5、针对上述相关技术,可针对角钢块的批量生产设计一种冲压、切割一体化的设备,既能提高角钢块的生产效率,还能节省用人成本并减轻相关人员的劳动强度。
技术实现思路
1、为了提高角钢块的生产效率,减轻相关人员的劳动强度,本技术提供一种角钢批量生产的冲压切割一体化设备及使用方法。
2、一方面,本技术提供的一种角钢批量生产的冲压切割一体化设备采用如下的技术方案:
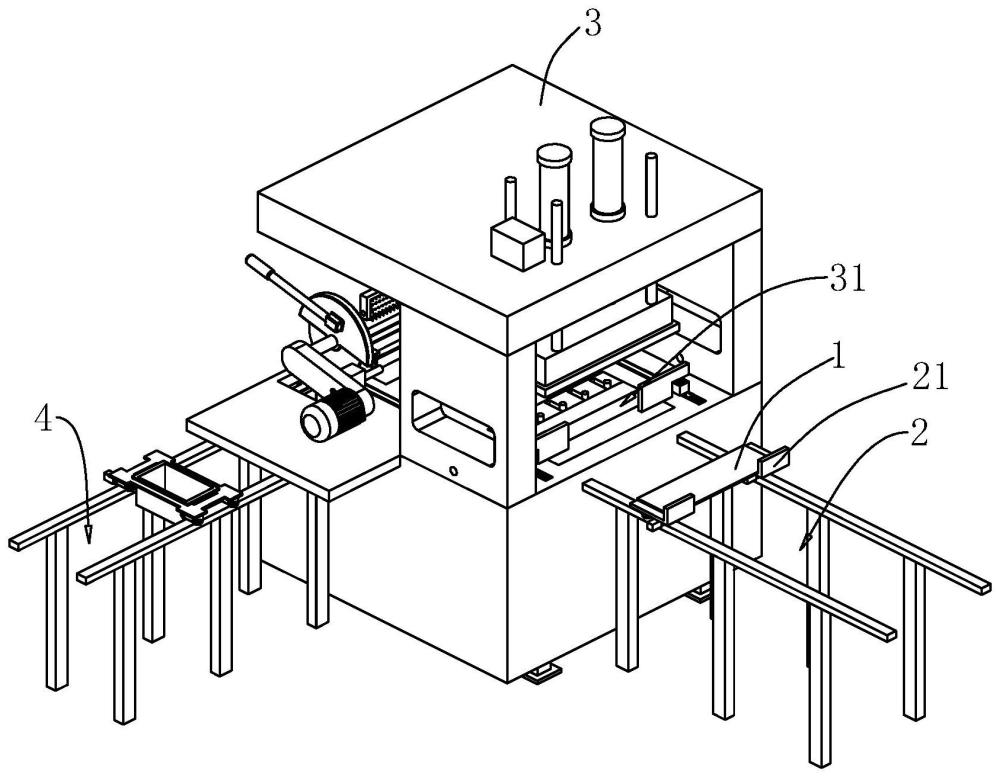
3、一种角钢批量生产的冲压切割一体化设备,包括机体,所述机体内部的加工区域分为:
4、冲压部,所述机体对应所述冲压部设置有用于钢板冲压的冲压组件;
5、切割部,所述机体对应所述切割部设置有用于角钢段切割的切割组件;
6、此外,还包括;
7、输入滑轨,连接于机体所述冲压部的一侧,其上滑移连接有输入组件,用于钢板向机体输送;
8、输出滑轨,连接于机体所述切割部一侧,其上滑移连接有输出组件,用于将角钢块从机体输出;
9、输送件,滑移连接于所述机体内部,于所述冲压部、所述切割部之间往复滑移。
10、通过采用上述技术方案,将机体分为冲压部与切割部两部分,冲压部首先用于钢板原材料的冲压,将钢板冲压为角钢段,而后经切割部将角钢段分段切割为角钢块,输送件在上述过程中用于角钢段于冲压部与切割部之间的滑移输送;由此,上述方案中,冲压切割一体化设备及输入滑轨、输出滑轨组成角钢段生产加工线,冲压部为加工线前端部分,切割部位加工线的后端部分,输入滑轨连接冲压部,将钢板输入至冲压切割一体化设备中冲压为角钢段,冲压完成后经输送件输送至加工线后端的切割部中生产角钢块,经输出组件从机体输出;综上,角钢冲压切割的一体化设备结合传统方案下的冲压与切割两个过程,降低设备维护成本,还能省去相关人员往复搬运的过程,减轻劳动强度,且同时提高角钢块的生产效率。
11、可选的,所述输出组件包括;
12、输出滑架,其两端底部转动连接有适配所述输出滑轨的滚轮;
13、收料箱,适配并安装于所述输出滑架;
14、此外,所述输出滑轨所在高度低于所述切割部的所在高度,所述输出滑轨一端延伸至所述机体内部。
15、通过采用上述技术方案,输出滑架沿输出滑轨的长度方向滑移,相关人员通过在输出滑架上安装收料箱,通过输出滑架带动收料箱往复滑移,实现角钢段的运出;考虑到切割时,分离的角钢块将直接掉落,由此将收料箱滑移至切割组件正下方,为避免结构干涉,安装有收料箱的输出滑架高度应部分低于机体表侧高度,且在机体靠近切割组件的一侧侧壁下方开设用于容纳输送滑轨端部与输送滑架部分结构的槽,以将部分收料箱置于槽内,使角钢块完全下落至收料箱内。
16、可选的,所述输送件包括;
17、转角气缸,于所述机体两相对侧内壁对应设置两个,所述转角气缸的缸体与所述机体内壁滑移连接,机体内部设置有用于所述转角气缸滑移的主动件,所述转角气缸的转杆端部水平转动。
18、通过采用上述技术方案,既要实现精准带动钢板在冲压部与切割部之间单向运输,还需满足不妨碍钢板沿输入滑轨的输入,由此,上述方案中采用转角气缸,转角气缸从冲压部朝切割部滑移,转角气缸竖直设置,其转杆水平转动,在转杆端部固接一个水平的第一输送板,随机体两侧的转角气缸运作,其转杆由平行于转角气缸滑移方向转动至垂直于转角气缸的滑移方向;当转角气缸上的两第一输送板垂直于转角气缸的滑移方向时,两转角气缸上的第一输送板相对设置,能够推动金属板同步于转角气缸滑移;当转角气缸的两第一输送板平行于转角气缸的滑移方向时,第一输送板无法继续推动钢板,取消转角气缸的输送作用;此外,上述方案中考虑到转角气缸运输的精度,建议采用丝杠螺纹传动,配以伺服电机驱动的方式;综上,对转角气缸的输送方式加以说明,钢板从输入滑轨输入机体一端时,转角气缸滑移至机体靠近输入滑轨的一端,两转角气缸转杆端部的第一输送板均平行于转角气缸的滑移方向,随钢板输入两转角气缸开始运作,两第一输送板逐渐转动至端部相对状态,转角气缸的转杆保持此状态不再转动,转角气缸朝向冲压部的冲压组件处滑移,利用两转杆带动钢板随转角气缸同步滑移,至钢板对齐冲压组件即可。
19、可选的,还包括;
20、定位销,沿垂直于所述转角气缸的滑移方向分布有多个,所述定位销竖向滑移于所述机体,从机体内部滑移至突出于机体的工作区域表面。
21、通过采用上述技术方案,定位销沿垂直于转角气缸的滑移方向分布有一排,一排定位销设置在冲压部与切割部之间,用于限位钢板;机体内部设置有用于推动定位销竖向滑移的微型气缸,微型气缸竖直设置,其活塞杆端部固接于定位销的底端端部,使定位销顶端突出于机体工作区域表面或收回至机体内部;由此,当钢板于上述过程中被转角气缸推动到冲压组件处的过程中,微型气缸伸出活塞杆推动定位销突出于机体的工作区域表面,钢板推动到预设位置处后,转角气缸停止运作,定位销阻挡钢板由于惯性而保持滑移的趋势,使钢板停止;进一步地,机体可对应定位销开设调节槽,使调节槽的长度方向平行于转角气缸的滑移方向,以便于相关人员调节定位销的所在位置,不同规格的钢板宽度不同,相关人员可根据待加工钢板的宽度调节定位销的位置。
22、可选的,还包括;
23、切割刀,设置于所述机体一侧,所述切割刀沿机体侧壁竖直向下滑移以切割角钢段;
24、第二输送板,竖直设置,沿靠近所述切割刀的方向滑移,以推动角钢段。
25、通过采用上述技术方案,机体对应切割刀的部分开设用于角钢段伸出机体的穿槽,切割刀可滑移竖向设置在机体一侧外壁顶端,角钢段从机体内部伸出预设距离后固定,切割刀下移切割,而后角钢段继续伸出预设距离,切割刀重复切割,重复多次将角钢段分为多个角钢块,切割后的角钢块掉落于输出滑架上的收料箱中;上述过程中,第二输送板间歇运作,用于将角钢段间歇朝向切割刀推动;此外,上述方案中切割刀采用冷锯片。
26、可选的,还包括;
27、电永磁部,设置于所述切割部底壁,间歇通电以吸附固定角钢段;
28、夹持件,沿所述第二输送板滑移方向分布有多个,用于夹持角钢段。
29、通过采用上述技术方案,采用在机体内部设置电磁铁以通电吸附角钢段,实现角钢段的灵活固定,代替传统的硬性抵接固定方式,并设置夹持件夹持通过转角气缸输送到电永磁部固定的角钢段,提高固定效果;当角钢段水平至于电永磁部时,夹持件同步于电永磁部的间歇通电运作,夹持角钢段的水平侧边缘;当角钢段被输送至电永磁部后,电永磁部预先通电,吸附固定角钢段,避免角钢段因惯性继续滑移,角钢段静止后,电永磁部断电取消对角钢段的吸附,第二输送板朝切割刀推动角钢段,至角钢段延伸出机体预设长度后,切割刀下移切割,切割时电永磁部通电吸附,夹持件夹持,保证切割时角钢段的稳定性,当一块角钢块切割完成时,电永磁部再次断电、夹持件再次取消夹持、第二输送板再次朝切割刀推动角钢段,重复上述过程,完成角钢段的间歇进给与间歇固定。
30、可选的,还包括;
31、滚刷,所述滚刷水平设置且竖向滑移于所述电永磁部上方,所述滚刷竖直向下滑移至抵接所述电永磁部表面,用于清扫铁屑。
32、通过采用上述技术方案,由于电永磁部的间歇通电,吸附固定角钢段时可额外吸附切割刀切割时产生的铁屑,或角钢段本体自带的车磨、切削产生的铁渣,而铁屑或铁渣聚集在电永磁部容易划损在电永磁部滑移输送的角钢段,由此,相关人员操作滚刷下移抵接电永磁部,滚动清扫机体的电永磁部表面上附着的铁屑。
33、一方面,本技术提供的一种角钢批量生产的冲压切割一体化设备使用方法,包括以下步骤:
34、调节所述定位销至合适位置处;
35、调节所述输出滑架至所述输出滑轨靠近所述机体一端端部;
36、将预设长度的钢板置于输入滑轨的所述输送组件上,启动所述输送组件;
37、在所述第二输送板与所述夹持件的辅助下控制切割刀间歇下移切割角钢段;
38、定期沿所述输出滑轨输送所述输出滑架,并将另一输出滑架置于所述输出滑轨靠近所述机体一端。
39、通过采用上述技术方案,为节省成本,上述方案中的冲压切割一体化设备的定位为适用中小型金属制造企业的半自动化设备,在冲压切割一体化设备的辅助下,相关人员需要在工作区域之间转接输送角钢段,完成角钢段的切割与加工,并操作输出滑架滑移在输出滑轨上,完成角钢块的输出。
40、综上所述,本技术包括以下至少一项有益技术效果:
41、1.提高加工效率,将传统方案下冲压与切割的两独立的加工过程结合,将角钢段在设备内部流畅转接,相关工人无需在冲压设备与切割设备之间搬运角钢段,也节省了角钢段中间的转接时间;
42、2.节省成产成本,无需采购角钢段作为生产原料,可直接采购价格相对较低的钢板作为生产原料;
43、3.节省设备检修成本,将两台相独立的冲压设备与切割设备结合为一整体设备,相关人员无需独立检修两台设备。
- 还没有人留言评论。精彩留言会获得点赞!