耳机充电盒自动组装整流罩设备的制作方法
本发明涉及耳机生产加工设备,具体涉及耳机充电盒自动组装整流罩设备。
背景技术:
1、穿戴式智能设备时代的来临意味着人的智能化延伸,通过这些设备,可以更好的感知外部与自身的信息,能够在计算机、网络甚至其它人的辅助下更为高效率的处理信息,能够实现更为无缝的交流。同时配套产业中的无线耳机被广泛使用。
2、现有的耳机充电盒在生产加工过程中,需要对整流罩进行定位移栽、组装检测、保压处理多道加工工序,而现有的加工方式,没有针对耳机充电盒整流罩组装的一体自动化设备,生产效率较低,且部分工序仍需人工参与,工人劳动强度较大,因此需要一种耳机充电盒自动组装整流罩设备。
技术实现思路
1、本发明的目的是:提供一种耳机充电盒自动组装整流罩设备,能够适应耳机充电盒与整流罩的定位移栽、组装检测、保压处理和载具流转的自动化处理,提高生产效率和生产质量。
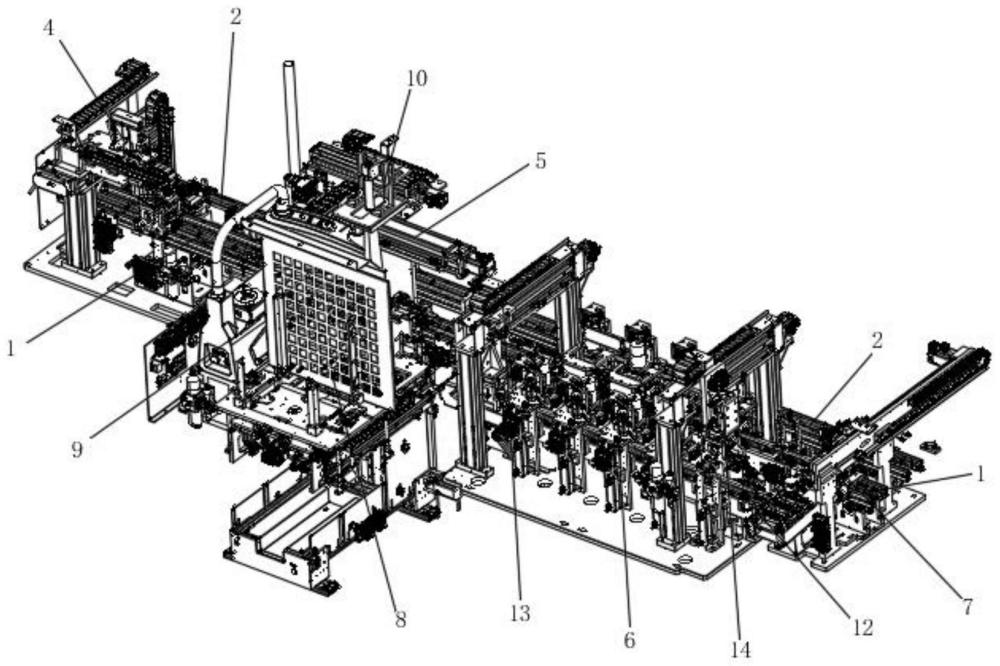
2、为了实现上述目的,本发明提供如下的技术方案:耳机充电盒自动组装整流罩设备,包括机台,所述机台上平行设置有主流线、回流线和保压流线,所述机台上位于主流线旁侧依次设置有第一载具转运机械手、组装机构、第二载具转运机械手、保压机构、第三载具转运机械手和下料机构,所述保压机构具体有多个,且多个保压机构均匀分布在保压流线和主流线旁侧,所述机台上位于组装机构旁侧设置有托盘上料机和整流罩移栽机械手,所述机台上位于整流罩移栽机械手旁侧设置有整流罩定位翻转机构、上ccd检测机构和下ccd检测机构,所述上ccd检测机构包括直线模组和上ccd相机,所述下ccd检测机构包括支架、下ccd相机和抛料盒。
3、进一步的,所述定位翻转机构包括定位底座、平移气缸、定位平台、升降气缸、旋转气缸和真空吸附板,所述定位底座与机台固定连接,所述平移气缸和升降气缸均与定位底座固定连接,所述定位平台与平移气缸的活塞杆固定连接,所述旋转气缸与升降气缸的移动台固定连接,所述真空吸附板与旋转气缸的旋转台固定连接,所述定位平台上设有定位槽和定位块。
4、进一步的,所述组装机构包括三轴移动模组、伺服电机和取料吸嘴,所述三轴移动模组与机台固定连接,所述伺服电机与三轴移动模组的移动台固定连接,所述取料吸嘴与伺服电机的输出端固定连接,所述取料吸嘴上固定连接有定位pin针。
5、进一步的,所述保压机构包括保压底座、上保压气缸、下保压气缸、载具托板和保压压块,所述保压底座与机台固定连接,所述上保压气缸和下保压气缸均与保压底座固定连接,所述载具托板与下保压气缸的移动台固定连接,所述保压压块与上保压气缸的移动台固定连接。
6、进一步的,所述下料机构包括下料机械手和接料座,所述下料机械手和接料座均与机台固定连接,所述接料座在机台上倾斜设置。
7、进一步的,所述直线模组与机台固定连接,所述上ccd相机与直线模组的移动台固定连接。
8、进一步的,所述支架与机台固定连接,所述下ccd相机和抛料盒均与支架固定连接。
9、进一步的,所述直线模组的移动台和支架上均固定连接有补光灯,两个所述补光灯分别与上ccd相机和下ccd相机对应设置。
10、本发明的有益效果为:通过主流线、回流线、保压流线、第一载具转运机械手、组装机构、第二载具转运机械手、保压机构、下料机构、托盘上料机、整流罩移栽机械手、整流罩定位翻转机构、上ccd检测机构和下ccd检测机构的配合使用,能够适应耳机充电盒与整流罩的定位移栽、组装检测、保压处理和载具流转的自动化处理,提高生产效率和生产质量。
技术特征:
1.耳机充电盒自动组装整流罩设备,其特征在于:包括机台,所述机台上平行设置有主流线(1)、回流线(2)和保压流线(12),所述机台上位于主流线(1)旁侧依次设置有第一载具转运机械手(4)、组装机构(5)、第二载具转运机械手(13)、保压机构(6)、第三载具转运机械手(14)和下料机构(7),所述保压机构(6)具体有多个,且多个保压机构(6)均匀分布在保压流线(12)和主流线(1)旁侧,所述机台上位于组装机构(5)旁侧设置有托盘上料机(8)和整流罩移栽机械手(9),所述机台上位于整流罩移栽机械手(9)旁侧设置有整流罩定位翻转机构(3)、上ccd检测机构(10)和下ccd检测机构(11),所述上ccd检测机构(10)包括直线模组和上ccd相机,所述下ccd检测机构(11)包括支架、下ccd相机和抛料盒。
2.根据权利要求1所述的耳机充电盒自动组装整流罩设备,其特征在于:所述定位翻转机构(3)包括定位底座(301)、平移气缸(302)、定位平台(303)、升降气缸(304)、旋转气缸(305)和真空吸附板(306),所述定位底座(301)与机台固定连接,所述平移气缸(302)和升降气缸(304)均与定位底座(301)固定连接,所述定位平台(303)与平移气缸(302)的活塞杆固定连接,所述旋转气缸304与升降气缸305的移动台固定连接,所述真空吸附板(306)与旋转气缸(305)的旋转台固定连接,所述定位平台(303)上设有定位槽和定位块。
3.根据权利要求1所述的耳机充电盒自动组装整流罩设备,其特征在于:所述组装机构(5)包括三轴移动模组(501)、伺服电机(502)和取料吸嘴(503),所述三轴移动模组(501)与机台固定连接,所述伺服电机(502)与三轴移动模组(501)的移动台固定连接,所述取料吸嘴(503)与伺服电机(502)的输出端固定连接,所述取料吸嘴(503)上固定连接有定位pin针。
4.根据权利要求1所述的耳机充电盒自动组装整流罩设备,其特征在于:所述保压机构(6)包括保压底座(601)、上保压气缸(602)、下保压气缸(603)、载具托板(604)和保压压块(605),所述保压底座(601)与机台固定连接,所述上保压气缸(602)和下保压气缸(603)均与保压底座(601)固定连接,所述载具托板(604)与下保压气缸(603)的移动台固定连接,所述保压压块(605)与上保压气缸(602)的移动台固定连接。
5.根据权利要求1所述的耳机充电盒自动组装整流罩设备,其特征在于:所述下料机构(7)包括下料机械手(701)和接料座(702),所述下料机械手(701)和接料座(702)均与机台固定连接,所述接料座(702)在机台上倾斜设置。
6.根据权利要求1所述的耳机充电盒自动组装整流罩设备,其特征在于:所述直线模组与机台固定连接,所述上ccd相机与直线模组的移动台固定连接。
7.根据权利要求1所述的耳机充电盒自动组装整流罩设备,其特征在于:所述支架与机台固定连接,所述下ccd相机和抛料盒均与支架固定连接。
8.根据权利要求1所述的耳机充电盒自动组装整流罩设备,其特征在于:所述直线模组的移动台和支架上均固定连接有补光灯,两个所述补光灯分别与上ccd相机和下ccd相机对应设置。
技术总结
本发明涉及一种耳机充电盒自动组装整流罩设备,包括机台,机台上平行设置有主流线、回流线和保压流线,机台上位于主流线旁侧依次设置有第一载具转运机械手、组装机构、第二载具转运机械手、保压机构和下料机构,保压机构具体有多个,且多个保压机构均匀分布在保压流线和主流线旁侧,机台上位于组装机构旁侧设置有托盘上料机和整流罩移栽机械手,机台上位于整流罩移栽机械手旁侧设置有整流罩定位翻转机构、上CCD检测机构和下CCD检测机构。本发明的有益效果为:能够适应耳机充电盒与整流罩的定位移栽、组装检测、保压处理和载具流转的自动化处理,提高生产效率和生产质量。
技术研发人员:景余祥,吴士春,高翔,冯伟,陈军
受保护的技术使用者:江苏杰士德精密工业有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!