一种用于新能源汽车底盘的零部件及其焊接工艺的制作方法
本发明属于汽车零部件,尤其是涉及一种用于新能源汽车底盘的零部件及其焊接工艺。
背景技术:
1、焊接是通过加热或施加压力(或两者同时进行)将工件接合成型的一种工艺过程。其工艺过程包括预热、熔化、冷却等环节,焊缝连接为一次焊或多次焊体的实体。
2、汽车焊接工艺是汽车制造过程中非常重要的一环,它直接关系到汽车的质量和安全性。汽车焊接工艺在焊接过程中常见的缺陷有虚焊、漏焊、夹渣、咬边、烧穿、焊瘤等;这些缺陷会导致焊接强度不高、焊接接头容易产生裂纹等;严重影响汽车的质量和安全性。
3、为此,本申请人提供了一种用于新能源汽车底盘的零部件及其焊接工艺,解决上述技术问题。
技术实现思路
1、本发明的目的在于提供一种用于新能源汽车底盘的零部件及其焊接工艺,解决零部件在焊接过程中,焊接强度不高,焊接接头处易产生裂纹,降低汽车的质量和安全性等问题。
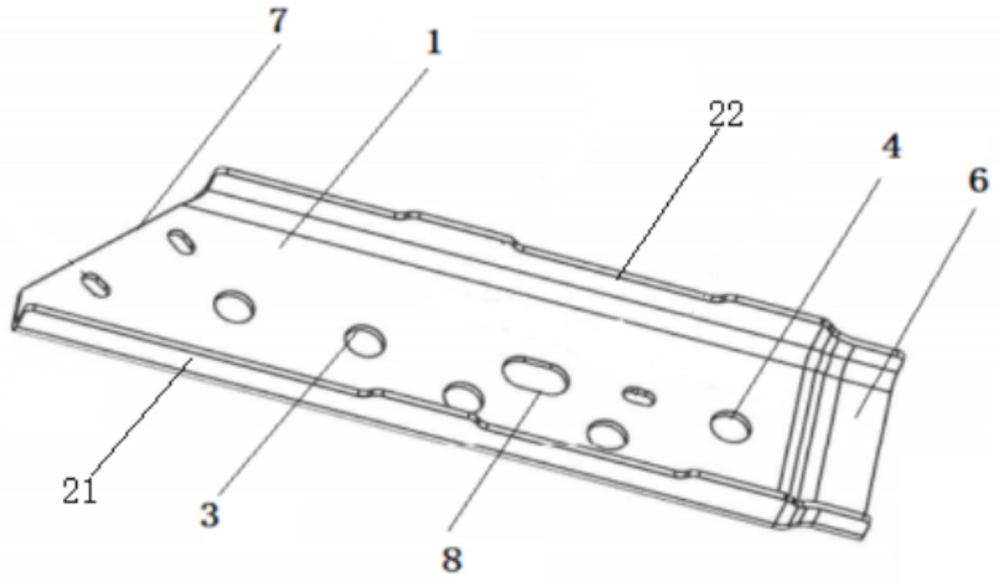
2、为解决上述技术问题,本发明提供一种用于新能源汽车底盘的零部件,包括第一构件本体焊接第二构件;第一构件为一体成形的异形体结构,第一构件包括构件两侧分别设置向上的长折边和短折边,第一构件本体右边沿设置异形槽,其第一构件本体左边向外一侧倾斜的斜边缘,第一构件本体内设置多个尺寸相同的安装孔,安装孔外周焊接第二构件;第二构件为多个相同的空心圆柱体。
3、本发明技术方案的进一步改进在于:构件的材质为:510l,尺寸为:3mm。
4、本发明技术方案的进一步改进在于:异形槽本体为向上弯曲后向外延长为平面,其弯曲弧度为10~80度。
5、本发明技术方案的进一步改进在于:构件本体左边向外一侧倾斜的斜边缘,其向外一侧倾斜的角度为25~60度。
6、本发明技术方案的进一步改进在于:构件的尺寸为外径28mm、内径15mm、高为71mm。
7、本发明技术方案的进一步改进在于:安装孔的直径和构件的内径相同。
8、本发明技术方案的进一步改进在于:安装孔的直径和构件的内径均为:15mm。
9、本发明技术方案的进一步改进在于:安装孔外周焊接构件,其安装孔焊接方式均为两段错位焊接。
10、本发明技术方案的进一步改进在于:安装孔分别为第一安装孔、第二安装孔、第三安装孔、第四安装孔,第一安装孔平行于第二安装孔,第二安装孔向下倾斜15°到45°方向设置第三安装孔;第三安装孔平行于第四安装孔。
11、本发明技术方案的进一步改进在于:第一安装孔、第二安装孔、第三安装孔、第四安装孔均为直径15mm的圆孔。
12、本发明技术方案的进一步改进在于:第一安装孔与第二安装孔之间的圆心距为50mm,第二安装孔与第三安装孔之间的圆心距为40mm,第三安装孔与第四安装孔之间的圆心距为55mm。
13、本发明技术方案的进一步改进在于:构件本体靠近斜边缘设置第一安装预留孔和第二安装预留孔,第一安装预留孔和第二安装预留孔为尺寸相同的长圆孔,其长度的方向分别平行于斜边。
14、本发明技术方案的进一步改进在于:第一安装预留孔和第二安装预留孔的尺寸为:宽度为7mm,长度为12mm。
15、本发明技术方案的进一步改进在于:构件本体靠近异形槽依次排序向内设置定位孔、第三安装预留孔、辅助定位孔。
16、本发明技术方案的进一步改进在于:定位孔、第三安装预留孔、辅助定位孔设置于第四安装孔的上方。
17、本发明技术方案的进一步改进在于:定位孔的直径为15mm。
18、本发明技术方案的进一步改进在于:第三安装预留孔为长圆孔其尺寸为:宽度为7mm,长度为12mm。
19、本发明技术方案的进一步改进在于:辅助定位孔为长圆孔,其尺寸为:宽度为15mm,长度为25mm。
20、本发明技术方案的进一步改进在于:长折边和短折边上分别对称设置向上的凸起。
21、一种用于新能源汽车底盘的零部件焊接工艺,包括步骤如下:
22、步骤1,设备、工装确认;按设备点检表进行点检,根据工艺参数调整设备;根据零部件数量确认焊道数量;
23、步骤2,前序件检验;检查零部件外观无锈蚀、毛刺超差和无漏冲孔等缺陷;检查夹具或工装正确,零部件安装牢固;
24、步骤3,焊接操作;工作前首先确认设备、工装、来料是否异常,其将第一构件以销轴定位放置到焊接工装上,第二构件也以销轴定位放置第一构件上方,放上压紧片,旋动手转阀下拉气缸压紧套管,然后根据构件的性能参数设定焊接程序;焊接焊接电流:130-150a,焊接电压:15-17v,收弧电流:40-80点,收弧电弧:15-17v,焊丝规格:0.5-5mm,气压流量:15-20l/min;焊接速度:0.3-0.5m/min,收弧时间:0.3-1.0s;焊枪头与第一构件水平面的角度为40-50度,最后启动焊接程序对工件进行自动焊接;
25、步骤4,对焊接后的产品进行检验;采用显微镜检查焊接是否牢固、无漏焊、虚焊、烧穿、焊渣、氧化皮等缺陷;采用熔深试剂检查焊接熔深,焊接熔深≧0.15t;
26、步骤5,对焊渣进行清理;清理焊道以及焊道周围处焊渣,焊道平整,焊道周围整洁。
27、采用上述技术方案,本发明具有如下有益效果:
28、1、本发明提供的一种用于新能源汽车底盘的零部件及其焊接工艺,该零部件构件本体设置安装孔,构件焊接于安装孔的外周,采用本焊接工艺进行分段错位焊接,调整焊接参数进行自动焊接;焊接强度高,焊接接头不易产生裂纹;焊接处耐久性强,提高了汽车的质量和安全性能。
技术特征:
1.一种用于新能源汽车底盘的零部件,其特征在于:
2.根据权利要求1所述的一种用于新能源汽车底盘的零部件,其特征在于:异形槽(6)本体为向上弯曲后向外延长为平面,其弯曲弧度为10~80度。
3.根据权利要求1所述的一种用于新能源汽车底盘的零部件,其特征在于:安装孔(3)的直径和第二构件(9)的内径相同。
4.根据权利要求2所述的一种用于新能源汽车底盘的零部件,其特征在于:安装孔(3)外周焊接第二构件(9),其安装孔(3)焊接方式均为两段错位焊接。
5.根据权利要求3所述的一种用于新能源汽车底盘的零部件,其特征在于:安装孔(3)分别为第一安装孔(31)、第二安装孔(32)、第三安装孔(33)、第四安装孔(34),第一安装孔(31)平行于第二安装孔(32),第二安装孔(32)向下倾斜15°-45°方向设置第三安装孔(33);第三安装孔(33)平行于第四安装孔(34)。
6.根据权利要求4所述的一种用于新能源汽车底盘的零部件,其特征在于:第一安装孔(31)与第二安装孔(32)之间的圆心距为50mm,第二安装孔(32)与第三安装孔(33)之间的圆心距为40mm,第三安装孔(33)与第四安装孔(34)之间的圆心距为55mm。
7.根据权利要求1所述的一种用于新能源汽车底盘的零部件,其特征在于:第一构件(1)本体靠近斜边缘(7)设置第一安装预留孔(51)和第二安装预留孔(52),第一安装预留孔(51)和第二安装预留孔(52)为尺寸相同的长圆孔,其宽度的方向分别平行于斜边(7)。
8.根据权利要求1所述的一种用于新能源汽车底盘的零部件,其特征在于:第一构件(1)本体靠近异形槽(6)依次排序向内设置定位孔(4)、第三安装预留孔(53)、辅助定位孔(8)。
9.根据权利要求1所述的一种用于新能源汽车底盘的零部件,其特征在于:长折边(21)和短折边(22)分别对称设置向上的凸起。
10.一种用于新能源汽车底盘的零部件焊接工艺,其特征在于,包括步骤如下:
技术总结
本发明属于汽车零部件技术领域,尤其是涉及一种用于新能源汽车底盘的零部件及其焊接工艺,包括第一构件本体焊接第二构件;第一构件为一体成形的异形体结构;第一构件两侧分别设置向上的长折边和短折边,第一构件本体右边沿设置异形槽,其第一构件本体左边向外一侧倾斜的斜边缘,第一构件本体内设置多个尺寸相同的安装孔,安装孔外周焊接第二构件;第二构件为多个相同的空心圆柱体,该零部件采用本焊接工艺,焊接强度高,焊接处耐久性强,增强了汽车的质量和安全性能。
技术研发人员:郜云峰,郜大嘉,张建勋,刘振明,解谊德,万光久,王聪,米冬亮,车学民,郜存霞
受保护的技术使用者:河北华曙新能源汽车科技有限公司
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!