一种冲压结构及其工作方法与流程
本发明涉及冲压,尤其涉及一种冲压结构及其工作方法。
背景技术:
1、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的冲压件的成形加工方法。冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。
2、冲压是高效的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机(单工位或多工位的)上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产,与机械加工及塑性加工的其它方法相比,冲压加工具有以下优势:
3、(1)冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。
4、(2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有相同的特征。
5、(3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒针,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
6、(4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
7、可知,由于冲压具有上述优越性,故在各个领域应用范围相当广泛。但是现有冲压件需要多个冲床依次作业,在各个冲压工序之间需要工作人员在上一冲床上取料,并在下一冲床上放料,降低了生产效率。
技术实现思路
1、为解决上述问题,本发明提供一种冲压结构及其工作方法,通过在两个冲床之间设置传料机构,可将上一冲床加工完毕的工件传送至下一工序,降低了工作人员的劳动强度,提高了冲压效率。
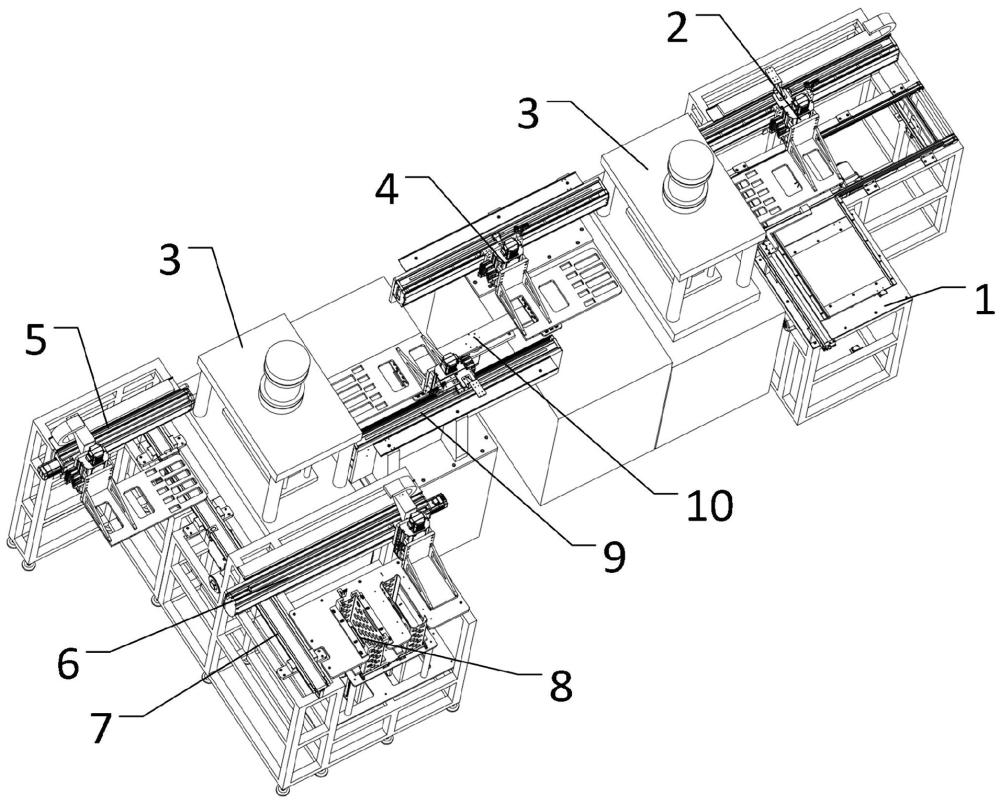
2、为实现上述目的,本发明提供了一种冲压结构,包括相邻两个冲床以及设置于相邻两个冲床之间传料机构,传料机构包括沿工件传送的方向依次设置的取料单元、旋转传料单元和放料单元,取料单元和放料单元均包括升降平移组件和与升降平移组件的输出端连接的传料板,旋转传料机构包括固定于相邻两个冲床之间的安装板和固定于安装板底端的旋转驱动电机,旋转驱动电机的输出端穿过安装板后与旋转板固定连接,旋转板的两端分别向取料机构的传料板和放料机构的传料板的方向延伸。
3、优选的,旋转板靠近取料机构或者传料机构的端头均固定有第一接料板,第一接料板上设置有用于增大摩擦力的凹凸槽。
4、优选的,位于首端的冲床的输入端设置有上料机构,上料机构包括储料单元和上料传送单元,储料单元包括储料支架、设置于储料支架内部的第一升降驱动组件和与第一升降驱动组件的顶部输出端固定连接的承载板,承载板上放置有待加工工件;
5、储料支架的顶端且位于承载板的正上方的位置开设有第一出料孔,储料支架上设置有用于将伸出第一出料孔的待加工工件推向上料传送单元的推料组件,推料组件包括与上料传送单元垂直布置的推料驱动部件和与推料驱动部件的输出端连接的推料头;
6、上料传送单元包括升降平移组件和与升降平移组件的输出端连接的传料板,传料板的相邻两侧分别与推料头和冲床对准;
7、推料驱动部件为直线模组结构。
8、优选的,储料支架的顶端固定有定位框,定位框上开设有与第一出料孔上下连通的第二出料孔,定位框的顶端与最顶端的待加工工件平齐;
9、定位框的顶端且朝向第二出料孔的位置固定有用于检测待加工工件的红外传感器,红外传感器经控制器分别与推料驱动部件和第一升降驱动组件电性连接。
10、优选的,位于尾端的冲床的输出端设置有下料机构,下料机构包括沿工件传送的方向依次布置的下料传送单元和收料单元,下料传送单元包括第一取出部件和传送部件,传送部件为设置于第一取出部件输出端的传送皮带轮结构;
11、收料单元包括设置于传送部件输出端的第二取出部件和收料部件;
12、第一取出部件和第二取出部件均包括升降平移组件和传料板。
13、优选的,收料部件包括收料架、设置于收料架上的收料框以及接料件,接料件经开设于收料框的底端穿孔伸入收料框内部,接料件包括垂直滑动设置于接料框内部的第二接料板和与第二接料板底端固定连接的第二升降驱动组件。
14、优选的,第一升降驱动组件和第二升降驱动组件均包括减速电机和经齿轮与减速电机的输出轴连接的圆齿条,圆齿条的顶端与承载板或者连接接料板连接。
15、优选的,升降平移组件包括升降部分和与升降部分的输出端连接的平移部分,升降部分和平移部分均为直线模组结构;
16、平移部分均朝向冲床的方向延伸。
17、优选的,冲床侧部设置有吸尘机构,吸尘机构包括吸尘壳和固定于吸尘壳顶端的涡轮风机,吸尘壳的侧部且面向冲床的方向开设有进风口,吸尘壳的底端固定有喇叭形出尘管。
18、一种冲压结构的工作方法,包括以下步骤:
19、s1、上料:
20、将待加工工件摞放于承载板上,打开上料机构,第一升降驱动组件带动承载板上升,进而带动待加工工件上移,直至红外传感器检测到待加工工件到位,推料驱动部件打开,推料驱动部件带动推料头推动待加工工件,直至将待加工工件推至上料传送单元的传料板上,在上料传送单元的升降部分带动传料板上移,而后上料传送单元的平移部分带动传料板向冲床的方向移动,直至将待加工工件转运至冲床上方,上料传送单元的升降部分下移,直至将待加工工件底端接触冲床顶端,上料传送单元的水平移动部分朝向远离首端冲床的方向移动,将待加工工件转移至首端冲床上;
21、s2、打开首端冲床,利用首端冲床对待加工工件进行冲压;
22、s3、传料:
23、经首端冲床冲压完毕后,打开取料单元,取料单元的升降部分带动传料板下移,而后取料单元的水平移动部分朝向靠近首端冲床的方向移动,使得传料板插入待加工工件和冲床之间,取料单元的升降部分带动传料板上移,带动待加工工件脱离冲床表面,而后取料单元的水平移动部分朝向远离首端冲床的方向移动,取料单元的升降部分带动传料板下移,打开旋转传料单元,旋转传料单元带动旋转板转动,使得第一接料板插入传料板和待加工工件之间,取料单元复位,待加工工件置于旋转板一端的接料板上,旋转驱动电机带动旋转板转动,直至旋转板带动待加工工件转移至放料单元处,此时放料单元的传料板的高度位于第一接料板和待加工工件之间;放料单元的水平移动部分带动传料板向旋转传料单元的方向移动,直至传料板插入第一接料板和待加工工件之间,放料单元带动待加工工件朝向第二个冲床的方向移动;
24、s4、重复步骤s3,直至尾端的冲床冲压完毕;
25、s5、下料:
26、借助第一取出部件将加工完毕的工件转移至传送部件的输入端,利用传送部件将工件转移至传送部件的输出端,第二取出部件带动传料板向传送部件的方向移动,直至叉至传送部件和工件之间,再利用第二取出部件将工件转移至第二接料板上,第二升降驱动组件带动第二接料板下移,将工件收入收料框内。
27、本发明具有以下有益效果:
28、1、通过在两个冲床之间设置传料机构,可将上一冲床加工完毕的工件传送至下一工序,降低了工作人员的劳动强度,提高了冲压效率;
29、2、通过设置上料机构和下料机构,实现了机械上下料,进一步降低了工作人员的劳动强度,提高了冲压效率。
30、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!