一种氧化铈改性粉芯焊丝及其制备方法和应用与流程
本发明涉及焊接材料,尤其涉及一种氧化铈改性粉芯焊丝及其制备方法和应用。
背景技术:
1、高速电弧喷涂技术是一种新型的喷涂技术,利用气体动力学原理,将高压空气或高温燃气通过特殊设计的喷嘴加速后,作为电弧喷涂的高速雾化气流来雾化和加速熔融金属,将雾化粒子高速喷射到工件表面形成致密涂层。高速电弧喷涂的雾化效果好,粒子速度高达350m/s,涂层致密度和结合强度与等离子喷涂和超音速火焰喷涂(hvof)涂层相近,是电力系统防腐蚀抗磨损优选治理方法。
2、热喷涂金属涂层是研究和应用较早的耐磨涂层,其包括ni-cr合金和fe-cr合金系列涂层,这些涂层与基体的结合强度较高,抗热腐蚀、热疲劳性能较好,可通过火焰喷涂、超音速火焰喷涂、等离子喷涂、电弧喷涂及高速电弧喷涂(hvas)等技术制备得到,主要应用于腐蚀环境下的磨损件,其缺点是价格较高、高温下耐磨性会下降。
3、随着粉芯丝材制造技术的不断完善,高碳不锈钢涂层、非晶态涂层、金属陶瓷复合涂层及金属间化合物基复合涂层相继出现,极大地推动了高效、优质、低成本的电弧喷涂耐磨涂层技术的发展,呈现出良好的工业应用前景。开发新型的高温防腐、耐磨复合涂层,改善涂层的组织和性能,并扩大其工业应用范围,将是电弧喷涂技术的一个重要发展方向。
技术实现思路
1、本发明提出一种氧化铈改性粉芯焊丝及其制备方法和应用,以解决现有电弧喷涂耐磨涂层存在价格高、高温下耐磨性下降等问题。
2、根据本发明的第一方面,本发明提供一种氧化铈改性粉芯焊丝,所述粉芯焊丝包括粉芯和外皮,所述粉芯填充于所述外皮内;所述粉芯焊丝以fe-al合金为基体相,以cr3c2为增强相,还包括ceo2、ni和fe2o3。
3、上述方案中,本发明一种氧化铈改性粉芯焊丝对于材料的选择理论如下:
4、1、基体相的选择
5、fe-al合金是一种有序金属间化合物,金属间化合物是指以化学计量比的化合物为基、成分在一定范围内可变、在金属元素之间或金属与类金属之间形成的具有金属特性的合金相。fe-al合金具有优良的抗氧化和抗硫化性能、多种介质中的抗腐蚀性能,具有较高的高温强度,密度低,且不含贵重合金元素,成本低,是一种潜在的理想高温结构材料。但是,fe-al合金的室温低塑性和低的断裂抗力严重恶化了其成形工艺性能,极大地限制了其工程应用。八十年代以来,包括fe3al、feal在内的各种金属间化合物的强韧化研究取得了较大的进展,金属间化合物基复合材料的研究也日益受到人们的重视,但远未达到规模化工业应用的水平。目前有关fe-al合金涂层的研究报道极少,其制备工艺也仅限于自蔓延燃烧合成、超音速火焰粉末喷涂、磁控溅射沉积和堆焊等方法。为了拓宽fe-al合金的应用领域,克服其成形困难等工艺缺点,应用高速电弧喷涂快速冶金原理动态形成fe-al及fe-al基复合涂层,研究其组织形成机理,综合评价涂层的室温及高温性能,具有重要的理论和工程意义。
6、2、增强相的选择
7、金属间化合物基复合材料设计的基本要求是增强相与基体满足良好的物理和化学兼容性。金属间化合物基复合材料构件在使用过程中,需经历从室温到服役温度很多次的循环往复,因此,增强相与基体之间热膨胀系数的良好匹配是必须的。金属间化合物基复合材料中的增强相主要是一些硬的陶瓷相,陶瓷相的热膨胀系数普遍低于金属间化合物(见表1)。增强相与基体之间热膨胀系数的失配对复合材料界面结构和性能影响明显。那些热膨胀系数相差很小的陶瓷/金属间化合物系统有很高的物理兼容性,相应地,这种金属间化合物基复合材料具有比较高的强度和韧性。但当增强相与基体界面产生较大的应力集中,有可能导致在基体中形成裂纹,甚至开裂。
8、表1几种金属间化合物及陶瓷增强相的室温热膨胀系数
9、 化合物 <![cdata[fe<sub>3</sub>al feal ni<sub>3</sub>al nial ti<sub>3</sub>al tial al<sub>2</sub>o<sub>3</sub> t-zro<sub>2</sub> mgo]]> <![cdata[α/(10<sup>-6</sup>℃<sup>-1</sup>)]]> 12.5 21.8 11.0 15.1 10.1 11.0 9.4 12.8 13.8 化合物 <![cdata[tin aln si<sub>3</sub>n<sub>4</sub> sic b<sub>4</sub>c tic zrc cr<sub>3</sub>c<sub>2</sub> wc vc zrb<sub>2</sub>]]> <![cdata[α/(10<sup>-6</sup>℃<sup>-1</sup>)]]> 9.3 5.1 2.7 4.8 4.5 7.7 7.5 11.7 6.2 7.3 5.5
10、金属间化合物基复合材料在使用过程中要经历长时间的高温处理过程,在高温状态下,增强相在基体中的大量溶解或与基体的激烈反应不仅会导致增强相的损失,同时也会造成复合材料成分的变化及性能的变化。因此,增强相与基体界面的化学兼容性是一个极为重要的问题。反应热力学理论计算通常被用于选择增强相,但这些计算通常仅局限于固相反应过程,而且反应产物为二元化合物的简单反应。为了弥补热力学计算的局限性,适当的实验研究对于确定增强相与基体界面的化学兼容性是必要的。由表2可见,增强相/fe-al金属间化合物复合系统有不反应系统、弱反应系统和反应系统3种不同的类型。
11、对于反应系统,强的界面反应形成大量的反应产物,往往降低增强相与基体界面的结合强度;而在无反应系统中,增强相与基体界面结合很弱,增强相与基体界面结合强度也很低;只有弱反应系统中,适度的界面反应使增强相与基体界面具有较强的结合力。因此,以增强相与基体界面良好的界面化学兼容性为出发点,选择cr3c2等与基体发生弱化学反应的化合物作为制造fe-al金属间化合物涂层的增强相是合适的。值得注意的是,增强相与基体界面的化学兼容性不仅与系统的组成有关,还与复合材料的成分及制备工艺参数有关。
12、表2陶瓷增强相与fe-al金属间化合物界面的化学兼容性
13、 化学兼容性 增强相 反应 <![cdata[sic b<sub>4</sub>n si<sub>3</sub>n<sub>4</sub> sialon b c]]> 弱反应 <![cdata[tic tib<sub>2</sub> tin zrb<sub>2</sub> vc wc cr<sub>3</sub>c<sub>2</sub>]]> 不反应 <![cdata[al<sub>2</sub>o<sub>3</sub> zro<sub>2</sub> mgo y<sub>2</sub>o<sub>3</sub>]]>
14、3、稀土ceo2的改善作用
15、耐热钢的合金化原理指出,当合金中cr、al等与氧亲合力大的活性合金元素含量超过临界含量时,可以通过选择性氧化在合金表面形成一薄层致密、连续的氧化膜,通过膜层阻碍氧原子向合金内部的进一步扩散和金属离子越过膜层向外扩散,来保护合金免遭进一步氧化,从而使合金在高温氧化环境下具备良好的氧化抗力。尽管cr2o3和al2o3膜有效地阻碍了氧和金属离子的扩散,但是两者都容易发生机械失效,特别是在热循环过程中因膜-基脱离而剥落。减少上述失效的最有效的措施就是向合金中添加微量活性元素,如稀土氧化铈,其结果是显著改善膜-基结合强度和保护膜在热循环过程中的完整性。有鉴于此,本发明的粉芯焊丝在fe-al合金中添加稀土cr2o3,既可以改善膜-基结合,又可以改善热喷涂工艺性能。
16、4、ni和fe2o3的作用
17、ni元素是形成和稳定奥氏体的元素,ni和fe元素能以互溶的形式存在于奥氏体和铁素体组织中,并起到固溶强化作用。同时,ni元素能够降低冲击转变温度,提高低温冲击韧性。研究表明,随着焊缝中ni含量的增加,焊接接头的抗拉强度增大,焊缝金属中加入适量的ni元素具有提高焊接接头冲击功的作用。fe2o3提高粉芯混合料的熔点,焊缝延伸率和低温冲击韧度提高,夹杂物的尺寸和数量减少。
18、与基体材料相比,本发明的粉芯焊丝具有较好的抗常温摩擦磨损能力和优异的抗高温腐蚀能力,且价格比较低廉,是值得大力推广的新型喷涂材料,受制作工艺和合金熔炼的限制,整体制成实心合金丝的可能性非常小。非实心合金丝即粉芯焊丝中粉芯可以稳定电弧,提高操作性能,起到保护作用;粉芯焊丝保护方式既可以气体保护,又可以渣保护,且粉芯焊丝熔敷速度比实心合金丝快;粉芯焊丝适用于全位置焊接,而实心合金丝只适应于薄板焊接。
19、进一步地,所述粉芯的制备原料包括cr3c2粉、ni粉、al粉和ceo2粉。
20、粉芯化学成分可自由调配,根据不同的应用需求,进一步地,按照重量百分数计,所述粉芯的制备原料包括cr3c2粉20-57%、ni粉2-5.8%、al粉10-28.5%和ceo2粉3-10%。
21、进一步地,按照重量百分数计,所述粉芯的制备原料还包括fe2o3粉0-10%。
22、进一步地,按照重量百分数计,所述粉芯的制备原料还包括fe粉0-65%。
23、进一步地,所述外皮选自碳钢材质或不锈钢材质;优选地,所述外皮选自08f碳素钢带或0cr19ni9不锈钢钢带。
24、上述方案中,08f碳素钢带具有良好的塑性加工性能,不需要中间退火热处理。0cr19ni9不锈钢钢带加工硬化现象严重,采用轧拔工艺成型时需要进行中间退火处理,采用轧制工艺时可以连续成型。
25、进一步地,所述粉芯焊丝的直径为1-3mm,优选为2mm。可根据实际需求对粉芯焊丝的直径进行选择和控制。
26、进一步地,所述粉芯在所述外皮中的填充率为20-30%,优选为25%。
27、根据本发明的第二方面,本发明还提供上述的粉芯焊丝的制备方法,包括如下步骤:
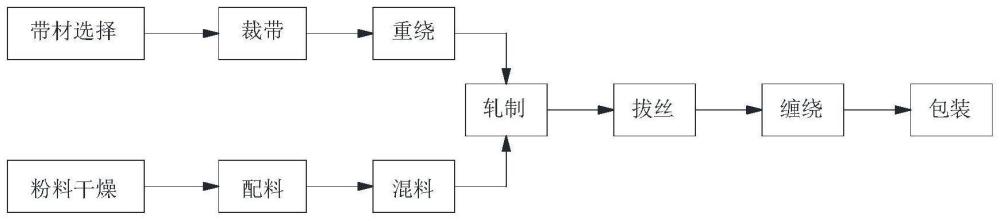
28、首先,将粉芯的制备原料混合均匀,将外皮轧制成具有“u”型截面的“u”型外皮;再将混合均匀后的粉芯原料填充于所述外皮的“u”型槽中,通过多辊连续轧制将已加入粉芯原料的外皮轧制成圆形截面,轧制过程中所述外皮端部采用对接接头形式;最后,通过多道连续拉拔、缠绕工序,制成符合尺寸要求的粉芯焊丝。
29、根据本发明的第三方面,本发明还提供上述的粉芯焊丝的应用,作为涂层应用在结构件上。结构件可以为腐蚀环境下的磨损件。
30、优选地,所述涂层是将所述粉芯焊丝采用超音速电弧喷涂方式喷涂于所述结构件表面形成。
31、上述方案中,与其他喷涂方法相比,超音速电弧喷涂方法具有效率高、成本低的特点。利用超音速电弧喷涂粉芯焊丝在结构材料表面制作成复合涂层。综合对比复合涂层的性能,可验证粉芯焊丝的应用广泛性。
32、优选地,超音速电弧喷涂的喷涂技术参数包括:喷涂电压为31—33v,喷涂电流为175—185a,喷涂空气压力为0.40—0.45mpa,喷涂距离为280—320mm。
33、本发明的有益效果:
34、本发明一种氧化铈改性粉芯焊丝,包括粉芯和外皮,粉芯填充于所述外皮内,粉芯焊丝以fe-al合金为基体相,以cr3c2为增强相,还包括ceo2、ni和fe2o3。fe-al合金是一种有序金属间化合物,具有优良的抗氧化和抗硫化性能、多种介质中的抗腐蚀性能,具有较高的高温强度,密度低,且不含贵重合金元素,成本低,是一种理想的高温结构材料。选择价格低廉的fe-al合金作为基体相,选择高温稳定性较好而且与基体fe-al的物理化学性能匹配良好的cr3c2作为增强相。进一步地,本发明的粉芯焊丝加入稀土氧化铈ni和fe2o3能提高由粉芯焊丝形成的复合涂层的整体性能。
- 还没有人留言评论。精彩留言会获得点赞!