多导向辊柔性约束滚压成形机构及方法
本发明属于塑性加工领域,具体地说是一种多导向辊柔性约束滚压成形机构及方法。
背景技术:
1、薄壁异型截面金属环形件作为航空发动机中的一种密封件,具有高温密封性能好、回弹能力强以及稳定性高的特点,但这类密封件通常具有超大直径与极薄壁厚相结合的特点,且截面形状较为复杂,因此加工难度大,对成形技术要求较高,实际生产中多采用滚压成形工艺成形出薄壁异型截面金属环形件。
2、滚压成形的基本原理为:将圆环形金属坯料的环坯套在具有一定形面结构的芯辊上,进给辊径向进给,环坯在芯辊和进给辊的共同挤压作用下进入二者形成的型腔内。同时,芯辊主动旋转,环坯在摩擦力带动下也发生旋转,从而成形出与芯辊形面结构相同的薄壁异型截面金属环形件。在薄壁异型截面金属环形件滚压成形工艺中,芯辊直径的选取十分重要,当芯辊直径过于接近环坯直径时,会造成环坯在成形过程中紧紧箍在芯辊上,从而影响环坯自由旋转;当芯辊直径远小于环坯直径时,芯辊对环坯的约束不充分,导致成形过程中容易发生过度甩摆、折叠等问题,影响最终成形效果。
3、传统的芯辊约束滚压成形工艺存在两个问题:一、针对不同道次,需要更换带有不同成形槽的芯辊,增加了芯辊的制造成本;二、在成形过程中,为了防止环坯发生甩摆和下坠,需要手工托扶环坯,那么薄壁异型截面金属环形件的成形精度会受工人生产经验的影响。
4、公开号为cn110523877a的发明专利公开了一种适用于薄壁异型截面封严环的滚压成形数控装置,通过使用副刀塔带动托板移动来保证环坯位于对应的各道次芯辊成形槽内,克服了传统的芯辊约束滚压成形过程中需要手工托扶环坯的不足;通过在同一芯辊侧面自下而上加工不同道次的成形槽形状,在成形过程中只需升降托板就能实现芯辊各道次成形槽的快速调换,避免了人工更换进给辊及芯辊,提高了工作效率。
5、但在航空发动机领域,往往需要批量成形出不同直径的薄壁异型截面金属环形件来用作密封件,而该发明在成形密封件时,需要根据环坯的直径来更换不同直径的芯辊,芯辊普适性差,导致制造成本增加,且工艺柔性差,生产效率低,无法满足薄壁异型截面金属环形件小批量、多型号的生产特征。
技术实现思路
1、为解决现有技术中存在的以上不足,本发明旨在提供一种多导向辊柔性约束滚压成形机构及方法,在无需更换芯辊的前提下,成形出不同直径的薄壁异型截面金属环形件,提高生产效率。
2、为实现上述目的,本发明所采用的技术方案如下:
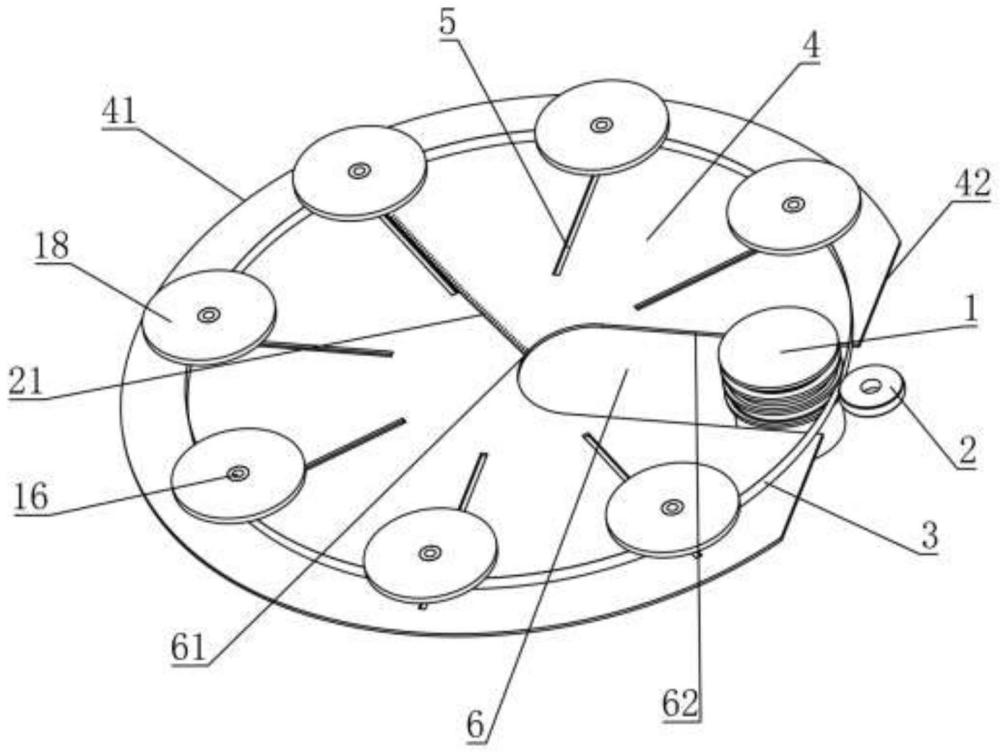
3、一种多导向辊柔性约束滚压成形机构,包括与辊压机上的芯辊转轴相连的芯辊,设置于辊压机水平臂上的、沿芯辊径向移动的进给辊,进给辊与芯辊间形成供环坯穿过的异型截面型腔;还包括设置在辊压机上的托板,托板上设置有滑槽,滑槽处设置有导向组件,托板上还设置有供芯辊通过、并使托板中心朝靠近或远离芯辊方向运动的开口;滑槽有若干个,若干个滑槽以托板中心为基准,以圆周阵列的方式设置于托板上,且长度方向均沿托板径向设置,滑槽的宽度与导向组件的尺寸相适配,导向组件滑动设置于滑槽处,若干个导向组件分别沿着相应的滑槽内朝靠近或远离托板中心的方向移动,形成外径与环坯内径相适配的圆;环坯转动带动若干个导向组件相对于托板发生自转。
4、作为对本发明的限定,芯辊的横截面为圆面,包括与芯辊转轴相连的夹持段,以及带有不同道次成形槽的成形段,成形槽设置于成形段的外圆周面上,成形槽的径向沿芯辊径向设置;进给辊与成形槽对应形成异型截面型腔。
5、作为对本发明的进一步限定,成形段的外圆周表面从下至上分别设置有第一道次成形槽、第二道次成形槽、第三道次成形槽;进给辊包括第一道次进给辊、第二道次进给辊、第三道次进给辊;第一道次成形槽与第一道次进给辊、第二道次成形槽与第二道次进给辊、第三道次成形槽与第三道次进给辊间分别形成异型截面型腔。
6、作为对本发明的另一种限定,导向组件包括垂直于托板设置的导向辊,导向辊靠近托板的一端固设有轴承,轴承远离导向辊的一端通过紧固件沿滑槽长度方向滑动设置。
7、作为对本发明的进一步限定,轴承外圈与导向辊固定,轴承内径大于或等于滑槽宽度,轴承内圈的高度大于轴承外圈的高度,轴承内圈通过紧固件与托板活动连接,轴承内圈与托板接触,轴承外圈与托板间具有空隙。
8、作为对本发明的进一步限定,导向辊为中空圆柱体;导向组件还包括用于防止环坯从导向辊上端甩出的挡板,挡板设置于导向辊远离托板的一端,并与导向辊可拆卸式连接。
9、作为对本发明的进一步限定,挡板为圆环结构,其径向沿托板径向设置,挡板套设于导向辊外径上,与导向辊螺纹连接;挡板外圆周直径大于导向辊直径。
10、作为对本发明的进一步限定,托板上设置有若干条用于测量每个导向辊至托板中心间距离的刻度线,每条刻度线均从托板中心延伸至相应滑槽的末端处。
11、本发明还提供了一种利用多导向辊柔性约束滚压成形方法,包括以下步骤:
12、s1、机构与环坯的安装及定位
13、先根据环坯的直径大小,将若干个导向组件分别在托板滑槽中移动至相应位置后固定;
14、将环坯套装在若干个导向组件的外径上;
15、将环坯在芯辊与进给辊形成的异型截面型腔中定位;
16、s2、滚压成形
17、启动辊压机,芯辊转轴带动芯辊自转,同时进给辊进行径向进给,当异型截面型腔宽度达到环坯厚度时,环坯的内、外圆周表面与异型截面型腔完全贴合,此时进给辊停止进给,芯辊继续保持自转,环坯继续绕芯辊旋转一至两周,随后芯辊停止运动;将进给辊快速退出后取出环坯,完成滚压成形。
18、作为对本发明的进一步限定,步骤s2包括三个道次滚压成形,即:
19、ⅰ、第一道次滚压成形
20、启动辊压机,芯辊转轴带动芯辊自转,同时第一道次进给辊进行径向进给,当异型截面型腔宽度达到环坯厚度时,环坯的内、外圆周表面与异型截面型腔完全贴合,此时第一道次进给辊停止进给,芯辊继续保持自转,环坯继续绕芯辊旋转一至两周,随后芯辊停止运动;将第一道次进给辊快速退出后取出环坯,完成第一道次滚压成形;
21、ⅱ、第二道次滚压成形
22、将第一道次进给辊更换第二道次进给辊,本步骤中环坯为第一道次滚压成形后的环坯,重复步骤s1,将环坯在异型截面型腔中定位,使第二道次进给辊、环坯、芯辊的第二道次成形槽间完成配合;然后重复步骤ⅰ,完成第二道次滚压成形;
23、ⅲ、第三道次滚压成形
24、将第二道次进给辊更换第三道次进给辊,本步骤中环坯为第二道次滚压成形后的环坯,重复步骤s1,将环坯在异型截面型腔中定位,使第三道次进给辊、环坯、芯辊的第三道次成形槽间完成配合;然后重复步骤ⅰ,完成第三道次滚压成形;
25、最终实现薄壁异型截面金属环形件的成形。
26、由于采用了上述技术方案,本发明与现有技术相比,所取得的有益效果是:
27、本发明是对现有技术的环坯滚压成形装置的一种改进,具体改进点在于环坯套设于导向组件上,而导向组件可沿滑槽向靠近或远离托板中心的方向移动,当成形不同直径的薄壁异型截面金属环形件时,仅需调整若干个导向辊在滑槽中的位置即可,调整完后将环坯套设于导向组件上,进行后续滚压成形,相比于传统芯辊约束滚压成形工艺中必须更换相应直径大小的芯辊来说:一、降低了制造芯辊的成本,提高了工艺柔性;二、当成形大直径的薄壁异型截面金属环形件时,传统滚压工艺需要使用大直径的芯辊才能完成,由于大直径芯辊重量大,需要更大的驱动力,因此采用本发明可以减小设备驱动力,降低设备成本;
28、导向组件中的挡板螺纹套设于导向辊上,挡板距托板的高度可根据环坯高度来调节,在成形过程中,挡板为环坯的上限位,托板为环坯的下限位,避免环坯在成形过程中甩摆,导致成形的薄壁异型截面金属环形件呈椭圆状,提高了成形精度。
29、综上所述,本发明无需更换芯辊就可以成形出不同直径的薄壁异型截面金属环形件,降低了加工成本,提高了工艺柔性与生产效率;且避免了环坯在成形过程中甩摆,提高了成形精度;本发明适用于所有涉及滚压成形工艺的场景,用于成形出不同直径的薄壁异型截面金属环形件。
- 还没有人留言评论。精彩留言会获得点赞!