一种燃气工业炉壳体焊接设备的制作方法
本发明涉及壳体焊接,特别涉及一种燃气工业炉壳体焊接设备。
背景技术:
1、公开(公告)号cn115781093b公开了一种燃气工业炉壳体焊接装置,涉及壳体焊接技术领域。该种燃气工业炉壳体焊接装置,包括底板、焊接机器人、炉体和法兰盘,所述底板的上侧壁设置有用于对炉体以及法兰盘进行支撑的支撑机构,且底板的上侧壁设置有用于对炉体以及法兰盘进行对正调节的调节机构;所述调节机构包括固定连接在底板上侧壁的u形板,且u形板的侧壁通过移动机构连接有两个对称设置的移动板。
2、存在以下缺陷:
3、利用焊接机器人进行焊接,则导致焊接机器人只能一面接一面的焊接,对工业炉壳体外壁焊接结束后才能焊接工业炉壳体内壁,导致整体焊接的工序拉长,并且内外分别焊接相较于内外同时焊接,效果有所降低。
技术实现思路
1、本发明的目的在于提供一种燃气工业炉壳体焊接设备,并且依靠外移动组件和内移动组件旋转产生的动力同步移动,让焊接枪移动至内外焊接的位置相同,同步焊接内外,焊接的效果更好的同时也减少了工序时间,以解决上述背景技术中提出的问题。
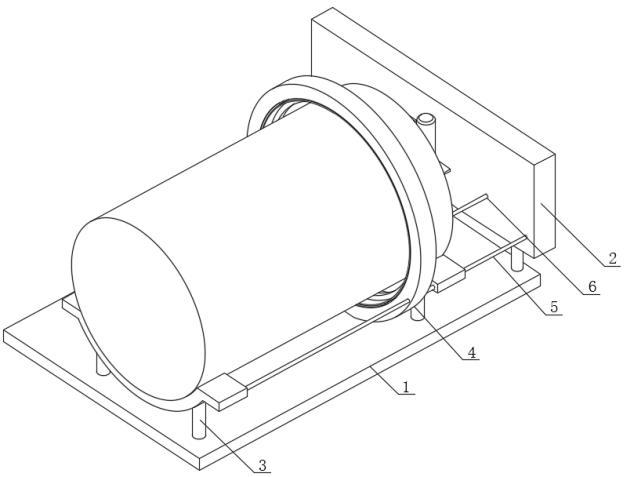
2、为实现上述目的,本发明提供如下技术方案:一种燃气工业炉壳体焊接设备,包括底座、侧面支撑台、后支撑组件以及前支撑组件,侧面支撑台、前支撑组件以及后支撑组件依次并排设置在底座上;
3、所述后支撑组件以及前支撑组件上放置工业炉壳体,侧面支撑台上设置有外移动组件以及内移动组件,外移动组件以及内移动组件共用一个动力设备,外移动组件贯穿前支撑组件以及后支撑组件并位于工业炉壳体的外部,内移动组件插入工业炉壳体内,并在端口上设置辅助支撑组件;
4、所述外移动组件和内移动组件上分别设置外清理焊接组件和内清理焊接组件,侧面支撑台上设置的气体输送组件分两路与外清理焊接组件和内清理焊接组件连通。
5、进一步的,后支撑组件包括后支撑腿和后支撑弧板,后支撑弧板的底面设置有对称的后支撑腿;
6、前支撑组件包括前支撑腿和前支撑弧板,前支撑弧板的底面设置有对称的后支撑腿,其中,前支撑弧板和后支撑弧板并排放置用于承托工业炉壳体,并在前支撑弧板和后支撑弧板的两端均开设槽孔。
7、进一步的,动力设备包括减速电机、主传动轴、皮带和副传动轴,减速电机通过螺栓安装在侧面支撑台上,减速电机的轴连接的主传动轴穿过侧面支撑台的轴承,副传动轴也穿过侧面支撑台的轴承,主传动轴和副传动轴上的皮带轮通过皮带做动力传输。
8、进一步的,所述外移动组件包括外丝杠和外滑杆,内移动组件包括内丝杠和内滑杆,外丝杠的端口与主传动轴通过联轴器装配,内丝杠的端口与副传动轴通过联轴器装配,外丝杠和外滑杆穿过前支撑弧板和后支撑弧板的两侧槽孔。
9、进一步的,辅助支撑组件包括支撑板和十字支撑架,支撑板的两端被对称的轴承座插入,内丝杠和内滑杆分别插入支撑板的两个轴承座内,支撑板上固定的十字支撑架端面抵在工业炉壳体的内壁上,用于为内丝杠和内滑杆提供支撑。
10、进一步的,外清理焊接组件包括外限位部件和外旋转部件,内清理焊接组件包括内限位部件和内旋转部件;
11、外旋转部件和内旋转部件分别卡在外限位部件和内限位部件内旋转并密封连接,清理部件和焊接枪设置在外旋转部件和内旋转部件上。
12、进一步的,外限位部件和内限位部件均包括结构相同的隔环、伺服电机、主动轮和辅助轮;
13、外限位部件还包括第一外环体,其中,第一外环体为内周面开口的环状结构,第一外环体两侧靠近边沿处被外丝杠和外滑杆贯穿,并与外丝杠啮合;
14、内限位部件还包括第一内环体,第一内环体为外周面开口的环状结构,第一内环体两侧被内丝杠和内滑杆贯穿,并且与内丝杠啮合;
15、隔环分别设置在第一外环体和第一内环体内,并分隔第一外环体和第一内环体的内部形成左槽和右槽,伺服电机设置在左槽中,主动轮安装在伺服电机的轴上,辅助轮设置有若干个,并等间距的分布在左槽中。
16、进一步的,外旋转部件和内旋转部件均包括外侧环和支撑柱;
17、外旋转部件还包括第二外环体,其中,第二外环体为内周面开口的环状结构;
18、内旋转部件还包括第二内环体,其中,第二内环体为内周面开口的环状结构;
19、第二外环体和第二内环体的开口内壁通过若干支撑柱连接撑开,并且第二外环体和第一外环体以及第二内环体和第一内环体通过连接将右槽形成密封的燃料通道;
20、所述外侧环固定在第二外环体和第二内环体的边沿上,外侧环的周面被主动轮和辅助轮抵住,用于带动第二外环体和第二内环体旋转。
21、进一步的,清理部件包括插座、插杆和毛刷,插座和焊接枪设置在第二外环体的内周面上,焊接枪位于外部并与燃料通道连通,插座和焊接枪还设置在第二内环体的外周面上,插杆的一端与毛刷连接,插杆的另一端插入插座中,用于更换。
22、进一步的,气体输送组件包括高压燃料罐、气管、单向阀和伸缩管,高压燃料罐设置在侧面支撑台上并通过管道连通,而伸缩管设有两根,两根伸缩管的一端接在侧面支撑台上,另一端分别接在第一外环体和第一内环体上,气管为成螺旋状的软管,高压燃料罐输出的管道通过单向阀接入三向管的主管,三向管剩余的两个管口与气管的一端连接,两个气管各自缠绕在伸缩管上,并分别两个燃料通道连通。
23、与现有技术相比,本发明的有益效果是:本发明提出的一种燃气工业炉壳体焊接设备,采用外清理焊接组件和内清理焊接组件同步做圆周运动的方式,同时对工业炉壳体的内外焊接,外清理焊接组件和内清理焊接组件整体体积较小,移动所需的动力降低。并且依靠外移动组件和内移动组件旋转产生的动力同步移动,让焊接枪移动至内外焊接的位置相同,同步焊接壳体内外,焊接的效果更好的同时也减少了工序时间,并且本设备还装配了清理结构,能够在焊接之前对所需焊接的位置表面进行清扫,有效的提高了焊接的效果。
技术特征:
1.一种燃气工业炉壳体焊接设备,其特征在于,包括底座(1)、侧面支撑台(2)、后支撑组件(3)以及前支撑组件(4),侧面支撑台(2)、前支撑组件(4)以及后支撑组件(3)依次并排设置在底座(1)上;
2.如权利要求1所述的一种燃气工业炉壳体焊接设备,其特征在于,后支撑组件(3)包括后支撑腿(31)和后支撑弧板(32),后支撑弧板(32)的底面设置有对称的后支撑腿(31);
3.如权利要求2所述的一种燃气工业炉壳体焊接设备,其特征在于,动力设备(10)包括减速电机(101)、主传动轴(102)、皮带(103)和副传动轴(104),减速电机(101)通过螺栓安装在侧面支撑台(2)上,减速电机(101)的轴连接的主传动轴(102)穿过侧面支撑台(2)的轴承,副传动轴(104)也穿过侧面支撑台(2)的轴承,主传动轴(102)和副传动轴(104)上的皮带轮通过皮带(103)做动力传输。
4.如权利要求3所述的一种燃气工业炉壳体焊接设备,其特征在于,所述外移动组件(5)包括外丝杠(51)和外滑杆(52),内移动组件(6)包括内丝杠(61)和内滑杆(62),外丝杠(51)的端口与主传动轴(102)通过联轴器装配,内丝杠(61)的端口与副传动轴(104)通过联轴器装配,外丝杠(51)和外滑杆(52)穿过前支撑弧板(42)和后支撑弧板(32)的两侧槽孔。
5.如权利要求4所述的一种燃气工业炉壳体焊接设备,其特征在于,辅助支撑组件(7)包括支撑板(71)和十字支撑架(72),支撑板(71)的两端被对称的轴承座插入,内丝杠(61)和内滑杆(62)插入支撑板(71)的两个轴承座内,支撑板(71)上固定的十字支撑架(72)端面抵在工业炉壳体的内壁上,用于为内丝杠(61)和内滑杆(62)提供支撑。
6.如权利要求5所述的一种燃气工业炉壳体焊接设备,其特征在于,外清理焊接组件(8a)包括外限位部件(81a)和外旋转部件(82a),内清理焊接组件(8b)包括内限位部件(81b)和内旋转部件(82b);
7.如权利要求6所述的一种燃气工业炉壳体焊接设备,其特征在于,外限位部件(81a)和内限位部件(81b)均包括结构相同的隔环(812)、伺服电机(813)、主动轮(814)和辅助轮(815);
8.如权利要求7所述的一种燃气工业炉壳体焊接设备,其特征在于,外旋转部件(82a)和内旋转部件(82b)均包括外侧环(822)和支撑柱(823);
9.如权利要求8所述的一种燃气工业炉壳体焊接设备,其特征在于,清理部件(83)包括插座(831)、插杆(832)和毛刷(833),插座(831)和焊接枪(84)设置在第二外环体(821a)和外侧环(822)的内周面上,焊接枪(84)位于外部并与燃料通道连通,插座(831)和焊接枪(84)还设置在第二内环体(821b)和外侧环(822)的外周面上,插杆(832)的一端与毛刷(833)连接,插杆(832)的另一端插入插座(831)中,用于更换。
10.如权利要求9所述的一种燃气工业炉壳体焊接设备,其特征在于,气体输送组件(9)包括高压燃料罐(91)、气管(92)、单向阀(93)和伸缩管,高压燃料罐(91)设置在侧面支撑台(2)上并通过管道连通,而伸缩管设有两根,两根伸缩管的一端接在侧面支撑台(2)上,另一端分别接在第一外环体(811a)和第一内环体(811b)上,气管(92)设置为成螺旋状的软管,高压燃料罐(91)输出的管道通过单向阀(93)接入三向管的主管,三向管剩余的两个管口与气管(92)的一端连接,两个气管(92)各自缠绕在伸缩管上,并分别与两个燃料通道连通。
技术总结
本发明公开了一种燃气工业炉壳体焊接设备,属于壳体焊接技术领域,包括底座、侧面支撑台、后支撑组件以及前支撑组件,侧面支撑台、前支撑组件以及后支撑组件依次并排设置在底座上;所述后支撑组件以及前支撑组件上放置工业炉壳体,侧面支撑台上设置有外移动组件以及内移动组件,外移动组件以及内移动组件共用一个动力设备。本发明提出的一种燃气工业炉壳体焊接设备,采用外清理焊接组件和内清理焊接组件同步做圆周运动的方式,同时对工业炉壳体的内外焊接,焊接的效果更好的同时也减少了工序时间,并且本设备还装配了清理结构,能够在焊接之前对所需焊接的位置进行表面清扫,有效的提高了焊接的效果。
技术研发人员:赵加波,刘召磊,徐海健,韩国平,王孝四,徐敏,杨浩,张婷婷,刘其鹏,高承禄,卫丽华,于涛,代东,于龙飞,王立浩
受保护的技术使用者:山东一然环保科技有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!