一种高速线自动化焊接生产线的制作方法
本发明中涉及线材生产,特别涉及一种高速线自动化焊接生产线。
背景技术:
1、线材作为钢铁行业的重要产品之一,广泛用于建筑、机械及金属制品行业,其中,高速线一般包括有中间芯线和位于中间芯线左、右侧的侧面芯线,该侧面芯线又称作地线,三者并排邻设接触,中间芯线的外部包覆有铝箔层;左、右侧面的侧面芯线位于铝箔层的外部,整体最外层由pe附膜包覆。
2、现有技术中的高速线自动化焊接生产线中,需要人工干涉的操作较多,然而,人工操作效率较低,且出错率相对较高,降低了高速线的生产质量。因此提出一种高速线自动化焊接生产线以改善上述问题。
技术实现思路
1、本申请的目的在于提供一种高速线自动化焊接生产线,以解决上述背景技术中提出的问题。
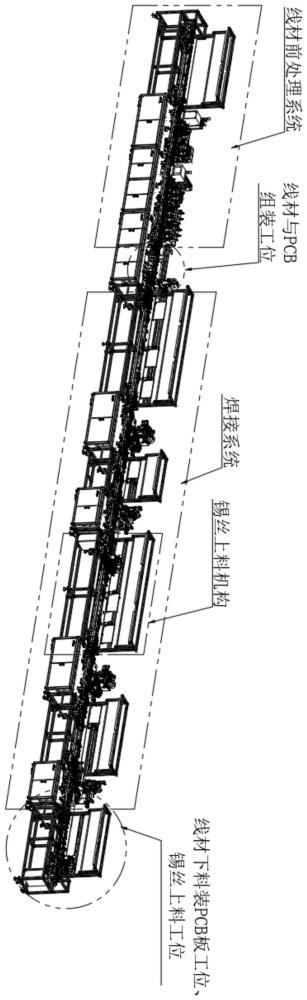
2、为实现上述目的,本申请提供如下技术方案:一种高速线自动化焊接生产线,沿料流方向,所述高速线自动化焊接生产线依次包括线材前处理系统和焊接系统;
3、沿料流方向,所述线材前处理系统依次包括治具回转模组a、前段pcie治具流道、uv镭射模组、弯折铝箔模组、挪移铝箔模组、co2镭射内被模组、挪移内被模组、分pin整形模组、整形模组;
4、沿料流方向,所述焊接系统依次包括双机头焊接模组a、aoi检测模组a、喷胶a上料流水线、喷胶模组a、固化模组a、锡丝上料机构、双机头焊接模组b、aoi检测模组b、喷胶上料流水线a、取喷胶治具模组、喷胶模组b、固化模组b;
5、所述线材前处理系统与焊接系统之间设置有线材与pcb组装工位;
6、所述焊接系统的尾端设置有线材下料装pcb板工位和锡丝上料工位。
7、作为本方案的进一步补充,沿料流方向,所述锡丝上料机构依次包括拉锡丝组件a、拨线流水线模组b。
8、作为本方案的进一步补充,沿料流方向,所述线材与pcb组装工位处依次设置治具回转模组b、治具回转模组c、治具搬运机械手、拨线流水线模组a。
9、作为本方案的进一步补充,沿料流方向,所述线材下料装pcb板工位和锡丝上料工位处依次设置有喷胶上料流水线模组b、拉锡丝组件b、治具回转模组d。
10、作为本方案的进一步补充,所述uv镭射模组和co2镭射内被模组均包括上下激光头,进行单激光器双出光;
11、所述弯折铝箔模组包括压线机构和弯折机构,所述压线机构压住产品,所述弯折机构上下动作,实现铝箔弯折;
12、所述挪移铝箔模组、挪移内被模组、分pin整形模组、整形模组均包括压线机构、前后机构、上下刀组机构,所述压线机构压住产品,所述上下刀组闭合,所述前后机构后拉,以使得所述挪移铝箔模组实现挪移铝箔功能,使得所述挪移内被模组实现挪移内被功能,所述分pin整形模组和整形模组上的前后机构均重复数次前后动作,实现分pin整形功能。
13、作为本方案的进一步补充,所述治具回转模组a、治具回转模组b、治具回转模组c和治具回转模组d均包括升降平台和皮带线,所述升降平台和皮带线对治具进行升降回转;所述治具搬运机械手由x、y、z三轴组合而成,实现多位置作业功能;所述前段pcie治具流道、拨线流水线模组a、喷胶a上料流水线、拨线流水线模组b、喷胶上料流水线a和喷胶上料流水线模组b均包括两条皮带线,一条所述皮带线为前端设备输入治具,另一条所述皮带线为后端设备输出治具,实现治具循环。
14、作为本方案的进一步补充,所述双机头焊接模组a和双机头焊接模组b均由x轴、y轴、焊接机头三部分组成;所述aoi检测模组a和aoi检测模组b均由x轴、aoi机构两部分组成,通过aoi视觉检测产品是否ng;所述喷胶模组a和喷胶模组b均由x轴、y轴、z轴、喷胶机构四部分组成,所述x、y、z三轴能实现多位置作业功能;所述固化模组a和固化模组b均包括固化灯,可以利用其强大的紫外线输出,使光敏物质在光的作用下进行固化。
15、作为本方案的进一步补充,所述拉锡丝组件a和拉锡丝组件b均由锡丝机构和x轴组成,所述x轴能根据产品需求,调整所需锡丝的长度。
16、作为本方案的进一步补充,所述线材与pcb组装工位处还设置有处理完成的夹线治具、回流的空夹线治具、前处理流道治具、夹线治具升降模组、装有pcb和锡丝的焊接治具、焊接治具回流线、装有pcb、锡丝和夹线治具的焊接治具、夹线治具组装机械手。
17、作为本方案的进一步补充,所述线材下料装pcb板工位和锡丝上料工位处还设置有线材下料与pcb上料工位、带有pcb和锡丝的焊接治具回流线、治具升降机构、锡丝上料模组;所述锡丝上料机构还包括流水线、焊接治具、锡丝上料工位、锡丝上料模组、检查拨线工位、焊接工位、焊接模组。
18、综上,本发明的技术效果和优点:
19、本发明中,通过线材前处理系统和焊接系统的配合设置,以及在线材前处理系统与焊接系统之间设置的线材与pcb组装工位、在焊接系统的尾端设置的线材下料装pcb板工位和锡丝上料工位,与现有的其他高速线生产线相比,可大大提高高速线材生产的自动化程度,从而更大程度上的降低人工劳动力,有利于进一步提高高速线的生产质量。
技术特征:
1.一种高速线自动化焊接生产线,其特征在于:包括:
2.根据权利要求1所述的一种高速线自动化焊接生产线,其特征在于:沿料流方向,所述锡丝上料机构依次包括拉锡丝组件a(19)、拨线流水线模组b(20)。
3.根据权利要求2所述的一种高速线自动化焊接生产线,其特征在于:沿料流方向,所述线材与pcb组装工位处依次设置治具回转模组b(10)、治具回转模组c(11)、治具搬运机械手(12)、拨线流水线模组a(13)。
4.根据权利要求3所述的一种高速线自动化焊接生产线,其特征在于:沿料流方向,所述线材下料装pcb板工位和锡丝上料工位处依次设置有喷胶上料流水线模组b(27)、拉锡丝组件b(28)、治具回转模组d(29)。
5.根据权利要求1所述的一种高速线自动化焊接生产线,其特征在于:所述uv镭射模组(3)和co2镭射内被模组(6)均包括上下激光头;所述弯折铝箔模组(4)包括压线机构和弯折机构,所述压线机构压住产品,所述弯折机构上下动作,实现铝箔弯折;
6.根据权利要求4所述的一种高速线自动化焊接生产线,其特征在于:所述治具回转模组a(1)、治具回转模组b(10)、治具回转模组c(11)和治具回转模组d(29)均包括升降平台和皮带线,所述升降平台和皮带线对治具进行升降回转;所述治具搬运机械手(12)由x、y、z三轴组合而成,实现多位置作业功能;所述前段pcie治具流道(2)、拨线流水线模组a(13)、喷胶a上料流水线(16)、拨线流水线模组b(20)、喷胶上料流水线a(23)和喷胶上料流水线模组b(27)均包括两条皮带线,一条所述皮带线为前端设备输入治具,另一条所述皮带线为后端设备输出治具,实现治具循环。
7.根据权利要求4所述的一种高速线自动化焊接生产线,其特征在于:所述双机头焊接模组a(14)和双机头焊接模组b(21)均由x轴、y轴、焊接机头三部分组成;所述aoi检测模组a(15)和aoi检测模组b(22)均由x轴、aoi机构两部分组成,通过aoi视觉检测产品是否ng;所述喷胶模组a(17)和喷胶模组b(25)均由x轴、y轴、z轴、喷胶机构四部分组成,所述x、y、z三轴能实现多位置作业功能;所述固化模组a(18)和固化模组b(26)均包括固化灯,可以利用其强大的紫外线输出,使光敏物质在光的作用下进行固化。
8.根据权利要求4所述的一种高速线自动化焊接生产线,其特征在于:所述拉锡丝组件a(19)和拉锡丝组件b(28)均由锡丝机构和x轴组成,所述x轴能根据产品需求,调整所需锡丝的长度。
9.根据权利要求4所述的一种高速线自动化焊接生产线,其特征在于:所述线材与pcb组装工位处还设置有处理完成的夹线治具、回流的空夹线治具、前处理流道治具、夹线治具升降模组、装有pcb和锡丝的焊接治具、焊接治具回流线、装有pcb、锡丝和夹线治具的焊接治具、夹线治具组装机械手。
10.根据权利要求4所述的一种高速线自动化焊接生产线,其特征在于:所述线材下料装pcb板工位和锡丝上料工位处还设置有线材下料与pcb上料工位、带有pcb和锡丝的焊接治具回流线、治具升降机构、锡丝上料模组;所述锡丝上料机构还包括流水线、焊接治具、锡丝上料工位、锡丝上料模组、检查拨线工位、焊接工位、焊接模组。
技术总结
本发明公开了一种高速线自动化焊接生产线,涉及到线材生产技术领域,沿料流方向,所述高速线自动化焊接生产线依次包括线材前处理系统和焊接系统,所述线材前处理系统与焊接系统之间设置有线材与PCB组装工位;所述焊接系统的尾端设置有线材下料装PCB板工位和锡丝上料工位。本发明通过线材前处理系统和焊接系统的配合设置,以及在线材前处理系统与焊接系统之间设置的线材与PCB组装工位、在焊接系统的尾端设置的线材下料装PCB板工位和锡丝上料工位,与现有的其他高速线生产线相比,可大大提高高速线材生产的自动化程度,从而更大程度上的降低人工劳动力,有利于进一步提高高速线的生产质量。
技术研发人员:姚天金
受保护的技术使用者:东莞市三信精密机械有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!