一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置及方法
本发明涉及一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置及方法,属于电磁脉冲焊接。
背景技术:
1、镁和铝是目前是使用最多最广的轻质金属之一,常用于汽车、航空航天、仪器仪表等领域。但镁合金、铝合金在物理、化学性能上存在差异,当进行两种金属的焊接时,会出现应力集中、气孔、裂纹等缺陷,进而影响焊接接头强度和服役时间。为此,部分学者提出采用基于电磁脉冲焊接的方式来实现镁合金-铝合金异种金属的焊接。
2、但在电磁脉冲焊接过程中,由于材料变形抗力的存在,镁合金的变形抗力过大会导致镁合金-铝合金焊接接头不能实现有效的冶金结合。镁合金的变形抗力是阻碍电磁脉冲焊接技术实现镁合金和铝合金结合界面形成的关键因素,严重制约了镁合金-铝合金电磁脉冲焊接技术的发展和应用。而在磁场的环境下,镁合金的晶粒结构、位错运动和变形抗力会发生改变,镁合金变形抗力会降低,从而镁合金-铝合金焊接接头能够实现有效的冶金结合。因此,如何设计一种新的焊接方法和装置,准确调控镁合金板的空间磁场,调控镁合金板晶粒结构、位错运动和变形性能,从而使镁合金-铝合金焊接接头实现有效的冶金结合,需要进一步考虑。
技术实现思路
1、本发明的目的是提供一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置及工作方法,采用基于双脉冲源的镁合金-铝合金电磁脉冲焊接装置对镁-铝合金进行电磁脉冲焊接时,可通过晶闸管的延时导通改变脉冲电流前沿,从而调控镁合金板的空间磁场,调控镁合金板晶粒结构、位错运动和变形性能,降低镁合金板变形性能,从而确保镁合金-铝合金焊接接头实现有效的冶金结合。
2、为了达到上述目的,本发明采用的主要技术方案包括:包括脉冲源部分和焊接部分,其特征在于:所述脉冲源部分分为镁合金板性能调控用脉冲源和铝合金板变形用脉冲源,铝合金板变形用上侧线圈采用放电开关为真空触发管,脉冲源由6个模块并联组成,镁合金板性能调控用下侧线圈放电开关为晶闸管,脉冲源由6个模块并联组成,所述焊接部分包括上侧线圈,所述上侧线圈的下方设置有铝合金板,所述铝合金板的下方设置有垫片,所述垫片的下方设置有镁合金板,所述镁合金板的下方设置有下侧线圈。
3、优选的,所述下侧线圈为方形螺旋型线圈。
4、优选的,所述上侧线圈为i型线圈。
5、一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置的工作方法,包括如下步骤:
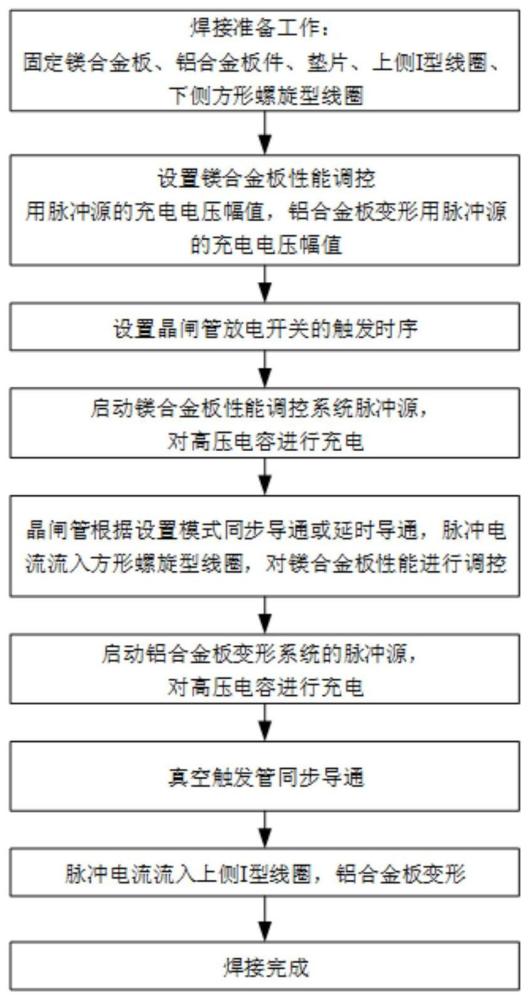
6、s1:对上侧线圈、铝合金板、垫片、镁合金板、下侧线圈和双脉冲源进行固定;
7、s2:设置镁合金板性能调控用脉冲源的充电电压幅值,铝合金板变形用脉冲源的充电电压幅值;设置镁合金板性能调控系统电路中放电开关的触发时间;
8、s3:启动镁合金板性能调控系统的脉冲源,对高压电容进行充电;
9、s4:脉冲电流流入方形螺旋型线圈,进行性能调控;
10、s5:启动铝合金板变形系统的脉冲源,对高压电容进行充电;
11、s6:脉冲电流流入i型线圈,铝合金板在电磁力作用下发生变形,并与镁合金板碰撞,焊接完成。
12、优选的,在s2中,所述镁合金板性能调控系统电路中放电开关的触发时间为不同模块间晶闸管延时触发的时间。
13、优选的,所述不同模块间晶闸管延时触发的时间为同步触发,所述不同模块间晶闸管延时触发的时间为延时0-20微秒可调。
14、优选的,在s3中待充电完成后,晶闸管根据设置模式同步导通或延时导通。
15、优选的,在s4中镁合金板在磁场作用下进行性能调控。
16、优选的,其特征在于:在s5中待充电完成后,真空触发管同步导通。
17、优选的,所述下侧线圈的下方设置有,所述底座的底部安装有连接板,所述连接板上转动安装有支撑腿,所述支撑腿的数量为四个,四个所述支撑腿均匀分布在所述底座的底部,所述支撑腿的两侧均安装有转块,所述连接板上开设有与所述转块相互配合的转槽,所述转块上开设有多个转腔,所述转腔的内部转动安装有滚珠,所述连接板的一侧安装有侧板,所述侧板和所述支撑腿上均设置有相互配合的支撑架,其中两个所述支撑腿上滑动安装有插杆,所述插杆上开设有空腔,所述空腔的内部安装有弹簧,所述弹簧的一端安装有限位架,所述支撑腿上开设有与所述限位架相互配合的卡槽,所述插杆上安装有握把,其中两个所述支撑腿上开设有与所述插杆相互配合的插槽,所述底座的顶部安装有限位架,所述底座上安装有支撑架。
18、本发明至少具备以下有益效果:
19、采用基于双脉冲源的镁合金-铝合金电磁脉冲焊接装置对镁-铝合金进行电磁脉冲焊接时,可通过晶闸管的延时导通改变脉冲电流前沿,从而调控镁合金板的空间磁场,调控镁合金板晶粒结构、位错运动和变形性能,降低镁合金板变形性能,从而确保镁合金-铝合金焊接接头实现有效的冶金结合。
技术特征:
1.一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置,包括脉冲源部分和焊接部分,其特征在于:所述脉冲源部分分为镁合金板性能调控用脉冲源和铝合金板变形用脉冲源,铝合金板变形用上侧线圈采用放电开关为真空触发管,脉冲源由6个模块并联组成,镁合金板性能调控用下侧线圈放电开关为晶闸管,脉冲源由6个模块并联组成,所述焊接部分包括上侧线圈(1),所述上侧线圈(1)的下方设置有铝合金板(2),所述铝合金板(2)的下方设置有垫片(3),所述垫片(3)的下方设置有镁合金板(4),所述镁合金板(4)的下方设置有下侧线圈(5)。
2.根据权利要求1所述的一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置,其特征在于:所述下侧线圈(5)为方形螺旋型线圈。
3.根据权利要求1所述的一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置,其特征在于:所述上侧线圈(1)为i型线圈。
4.根据权利要求1所述的一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置,其特征在于:所述下侧线圈(5)的下方设置有,所述底座(6)的底部安装有连接板(7),所述连接板(7)上转动安装有支撑腿(8),所述支撑腿(8)的数量为四个,四个所述支撑腿(8)均匀分布在所述底座(6)的底部,所述支撑腿(8)的两侧均安装有转块(14),所述连接板(7)上开设有与所述转块(14)相互配合的转槽,所述转块(14)上开设有多个转腔,所述转腔的内部转动安装有滚珠(15),所述连接板(7)的一侧安装有侧板(9),所述侧板(9)和所述支撑腿(8)上均设置有相互配合的支撑架(13),其中两个所述支撑腿(8)上滑动安装有插杆(10),所述插杆(10)上开设有空腔,所述空腔的内部安装有弹簧(16),所述弹簧(16)的一端安装有限位架(12),所述支撑腿(8)上开设有与所述限位架(12)相互配合的卡槽,所述插杆(10)上安装有握把(11),其中两个所述支撑腿(8)上开设有与所述插杆(10)相互配合的插槽,所述底座(6)的顶部安装有限位架(12),所述底座(6)上安装有支撑架(13)。
5.一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置的方法,其特征在于:包括如下步骤:
6.根据权利要求5所述的一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置的方法,其特征在于:在s2中,所述镁合金板性能调控系统电路中放电开关的触发时间为不同模块间晶闸管延时触发的时间。
7.根据权利要求6所述的一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置的方法,其特征在于:所述不同模块间晶闸管延时触发的时间为同步触发,所述不同模块间晶闸管延时触发的时间为延时0-20微秒可调。
8.根据权利要求5所述的一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置的工作方法,其特征在于:在s3中待充电完成后,晶闸管根据设置模式同步导通或延时导通。
9.根据权利要求5所述的一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置的方法,其特征在于:在s4中镁合金板在磁场作用下进行性能调控。
10.根据权利要求5所述的一种基于镁合金性能调控的镁合金-铝合金电磁脉冲焊接装置的方法,其特征在于:在s5中待充电完成后,真空触发管同步导通。
技术总结
本发明涉及电磁脉冲焊接技术领域,具体为一种基于镁合金性能调控的镁合金‑铝合金电磁脉冲焊接装置及工作方法,包括脉冲源部分和焊接部分,其中,脉冲源部分分为镁合金板性能调控用脉冲源和铝合金板变形用脉冲源,铝合金板变形用上侧线圈采用放电开关为真空触发管,脉冲源由6个模块并联组成,镁合金板性能调控用下侧线圈放电开关为晶闸管。本发明采用基于双脉冲源的镁合金‑铝合金电磁脉冲焊接装置对镁‑铝合金进行电磁脉冲焊接时,可通过晶闸管的延时导通改变脉冲电流前沿,从而调控镁合金板的空间磁场,调控镁合金板晶粒结构、位错运动和变形性能,降低镁合金板变形性能,从而确保镁合金‑铝合金焊接接头实现有效的冶金结合。
技术研发人员:李成祥,周言,陈丹,吴赵骁
受保护的技术使用者:重庆大学
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!