一种不锈钢仪表管焊接装置及工艺的制作方法
本发明属于焊接设备,具体的说是一种不锈钢仪表管焊接装置及工艺。
背景技术:
1、不锈钢仪表管的焊接方式有很多种,通常使用的不锈钢焊接方法包括tig(氩弧焊)和mig(气体金属弧焊)。tig焊接通常用于对焊接质量和外观有较高要求的情况,而mig焊接则适用于一些较大的焊接任务,这些焊接方式都是为了将两根不锈钢仪表管焊接到一起。
2、但上述技术往往存在以下缺陷:目前不锈钢仪表管均采用手工氩弧焊进行焊接,对焊工的要求较高,效率较低,焊接质量不稳定。而封闭式全位置tig自动氩弧焊在食品、医药等行业不锈钢管道安装方面应用较为广泛,主要采用不加丝自熔方式进行焊接。由于自熔不加丝方式焊口焊缝表面可能会出现低于母材情况,对于火力发电厂超超临界机组的高温、高压工况,不符合电站焊接规程规范,为此,本发明提供一种不锈钢仪表管焊接装置及工艺。
技术实现思路
1、为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
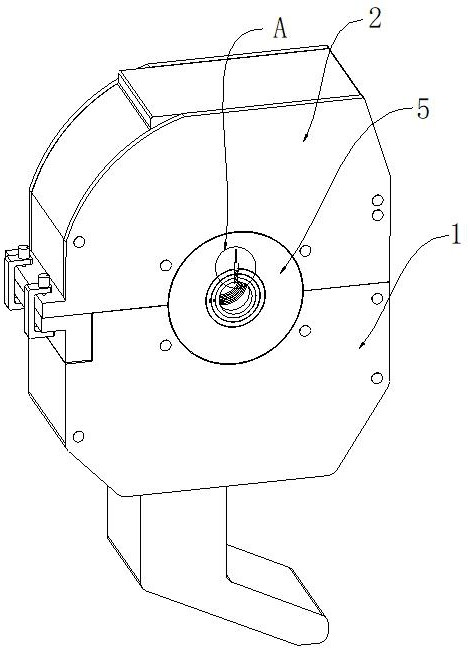
2、本发明解决其技术问题所采用的技术方案是:本发明所述的一种不锈钢仪表管焊接装置,包括焊接机、驱动轮、仪表管和可熔环;所述焊接机上设置有密封盖,所述密封盖内通过驱动机构驱动转动轮转动,所述转动轮的内侧壁固定安装有焊接头,所述密封盖和焊接机的两侧均开设有半圆槽,所述焊接机上的半圆槽内壁固定连接有安装环,所述安装环的中心部位可用于对仪表管限位,所述可熔环套在仪表管上;通过将两根不同的钢管插入从焊接机两侧,插入到焊接机内,并提前将可熔环套在其中一根仪表管上,然后打开密封盖将仪表管移动到中间进行接触,然后关上密封盖,让仪表管可以在封闭式环境下被焊接,接着驱动机构驱动转动轮转动,同时让焊接头对可熔环处进行焊接,两根仪表管的接触点会形成i型坡口,i型坡口加可熔环自熔焊,焊缝凸起,从而符合规程规范,同时可熔环还可以加大仪表管直接的焊接面积,实现封闭式全位置tig自动氩弧焊结合可熔环新工艺,克服了由于封闭式全位置tig自动氩弧焊自熔不加丝方式焊口焊缝表面可能会出现低于母材情况,达到了焊接接头能够符合电站焊接规程规范。
3、优选的,所述焊接机的内壁一侧通过支架固定连接有电动伸缩杆,所述焊接机内壁相对应电动伸缩杆的一侧通过支架固定连接有连接柱,所述连接柱内滑动连接有定位柱,所述焊接机内设置有驱动定位柱移动的移动机构;由于可熔环套在仪表管上后,还需要人工操作移动可熔环到仪表管的连接处,操作整个焊接过程过于麻烦,通过上述机构可将可熔环套其中一根仪表管上,然后将可熔环放置到焊接机内,之后可以启动电动伸缩杆,让电动伸缩杆的输出端进行移动,同时借助移动机构驱动定位柱进行移动,这时电动伸缩杆的输出端和定位柱会彼此靠近移动,最后将可熔环夹持在仪表管的连接处,从而达到自动化对可熔环进行定位的效果,提高对仪表管焊接的便捷性,之后再让电动伸缩杆的输出端和定位柱进行复位,然后可以让焊接头对仪表管进行焊接工作。
4、优选的,所述移动机构包括空心的弹性块,所述弹性块固定连接在焊接机靠近连接柱的内壁一侧,所述弹性块与连接柱内部之间连通有软管,所述定位柱与连接柱内壁之间设置有复位的弹性件,所述电动伸缩杆的输出端固定连接有连接杆,所述连接杆远离电动伸缩杆的一端固定连接有挤压弹性块的压板;当电动伸缩杆的输出端箱靠近转动轮的一侧一端时,会带动连接杆一起移动,这时移动杆会带动压板对弹性块进行挤压,从而让弹性块内的气体从软管进入到连接柱内推动定位柱,这时定位柱会跟随电动伸缩杆的输出端进行同步移动,从而将可熔环夹持在仪表管的连接处,通过上述机构可以借助电动伸缩杆的输出端在移动时,同步带动定位柱进行移动,无需再增设其它的动力机构驱动定位柱移动,节约了资源。
5、优选的,所述电动伸缩杆的输出端通过支架固定连接有储存套,所述储存套的内壁开设有多组凹槽,所述凹槽的内壁固定连接有空心且弹性的凸块,所述可熔环储存在储存套内,所述储存套远离转动轮的一侧滑动连接有推动可熔环的推杆,所述推杆远离可熔环的一端与密封盖内壁固定连接;通过将密封盖打开,这时的推杆与储存套脱离的,然后将可熔环储存到储存套内,这时凸块会对可熔环进行限位,然后关闭密封盖,之后在仪表管进入到焊接机内时,所有的可熔环都会套在仪表管上,这时启动电动伸缩杆,让电动伸缩杆的输出端向靠近推杆的一侧移动,此时推杆会推动可熔环,使得最前方的可熔环从储存套内脱离,剩余的会被凸块限位,可熔环经过凸块时,会将凸块挤压变形到凹槽内,这时的凸块同样可以对可熔环进行限位,然后再让电动伸缩杆的输出端向转动轮的一侧移动,此时与储存套脱离的可熔环依旧会被储存套推动,直到移动到仪表管的连接处,然后再让储存套远离转动轮处,通过上述机构可以对可熔环进行储存,从而达到自动上料以及下料的作用。
6、优选的,所述安装环的内壁固定连接有第一连接环,所述第一连接环的内壁套有第二连接环,所述第二连接环的内壁套有第三连接环,所述第一连接环和第二连接环的内壁均开设有环形槽,所述第三连接环,所述第二连接环和第三连接环的外侧壁均固定连接有与环形槽滑动连接的固定块,第一连接环和第二连接环远离转动轮的一侧均开设有与环形槽连通的连接槽,所述第一连接环、第二连接环和第三连接环远离转动轮的一侧均固定连接有连接杆;由于不同仪表管的管径不同,此时安装环无法对所有的仪表管进行适配使用,此时可以根据实际需求来选择合适的连接环,当需要使用第二连接环时,可以转动第一连接环上的圆杆,让第一连接环上的固定块在环形槽内转动连接槽处,然后拉动圆杆即可让固定块从环形槽和连接槽内脱离,从而将第一连接环进行拆除,这时可以使用第二连接环对仪表管进行限位,仪表管会穿过第二连接环内壁,需要对第三连接环进行使用时重复上述操作,需要对第一连接环进行安装时,只需要将固定块安装到连接槽内,然后再进入到环形槽内,之后转动第一连接环让固定块与连接槽远离即可,此时的环形槽会对第一连接环进行限位,通过上述机构可以对不同的连接环进行使用,从而方便对不同管径的仪表管进行限位。
7、优选的,所述安装环靠近圆杆的一侧滑动连接有定位板,所述定位板底面开设有与圆杆贴合的限位槽;由于焊接机在日常使用时,工作人员可能会误碰到圆杆,从而导致固定块从环形槽内脱离,进而影响到对仪表管的焊接工作,此时可以借助定位板上的限位槽对圆杆进行限位,防止连接环出现误转动,在需要连接环转动时,可以向上移动定位板,让限位槽不再对圆杆进行限位。
8、一种不锈钢仪表管焊接工艺,该工艺采用上述的不锈钢仪表管焊接装置,该工艺包括如下步骤:
9、s1:通过将密封盖打开,然后将可熔环储存到储存套内,这时凸块会对可熔环进行限位,然后关闭密封盖让仪表管可以在封闭式环境下被焊接,然后将两根仪表管分别插入到两侧的第一连接环内,并且让仪表管相接触;
10、s2:启动电动伸缩杆,让电动伸缩杆的输出端向靠近推杆的一侧移动,此时推杆会推动可熔环,使得最前方的可熔环从储存套内脱离;
11、s3:再启动电动伸缩杆,让电动伸缩杆的输出端向转动轮的一侧移动,此时与储存套脱离的可熔环依旧会被储存套推动,直到移动到仪表管的连接处;
12、s4:然后再让电动伸缩杆的输出端带动储存套远离转动轮处,之后使用焊接头对可熔环和仪表管进行焊接,焊接时间在1min-2min。
13、通过上述焊接工艺可以让不锈钢仪表管在全封闭的环境下被焊接,实现封闭式全位置tig自动氩弧焊结合可熔环新工艺。
14、本发明的有益效果如下:
15、1.本发明通过将两根不同的钢管插入从焊接机两侧,插入到焊接机内,并提前将可熔环套在其中一根仪表管上,然后打开密封盖将仪表管移动到中间进行接触,然后关上密封盖,让仪表管可以在封闭式环境下被焊接,根仪表管的接触点会形成i型坡口,i型坡口加可熔环自熔焊,焊缝凸起,从而符合规程规范。
16、2.本发明将可熔环套其中一根仪表管上,然后将可熔环放置到焊接机内,之后可以启动电动伸缩杆,让电动伸缩杆的输出端进行移动,同时借助移动机构驱动定位柱进行移动,这时电动伸缩杆的输出端和定位柱会彼此靠近移动,最后将可熔环夹持在仪表管的连接处,从而达到自动化对可熔环进行定位的效果,提高对仪表管焊接的便捷性,之后再让电动伸缩杆的输出端和定位柱进行复位,然后可以让焊接头对仪表管进行焊接工作。
- 还没有人留言评论。精彩留言会获得点赞!