一种用于监控轧机的热金属检测器检测异常的监测方法与流程
本发明涉及轧机控制技术,更具体地说,它涉及一种用于监控轧机的热金属检测器检测异常的监测方法。
背景技术:
1、双高线轧制工况中的中轧轧机分布8组轧机,轧机入口处设计两组检测红钢信号的热金属检测器。原设计在正常轧制工况时,可保证顺利轧制,轧机入口处的两组检测红钢信号的热金属检测器用于中轧轧机组上游分钢辊道分钢系统的判断信号中转信号,同时也用于中轧机以及双线高速区1#活套的跟踪有钢信号。现有设计在正常轧制过程中,双线红钢在轧入轧机入口机架中红钢表面的高温氧化铁皮会持续脱落至两组热金属检测器的正下方,导致其产生红钢信号的误触发信号,最终造成中轧机上游分钢系统无法正常分钢以及中轧机、双线高速区1#活套的跟踪有钢信号无法正常产生,再者轧机的电流或力矩异常波动也无法得到正常监测,轧辊表面的异常工况无法得到及时反馈。
技术实现思路
1、本发明要解决的技术问题是针对现有技术的不足,提供一种用于监控轧机的热金属检测器检测异常的监测方法,保证了中轧机组上游分钢系统的正常分钢以及中轧机和双线高速区1#活套的跟踪有钢信号的正常反馈,可对中轧机组入口机架的轧机工况进行有效判断以及红钢信号的精确检测,确保轧制稳定。
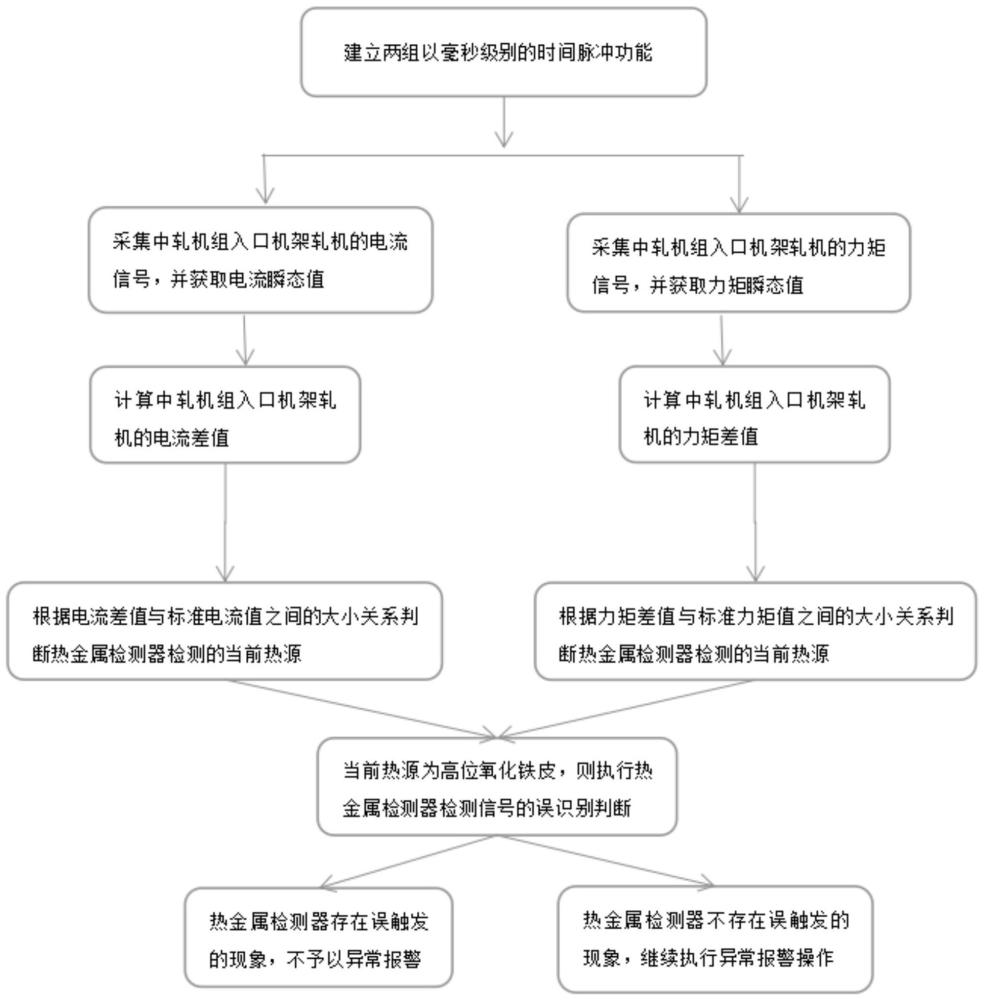
2、本发明所述的一种用于监控轧机的热金属检测器检测异常的监测方法,采集轧机的电流瞬态值、力矩瞬态值,以及轧机的电流反馈值、力矩反馈值;将所述电流瞬态值与轧机的电流反馈值进行差值运算,以得到电流差值;将所述力矩瞬态值与轧机的力矩反馈值进行差值运算,以得到力矩差值;根据所述电流差值与设定的标准电流值之间的大小关系判断热金属检测器检测的当前热源,同时根据所述力矩差值与设定的标准力矩值之间的大小关系判断热金属检测器检测的当前热源;若所述当前热源判定为高温氧化铁皮,则执行异常报警机制。
3、作进一步的改进,根据所述电流差值与设定的标准电流值之间的大小关系判断热金属检测器检测的当前热源的具体判断方法为,
4、若所述电流差值大于或等于标准电流值的设定电流百分比值,启动第一延时,若所述第一延时结束后,所述电流差值与标准电流值的比例依然保持大于或等于设定电流百分比值,则判定所述当前热源为高温氧化铁皮;
5、若所述电流差值小于标准电流值的设定电流百分比值,则判定所述当前热源为红钢轧件。
6、进一步的,所述设定电流百分比值为25%-35%。
7、进一步的,所述第一延时为600毫秒。
8、进一步的,当所述第一延时结束后,采集所述热金属检测器输出的信号;若此时所述的热金属检测器无红钢信号输出,则判断所述热金属检测器为误触发,不执行异常报警机制;若所述热金属检测器依然输出红钢信号,执行异常报警机制。
9、作进一步的改进,根据所述力矩差值与设定的标准力矩值之间的大小关系判断热金属检测器检测的当前热源的具体判断方法为,
10、若所述力矩差值大于或等于标准力矩值的设定力矩百分比值,启动第二延时,若所述第二延时结束后,所述力矩差值与标准力矩值的比例依然保持大于或等于设定力矩百分比值,则判定所述当前热源为高温氧化铁皮;
11、若所述力矩差值小于标准力矩值的设定力矩百分比值,则判定所述当前热源为红钢轧件。
12、进一步的,所述设定力矩百分比值为15%-25%。
13、进一步的,所述第二延时为600毫秒。
14、进一步的,当所述第二延时结束后,采集所述热金属检测器输出的信号;若此时所述的热金属检测器无红钢信号输出,则判断所述热金属检测器为误触发,不执行异常报警机制;若所述热金属检测器依然输出红钢信号,执行异常报警机制。
15、作进一步的改进,设置一300毫秒的时间脉冲作为采集电流瞬态值的电流采集触发信号;设置一250毫秒的时间脉冲作为采集力矩瞬态值的力矩采集触发信号。
16、有益效果
17、本发明的优点在于:在红钢咬入中轧机后通过基于时间脉冲信号采集到的电流、力矩瞬态值与电流、力矩反馈值之间的差异,并结合电流、力矩的标准值来判断在轧制过程中热金属检测器检测的当前热源的类型,以此来判断轧机是否处于正常运行工况,保证了中轧机组上游分钢系统的正常分钢以及中轧机和双线高速区1#活套的跟踪有钢信号的正常反馈。同时联合轧机电流、力矩异常以及热金属检测器的误报警监控,可以对中轧机组入口机架的轧机工况进行有效判断以及红钢信号的精确检测,确保轧制稳定。
技术特征:
1.一种用于监控轧机的热金属检测器检测异常的监测方法,其特征在于,采集轧机的电流瞬态值、力矩瞬态值,以及轧机的电流反馈值、力矩反馈值;将所述电流瞬态值与轧机的电流反馈值进行差值运算,以得到电流差值;将所述力矩瞬态值与轧机的力矩反馈值进行差值运算,以得到力矩差值;根据所述电流差值与设定的标准电流值之间的大小关系判断热金属检测器检测的当前热源,同时根据所述力矩差值与设定的标准力矩值之间的大小关系判断热金属检测器检测的当前热源;若所述当前热源判定为高温氧化铁皮,则执行异常报警机制。
2.根据权利要求1所述的一种用于监控轧机的热金属检测器检测异常的监测方法,其特征在于,根据所述电流差值与设定的标准电流值之间的大小关系判断热金属检测器检测的当前热源的具体判断方法为,
3.根据权利要求2所述的一种用于监控轧机的热金属检测器检测异常的监测方法,其特征在于,所述设定电流百分比值为25%-35%。
4.根据权利要求2所述的一种用于监控轧机的热金属检测器检测异常的监测方法,其特征在于,所述第一延时为600毫秒。
5.根据权利要求2所述的一种用于监控轧机的热金属检测器检测异常的监测方法,其特征在于,当所述第一延时结束后,采集所述热金属检测器输出的信号;若此时所述的热金属检测器无红钢信号输出,则判断所述热金属检测器为误触发,不执行异常报警机制;若所述热金属检测器依然输出红钢信号,执行异常报警机制。
6.根据权利要求1所述的一种用于监控轧机的热金属检测器检测异常的监测方法,其特征在于,根据所述力矩差值与设定的标准力矩值之间的大小关系判断热金属检测器检测的当前热源的具体判断方法为,
7.根据权利要求6所述的一种用于监控轧机的热金属检测器检测异常的监测方法,其特征在于,所述设定力矩百分比值为15%-25%。
8.根据权利要求6所述的一种用于监控轧机的热金属检测器检测异常的监测方法,其特征在于,所述第二延时为600毫秒。
9.根据权利要求6所述的一种用于监控轧机的热金属检测器检测异常的监测方法,其特征在于,当所述第二延时结束后,采集所述热金属检测器输出的信号;若此时所述的热金属检测器无红钢信号输出,则判断所述热金属检测器为误触发,不执行异常报警机制;若所述热金属检测器依然输出红钢信号,执行异常报警机制。
10.根据权利要求1所述的一种用于监控轧机的热金属检测器检测异常的监测方法,其特征在于,设置一300毫秒的时间脉冲作为采集电流瞬态值的电流采集触发信号;设置一250毫秒的时间脉冲作为采集力矩瞬态值的力矩采集触发信号。
技术总结
本发明公开了一种用于监控轧机的热金属检测器检测异常的监测方法,涉及轧机控制技术,采集轧机的电流瞬态值、力矩瞬态值,以及轧机的电流反馈值、力矩反馈值;将所述电流瞬态值与轧机的电流反馈值进行差值运算,以得到电流差值;将所述力矩瞬态值与轧机的力矩反馈值进行差值运算,以得到力矩差值;根据所述电流差值与设定的标准电流值之间的大小关系判断热金属检测器检测的当前热源,同时根据所述力矩差值与设定的标准力矩值之间的大小关系判断热金属检测器检测的当前热源;若所述当前热源判定为高温氧化铁皮,则执行异常报警机制。本发明确保轧制稳定,提升轧制性能,满足生产节奏,保证成材率,避免轧机及电机等设备不同程度的安全隐患。
技术研发人员:唐冠群,朱春韶,何剑辉,王鑫,黄利明,胡秋竻,潘里东,尹少华,李斌
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!