一种桥面板钢筋网片整体弯折的加工方法与流程
本发明属于组合加工,具体涉及一种桥面板钢筋网片整体弯折的加工方法。
背景技术:
1、桥面板,亦称行车道板,是直接承受车辆轮压的承重结构。在构造上它通常与主梁的梁肋和横隔板整体相连,这样既能将车辆荷载传给主梁,又能构成主梁截面的组成部分,并保证了主梁的整体作用。桥面板一般用钢筋混凝土制造,钢筋在浇筑前需要组成纵横向互相垂直的钢筋网片结构。
2、在桥梁工程建设中,桥面板钢筋的绑扎是一道重要的工序。如图1所示,现有的桥面板钢筋绑扎方法通常是将纵向环筋1和横向环筋2的钢筋分别经弯折设备弯折成形后人工逐根安装,然后再进行人工焊接将纵向环筋1和横向环筋2连接。
3、这种方法分别弯折后再人工组装的方法不仅安装效率低,而且容易造成误差,特别是纵向环筋,纵向环筋两端的弯折尺寸误差会直接影响桥面板纵向的承载能力,容易对工程质量产生不利影响。
4、因此,需要提供一种针对上述现有技术不足的改进技术方案。
技术实现思路
1、本发明的目的在于提供一种桥面板钢筋网片整体弯折的加工方法,以解决现有的钢筋网片的加工效率低,且纵向环筋的弯折误差容易影响桥面板纵向的承载能力的技术问题。
2、为了实现上述目的,本发明的桥面板钢筋网片整体弯折的加工方法提供如下技术方案:
3、一种桥面板钢筋网片整体弯折的加工方法,包括以下步骤:
4、步骤1,将钢筋截出需要弯折成纵向环筋的纵向钢筋,然后截出用于组成横向环筋的横向弯筋与横向直筋;
5、步骤2,将所有所述纵向钢筋的一端弯折,形成弯折端,将所有的所述横向弯筋的两端分别弯折;
6、步骤3,将所有的所述纵向钢筋的弯折端对齐摆放,摆放后的纵向钢筋具有固定区与翻折区,所述固定区靠近所述纵向钢筋的弯折端设置;
7、步骤4,将横向弯筋与横向直筋中的其中一种按设计间距固定在固定区,另一种按设计间距固定在翻折区;
8、步骤5,将翻折区所有纵向钢筋同时向固定区弯折设定角度直至所有的所述纵向钢筋形成纵向环筋形状,所述横向弯筋与所述横向直筋分别对接形成横向环筋形状;
9、步骤6,焊接横向弯筋与横向直筋的接口,焊接纵向环筋的接口。
10、作为进一步优化的技术方案,在步骤3中,将纵向钢筋摆放在弯折装置上,所述弯折装置具有定位单元,所述定位单元包括定位架,所述定位架上沿横向设置有多个横向定位槽,用于放置纵向钢筋,所述定位架上沿纵向设置有多个纵向定位槽,一部分所述纵向定位槽用于放置横向弯筋,另一部分所述纵向定位槽用于放置横向直筋;
11、所述弯折装置还具有弯折单元,所述弯折单元设置在所述定位架上,用于弯折纵向钢筋。
12、作为进一步优化的技术方案,所述弯折单元包括弯折结构与驱动结构,所述弯折结构设置在所述定位架下方,所述驱动结构设置在弯折结构两端用于驱动所述弯折结构转动至定位架上方以弯折纵向钢筋;
13、所述弯折单元还包括弯折导向结构,用于导向纵向钢筋的弯折弧度。
14、作为进一步优化的技术方案,所述弯折结构为三根平行设置的弯折杆,所述弯折杆垂直所述纵向钢筋的摆设方向设置并用于放置在所述翻折区下方。
15、作为进一步优化的技术方案,所述驱动结构包括第一驱动杆与第二驱动杆,所述第一驱动杆一端与所述定位架铰接,另一端连接中部的所述弯折杆,所述第二驱动杆并排连接三个所述弯折杆,所述第一驱动杆与定位架铰接位置连接外部第一转动驱动源,所述第二驱动杆与中部所述弯折杆连接位置连接外部第二转动驱动源。
16、作为进一步优化的技术方案,所述定位架上设置有限位槽,所述弯折结构初始位置设置在所述限位槽内并与所述限位槽活动连接。
17、作为进一步优化的技术方案,所述弯折导向结构包括支撑杆,所述支撑杆设置在所述定位架上,所述支撑杆平行所述弯折杆设置,所述弯折杆顶部间隔设置有多个弯折导向轮,多个所述弯折导向轮可与所述纵向钢筋一一对应,所述弯折导向轮的周向弧度与纵向钢筋的弯折弧度相适配。
18、作为进一步优化的技术方案,所述弯折导向轮与所述支撑杆铰接。
19、作为进一步优化的技术方案,所述支撑杆与所述定位架沿平行所述弯折杆轴向滑动配合,所述支撑杆一端连接外部直线往复运动驱动源。
20、作为进一步优化的技术方案,在步骤3中,所述纵向钢筋的翻折区底部可拆卸连接有固定架,所述固定架的尺寸接近翻折区的尺寸,用于保证纵向钢筋弯折时的同步性和稳定性。
21、有益效果:本发明通过先将所有的纵向钢筋的弯折端对齐摆放,保证纵向环筋一端降低尺寸误差,然后整体弯折纵向钢筋的翻折区,这样可以保证所有纵向环筋的另一端接近全部对齐,通过这种方法加工形成的桥面板钢筋网片有效降低纵向方向的尺寸误差,且不需要分别弯折纵向钢筋,有效提高了加工效率。
技术特征:
1.一种桥面板钢筋网片整体弯折的加工方法,其特征在于,包括以下步骤:
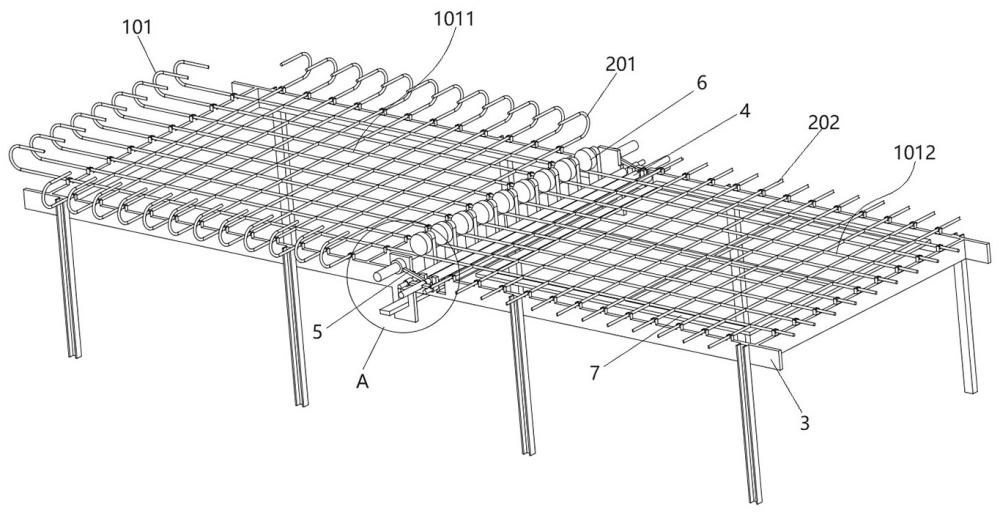
2.根据权利要求1所述的桥面板钢筋网片整体弯折的加工方法,其特征在于,在步骤3中,将纵向钢筋(101)摆放在弯折装置上,所述弯折装置具有定位单元,所述定位单元包括定位架(3),所述定位架(3)上沿横向设置有多个横向定位槽(301),用于放置纵向钢筋(101),所述定位架(3)上沿纵向设置有多个纵向定位槽(302),一部分所述纵向定位槽(302)用于放置横向弯筋(201),另一部分所述纵向定位槽(302)用于放置横向直筋(202);
3.根据权利要求2所述的桥面板钢筋网片整体弯折的加工方法,其特征在于,所述弯折单元包括弯折结构(4)与驱动结构(5),所述弯折结构(4)设置在所述定位架(3)下方,所述驱动结构(5)设置在弯折结构(4)两端用于驱动所述弯折结构(4)转动至定位架(3)上方以弯折纵向钢筋(101);
4.根据权利要求3所述的桥面板钢筋网片整体弯折的加工方法,其特征在于,所述弯折结构(4)为三根平行设置的弯折杆,所述弯折杆垂直所述纵向钢筋(101)的摆设方向设置并用于放置在所述翻折区(1012)下方。
5.根据权利要求4所述的桥面板钢筋网片整体弯折的加工方法,其特征在于,所述驱动结构(5)包括第一驱动杆(501)与第二驱动杆(502),所述第一驱动杆(501)一端与所述定位架(3)铰接,另一端连接中部的所述弯折杆,所述第二驱动杆(502)并排连接三个所述弯折杆,所述第一驱动杆(501)与定位架(3)铰接位置连接外部第一转动驱动源,所述第二驱动杆(502)与中部所述弯折杆连接位置连接外部第二转动驱动源。
6.根据权利要求4所述的桥面板钢筋网片整体弯折的加工方法,其特征在于,所述定位架(3)上设置有限位槽(303),所述弯折结构(4)初始位置设置在所述限位槽(303)内并与所述限位槽(303)活动连接。
7.根据权利要求4-6任意一项所述的桥面板钢筋网片整体弯折的加工方法,其特征在于,所述弯折导向结构(6)包括支撑杆(601),所述支撑杆(601)设置在所述定位架(3)上,所述支撑杆(601)平行所述弯折杆设置,所述弯折杆顶部间隔设置有多个弯折导向轮(602),多个所述弯折导向轮(602)可与所述纵向钢筋(101)一一对应,所述弯折导向轮(602)的周向弧度与纵向钢筋(101)的弯折弧度相适配。
8.根据权利要求7所述的桥面板钢筋网片整体弯折的加工方法,其特征在于,所述弯折导向轮(602)与所述支撑杆(601)铰接。
9.根据权利要求8所述的桥面板钢筋网片整体弯折的加工方法,其特征在于,所述支撑杆(601)与所述定位架(3)沿平行所述弯折杆轴向滑动配合,所述支撑杆(601)一端连接外部直线往复运动驱动源。
10.根据权利要求1-6任意一项所述的桥面板钢筋网片整体弯折的加工方法,其特征在于,在步骤3中,所述纵向钢筋(101)的翻折区(1012)底部可拆卸连接有固定架(7),所述固定架(7)的尺寸接近翻折区(1012)的尺寸,用于保证纵向钢筋(101)弯折时的同步性和稳定性。
技术总结
本发明提供一种桥面板钢筋网片整体弯折的加工方法,属于组合加工技术领域;该方法包括:步骤1,将钢筋截出纵向钢筋、横向弯筋与横向直筋;步骤2,将所有纵向钢筋的一端弯折,形成弯折端,将所有的横向弯筋的两端分别弯折;步骤3,将所有的纵向钢筋的弯折端对齐摆放,摆放后的纵向钢筋具有固定区与翻折区;步骤4,将横向弯筋设置在固定区,将横向直筋设置在翻折区;步骤5,将翻折区所有纵向钢筋同时向固定区弯折设定角度直至所有的纵向钢筋形成纵向环筋形状,横向弯筋与横向直筋形成横向环筋形状;步骤6,焊接纵向环筋与横向环筋的接口;主要用于解决现有的钢筋网片的加工效率低且误差大容易影响桥面板纵向的承载能力的技术问题。
技术研发人员:梁超,丁仕洪,何佳明,童友念,赖世广,付立宏,汪鹏,邓松
受保护的技术使用者:中铁四局集团有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!