一种滚焊配重装置、安装方法及圆弧形焊件焊接方法与流程
本发明涉及圆弧形焊件焊接,特别是一种滚焊配重装置、安装方法及圆弧形焊件焊接方法。
背景技术:
1、目前,焊接领域对一些圆弧形焊件进行组对焊接的时候,一般多借助滚轮架进行辅助焊接,滚轮架是指借助焊件与主动滚轮的摩擦力,带动圆弧形焊件旋转,以完成环形焊缝的焊接。但是由于滚轮架扭矩恒定,基本上多用于几何形状圆整规则且不存在很大偏心距的圆弧形焊件焊接。
2、以水电站的圆形压力钢管焊接为例,目前大多数水电站使用的钢管均为标准的圆形,重心几乎都位于钢管圆心,不存在偏载的情况,可以安全且容易地利用申请号为201220312907.8的中国专利公开的《一种可调式滚轮架》进行钢管滚焊施工,但是对于弯管管节、带有支承环的压力钢管或者其它重心不在钢管圆心处的钢管管节,在使用滚轮架进行滚焊时,会因为存在偏心力矩导致管节无法正常滚焊或者因为受力不均衡而加速滚轮架的损坏。
3、在对一些圆弧形焊件进行组对焊接的时候,用目前已公开的滚轮架设备可以很容易地进行环缝等的滚焊施工作业,但是部分行业的圆弧形焊件重量会比较大,对于重心偏心的特殊圆弧形焊件,例如钢管,尤其是偏心距很大的圆弧形焊件,在用常规滚轮架滚焊时,因存在较大的偏心力矩,就会导致现有的滚轮架无法正常进行圆弧形焊件的滚焊施工,使得只能通过人工焊接对偏心距很大的圆弧形焊件进行焊接,存在人工强度大,焊接工期长等问题。
技术实现思路
1、本发明的目的在于:针对现有技术面对弯管管节、带有支承环的压力钢管或者其它重心不在钢管圆心处的钢管管节等圆弧形焊件的焊接时,无法采用常规滚轮架滚焊,只能通过人工焊接,存在人工强度大,焊接工期长的问题,提供一种滚焊配重装置、安装方法及圆弧形焊件焊接方法。
2、为了实现上述目的,本发明采用的技术方案为:
3、一种滚焊配重装置,包括配重安装架和配重件,所述配重件固定于所述配重安装架,所述配重安装架具有两个端部,所述配重安装架的两端均设有连接孔,所述连接孔能够可拆卸连接固定钢索;
4、和/或,所述配重安装架的两端均设有固定架,所述固定架能够可拆卸固定于钢管管节外侧的支承环。
5、钢管管节等圆弧形焊件焊接时,如采用滚轮架焊接,需要将至少两节圆弧形焊件之间的环形焊缝进行焊接,可以将至少两节圆弧形焊件之间的焊缝初步点焊后,使得需要焊接的至少两节圆弧形焊件形成滚轮焊整体,由滚轮架支撑并通过滚轮架驱动需要焊接的至少两节圆弧形焊件形成的整体转动,而至少两节圆弧形焊件中的至少一节圆弧形焊件会存在很大的偏心力矩,使得整体存在很大的偏心力矩,进而无法采用滚轮架进行滚轮焊。如果未将两节圆弧形焊件之间的焊缝初步点焊,因为存在至少一节圆弧形焊件会存在很大的偏心力矩,也无法采用滚轮架进行滚轮焊。
6、本发明所述滚焊配重装置,配重安装架将配重件安装在圆弧形焊件上,用以可拆卸连接于具有偏心力矩的圆弧形焊件上,用于调节具有偏心力矩的圆弧形焊件的重心,或者用以可拆卸连接于与具有偏心力矩的圆弧形焊件待焊接的圆弧形焊件,用于调节具有偏心力矩的圆弧形焊件所需焊接的滚轮焊整体的重心,圆弧形焊件可以是钢管管节或者其它需要焊接的圆弧形结构,因为存在偏心,导致圆弧形焊件没法直接滚焊焊接;圆弧形焊件可以是与具有偏心力矩的圆弧形焊件焊接的且重心在横断面中心的正常的圆弧形焊件;也可以是具有偏心力矩的圆弧形焊件,圆弧形焊件是钢管管节时,具有偏心力矩的钢管管节如弯管管节、或具有支承环的钢管管节,其中,固定钢索用于可拆卸连接弯管管节或重心在横断面中心的正常的圆弧形焊件,固定架用于可拆卸连接固定于钢管管节外侧的支承环,能够保证安装的稳定,保证滚轮架驱动具有偏心力矩的圆弧形焊件或具有偏心力矩的圆弧形焊件所需焊接的滚轮焊整体转动时配重件不会松动进而改变重心;即通过配重安装架将配重件安装在与具有偏心力矩的圆弧形焊件焊接的圆弧形焊件上或安装在具有偏心力矩的圆弧形焊件,均能够实现对具有偏心力矩的圆弧形焊件或其所在滚轮焊整体的重心进行调节,使得具有偏心力矩的圆弧形焊件或其所在滚轮焊整体的重心调整至接近具有偏心力矩的圆弧形焊件的横断面中心甚至调整至具有偏心力矩的圆弧形焊件的横断面中心,进而使得能够采用常规滚轮架滚焊具有偏心力矩的圆弧形焊件,无需采用人工进行焊接,焊接更加简单方便。且采用常规滚轮架滚焊后,可以将配重安装架和配重件整体从圆弧形焊件上拆卸下来,对圆弧形焊件的后续使用造成影响小或者没有影响。
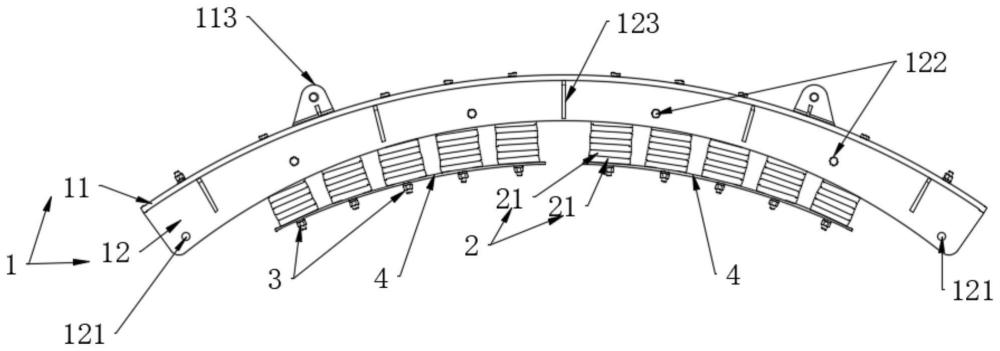
7、优选的,所述配重安装架包括顶板和所述顶板两侧的侧板,所述顶板和所述侧板均沿所述配重安装架两端所在长度方向设置;
8、所述侧板的两端均设有所述连接孔;
9、所述顶板的两端均连接有所述固定架,所述固定架位于所述顶板内侧,所述固定架通过第一锚固螺栓固定于所述支承环对应的间隔板。
10、采用具有顶板和两侧的侧板的配重安装架,结构简单、便于加工,且便于设置连接孔和固定架,便于连接。固定架位于所述顶板内侧,即可以设置在顶板和具有支撑环的第二钢管管节之间,便于固定架和支承环对应的间隔板通过第一锚固螺栓连接。
11、优选的,所述顶板的两端设有操作孔,所述操作孔的轴向沿所述顶板的厚度方向,所述操作孔对应于所述固定架设置。通过所述操作孔能够放入工具进入顶板和第二钢管管节之间的空间拧紧或拧松第一锚固螺栓。
12、优选的,所述侧板沿其长度方向间隔设有若干侧向穿过孔,所述侧向穿过孔的轴向为所述侧板的厚度方向,所述侧向穿过孔螺纹连接有调节螺栓。
13、所述调节螺栓能够抵接钢管管节外面的加劲环的侧面或者支撑环的外侧面,通过调节螺栓能够调节侧板与加劲环或者所述支承环的外侧面的间隙,进而实现对滚焊配重装置在钢管管节轴向的限位,保证滚焊焊接时,滚焊配重装置对具有偏心力矩的钢管管节的重心或具有偏心力矩的钢管管节所在的滚轮焊整体的重心调节能够稳定。
14、优选的,所述顶板的两端设有条形孔,所述条形孔的长度方向沿所述顶板的长度方向,所述条形孔的轴向沿所述顶板的厚度方向,所述固定架通过第二锚固螺栓穿过所述条形孔连接所述顶板。
15、条形孔能够在其长度范围内适配支承环对应的间隔板,避免出现加工误差而无法安装固定,通过第二锚固螺栓能够实现可拆卸连接,便于后期滚焊配重装置的拆除。
16、优选的,所述配重件包括沿所述配重安装架两端所在长度方向分布的若干配重组,通过第三锚固螺栓贯穿所述配重组后固定于所述顶板。
17、采用沿所述配重安装架的长度方向分布的若干配重组,即沿圆弧形焊件的圆周方向分布的若干配重组,能够更好的对具有偏心力矩的圆弧形焊件的重心或具有偏心力矩的圆弧形焊件所在的滚轮焊整体的重心进行调节。且每个配重组单独通过第三锚固螺栓贯穿后固定,保证滚焊焊接时,滚焊配重装置对具有偏心力矩的圆弧形焊件的重心或具有偏心力矩的圆弧形焊件所在的滚轮焊整体的重心调节能够稳定。
18、优选的,所述顶板的长度方向为圆弧形,能够更好的匹配圆弧形焊件的使用,且能够更好的设置配重来调节具有偏心力矩的圆弧形焊件的重心或圆弧形焊件所在的滚轮焊整体的重心,在周向调节效果更均衡。
19、优选的,所述配重组沿所述顶板的径向方向包括若干配重块,能够根据需求增加周向不同位置的配重组的重量,能够更好的在周向不同位置做不同的配重设置来调节具有偏心力矩的圆弧形焊件的重心或圆弧形焊件所在的滚轮焊整体的重心。
20、优选的,所述顶板的长度方向间隔设有若干供第三锚固螺栓穿过的孔,供第三锚固螺栓穿过的孔的相隔弧度为3°-7°,能够根据需求在周向不同位置设置配重,且周向相邻配重组之间的间距可以根据需求选择相同或不同。
21、优选的,部分或所有所述配重组共同设有连接板,所述第三锚固螺栓依次穿过所述连接板和所述配重组后固定于所述顶板,将多组配重组连接在一起,增强整体的牢固性和刚性。且连接板可以为适配圆弧形焊件的弧形,安装更加稳定,且有利于周向不同位置的配重组的重量均衡。
22、优选的,所述配重安装架能够可拆卸连接于具有偏心力矩的圆弧形焊件,用于调节具有偏心力矩的圆弧形焊件;或者,所述配重安装架能够可拆卸连接于与具有偏心力矩的圆弧形焊件待焊接的圆弧形焊件,用于调节具有偏心力矩的圆弧形焊件与其点焊待焊接的圆弧形焊件形成滚轮焊整体的重心;其中,具有偏心力矩的圆弧形焊件的弧度大于或等于270°。
23、优选的,所述滚焊配重装置能够调节具有偏心力矩的圆弧形焊件的重心或滚轮焊整体的重心与所述圆弧形焊件圆弧所在圆的中心的距离至小于或等于所述圆弧形焊件圆弧所在圆的半径的5%。
24、优选的,所述圆弧形焊件为钢管管节或者具有弧形缺口的管道管节,所述弧形缺口的弧度小于120°。
25、优选的,所述配重件设置于所述配重安装架靠近圆弧形焊件的一侧或远离所述圆弧形焊件的一侧。
26、一种滚焊配重装置的安装方法,用于调节具有偏心力矩的圆弧形焊件的重心或具有偏心力矩的圆弧形焊件与其待焊接的圆弧形焊件形成的滚轮焊整体的重心,圆弧形焊件包括钢管管节和具有弧形缺口的管道管节,弧形缺口的弧度小于120°,钢管管节包括第一钢管管节、第二钢管管节和/或弯管管节,第一钢管管节为重心在横断面中心的钢管管节,所述第二钢管管节外侧设有支承环,
27、重心调节分为以下四种情况:
28、情况一、当具有偏心力矩的圆弧形焊件为具有支承环的第二钢管管节时,将所述的滚焊配重装置安装至所述第二钢管管节上,用于调节具有偏心力矩的第二钢管管节的重心;
29、情况二、当具有偏心力矩的圆弧形焊件为具有支承环的第二钢管管节时,且第二钢管管节的两个轴端均待焊接有第一钢管管节,将所述的滚焊配重装置安装至第二钢管管节的两个轴端的第一钢管管节上,并将第二钢管管节与其两个轴端待焊接的第一钢管管节点焊固定为滚轮焊整体,用于调节具有偏心力矩的圆弧形焊件与其待焊接的圆弧形焊件形成的滚轮焊整体的重心;
30、情况三、当具有偏心力矩的圆弧形焊件为弯管管节时,将所述的滚焊配重装置安装至所述弯管管节,用于调节具有偏心力矩的弯管管节的重心或其所在滚轮焊整体的重心;
31、情况四、当具有偏心力矩的圆弧形焊件为具有弧形缺口的管道管节时,将所述的滚焊配重装置安装至所述管道管节上,用于调节具有偏心力矩的管道管节的重心或其所在滚轮焊整体的重心;
32、上述四种情况的滚焊配重装置均包括以下安装步骤:
33、根据配重重量将配重件固定于配重安装架上;并将配重件和配重安装架整体吊装并通过固定架固定于支承环需要配重的部位,或通过固定钢索抱紧固定在第一钢管管节、弯管管节或管道管节需要配重的部位的外壁。
34、采用上述滚焊配重装置的安装方法,能够快速将滚焊配重装置安装至圆弧形焊件需要配重的部位,快速将具有偏心力矩的圆弧形焊件的重心或具有偏心力矩的圆弧形焊件所在的滚轮焊整体的重心的调节至接近圆弧形焊件所在圆的中轴线上,甚至调节至圆弧形焊件所在圆的中轴线上。
35、优选的,当所述配重件设置于所述配重安装架靠近圆弧形焊件的一侧时,安装步骤如下:
36、s1、根据配重重量将配重件固定于配重安装架上;
37、s2、将配重件和配重安装架整体吊装并通过固定架固定于支承环需要配重的部位,或通过固定钢索抱紧固定在第一钢管管节、弯管管节或管道管节需要配重的部位的外壁。
38、优选的,当圆弧形焊件为钢管管节时,采用所述的滚焊配重装置,
39、步骤s2如下:
40、s2a、将配重件和配重安装架整体吊装至钢管管节需要配重的部位的外壁,使得配重安装架的两侧板贴近第一钢管管节的加劲环、弯管管节的加劲环或第二钢管管节的支承环的对应侧面;
41、s2b、通过固定钢索穿过侧板的连接孔后将配重安装架抱紧固定在第一钢管管节或弯管管节上;或通过操作孔操作第一锚固螺栓将固定架和支承环对应的所述间隔板固定,使得所述配重安装架固定于所述第二钢管管节;
42、s2c、调节两侧板的侧向穿过孔螺纹连接的调节螺栓,使得调节螺栓抵接加劲环或支承环对应侧面,安装完成。
43、优选的,当圆弧形焊件为管道管节时:
44、将配重件和配重安装架整体吊装至管道管节需要配重的部位的弧形缺口处,使得配重安装架横跨弧形缺口的两侧,然后通过固定钢索穿过配重安装架的连接孔后将配重安装架抱紧固定在管道管节上。
45、一种圆弧形焊件焊接方法,通过增加配重的方式将具有偏心力矩的圆弧形焊件的重心或具有偏心力矩的圆弧形焊件与其待焊接的圆弧形焊件形成的滚轮焊整体的重心调节至与所述圆弧形焊件圆弧所在圆的中心的距离在所述圆弧形焊件圆弧所在圆的半径的5%内,然后采用滚焊方式焊接圆弧形焊件之间的环形焊缝,无需采用人工进行焊接,焊接更加简单方便。
46、优选的,通过增加配重的方式将具有偏心力矩的圆弧形焊件的重心或滚轮焊整体的重心调整至圆弧形焊件的横断面中心位置,然后采用滚焊方式焊接圆弧形焊件之间的环形焊缝,对滚轮架的伤害最小。
47、优选的,采用所述的滚焊配重装置来调节具有偏心力矩的圆弧形焊件的重心或滚轮焊整体的重心,使得具有偏心力矩的圆弧形焊件的重心或滚轮焊整体的重心调节至与所述圆弧形焊件圆弧所在圆的中心的距离在所述圆弧形焊件圆弧所在圆的半径的5%内,然后采用滚焊方式焊接圆弧形焊件之间的环形焊缝,焊接完成后,拆除所述滚焊配重装置。
48、采用常规滚轮架滚焊后,可以将配重安装架和配重件整体从圆弧形焊件上拆卸下来,对圆弧形焊件的后续使用造成影响小或者没有影响。
49、优选的,当圆弧形焊件为管道管节时,将管道管节纵向的部分位置补成圆形,使得所述管道管节能够通过滚轮架滚焊。
50、优选的,滚焊采用滚轮架支撑圆弧形焊件,滚轮架能够驱动圆弧形焊件转动。
51、综上所述,由于采用了上述技术方案,本发明的有益效果是:
52、1、本发明所述滚焊配重装置,通过配重安装架将配重件安装在与具有偏心力矩的圆弧形焊件焊接的圆弧形焊件上,能够实现对具有偏心力矩的圆弧形焊件所在滚轮焊整体的重心进行调节,或通过配重安装架将配重件安装在具有偏心力矩的圆弧形焊件上,能够对具有偏心力矩的圆弧形焊件的重心进行调节。使得能够将具有偏心力矩的圆弧形焊件的重心或具有偏心力矩的圆弧形焊件所在滚轮焊整体的重心,调整至:接近具有偏心力矩的圆弧形焊件的横断面中心,甚至调整至:具有偏心力矩的圆弧形焊件的横断面中心,进而使得能够采用常规滚轮架滚焊具有偏心力矩的圆弧形焊件,无需采用人工进行焊接,焊接更加简单方便。且采用常规滚轮架滚焊后,可以将配重安装架和配重件整体从圆弧形焊件上拆卸下来,对圆弧形焊件的后续使用造成影响小或者没有影响。
53、2、本发明所述滚焊配重装置,当圆弧形焊件为钢管管节时,采用固定架能够将配重安装架可拆卸连接于所述第二钢管管节的支承环;采用固定钢索配合配重安装架的连接孔,使得所述固定钢索能够抱紧固定于所述第一钢管管节、所述弯管管节或管道管节;通过上面两种方式,均能够将配重件通过配重安装架可拆卸连接于对应的圆弧形焊件,保证滚焊焊接时,滚焊配重装置对具有偏心力矩的圆弧形焊件或其所在滚轮焊整体的重心调节能够稳定。且通过调节螺栓能够调节配重安装架的侧板与加劲环或者所述支承环的外侧面的间隙,进而实现对滚焊配重装置在圆弧形焊件轴向的限位,保证滚焊焊接时,滚焊配重装置对具有偏心力矩的圆弧形焊件或其所在滚轮焊整体的重心调节能够稳定。
54、3、本发明所述滚焊配重装置的安装方法,能够快速将滚焊配重装置安装至圆弧形焊件需要配重的部位,快速将具有偏心力矩的圆弧形焊件或其所在的滚轮焊整体的重心的调节至接近圆弧形焊件所在圆的中轴线上,甚至调节至圆弧形焊件所在圆的中轴线上。
55、4、本发明所述圆弧形焊件焊接方法,通过增加配重的方式将具有偏心力矩的圆弧形焊件的重心或具有偏心力矩的圆弧形焊件与其待焊接的圆弧形焊件形成的滚轮焊整体的重心调节至与所述圆弧形焊件圆弧所在圆的中心的距离在所述圆弧形焊件圆弧所在圆的半径的5%内,然后采用滚焊方式焊接圆弧形焊件之间的环形焊缝,无需采用人工进行焊接,焊接更加简单方便。且采用常规滚轮架滚焊后,可以将配重安装架和配重件整体从圆弧形焊件上拆卸下来,对圆弧形焊件的后续使用造成影响小或者没有影响。
- 还没有人留言评论。精彩留言会获得点赞!