一种铝材精密加工周折弯装置及工作方法与流程
本发明涉及铝材加工领域,特别涉及一种铝材精密加工周折弯装置及工作方法。
背景技术:
1、随着工业技术的发展,现代的铝材加工技术发展地越来越完善,铝材被应用到工业生产的各个方面,建筑材料和门窗等器具都需要使用到铝材,对于环状的铝材需要从直条铝上进行折弯制成;
2、以往的铝材周折弯装置在使用时候还存在缺陷,其一,以往的铝材折弯设备调试起来比较困难,一般只能对单一的型号进行加工,如果需要加工不同型号的铝材就需要来回调试设备,耗费更多的人力资源,其二,以往的铝材折弯设备机械机构比较复杂,这还得人工上料和下料,人员容易被尖锐的拐角碰到。
技术实现思路
1、本发明的目的在于针对现有技术的不足,提供一种铝材精密加工周折弯装置及工作方法,推进电机带动推送辊旋转把铝材条每往前推进一个单位的距离之后停下来,此时的液压机带动斩切块往前推进把铝材条切断,减速电机会同时带动两个对接齿轮和槽口架扭转,槽口架会挑拨驱动圆杆和弧形框沿着吊装环的轨迹滑行,弧形框下方的压力轮会把铝材条压合在模具盘的外侧形成圈状,实现了自动周折弯的效果。
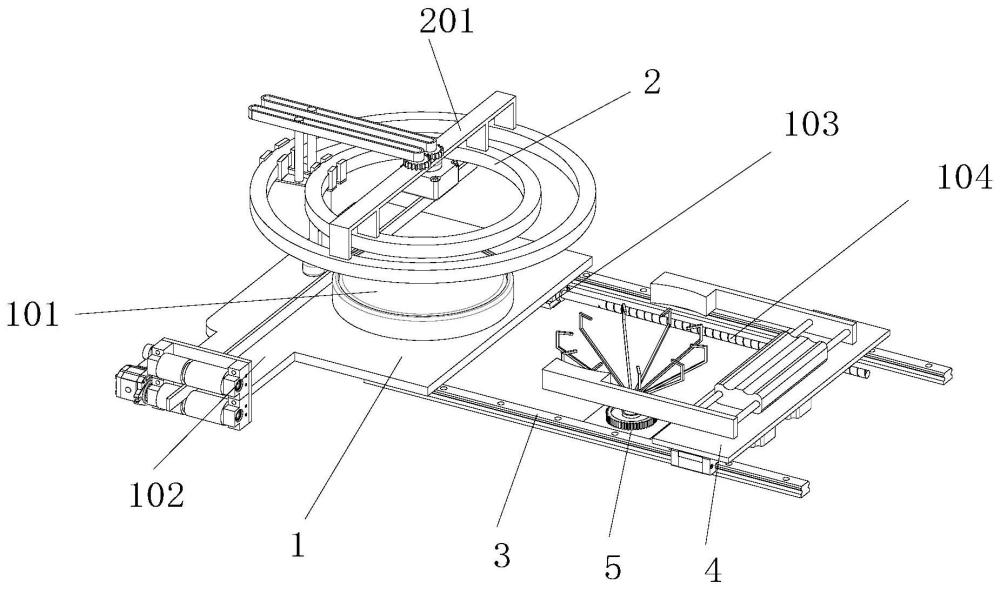
2、为解决上述问题,本发明提供以下技术方案:一种铝材精密加工周折弯装置,包括基台板,所述基台板的顶端设置有模具盘,且基台板的上方设置有两个吊装环,两个所述吊装环之间通过串联桥固定连接,吊装环上滑动安装有弧形框,所述弧形框连接到环绕压力机构上,且弧形框的底端设置有压力圆杆,压力圆杆的底端设置有压力轮,压力轮的外侧壁和模具盘之间预留一厘米间隙,所述基台板的一侧设置有上料机构,且基台板的另一侧设置有两个延伸导轨,延伸导轨上滑动安装有换料滑块,所述换料滑块的顶端设置有载物台,载物台的顶端设置有卸料机构,所述载物台的下方设置有落料台,落料台的顶端设置有打磨机构。
3、进一步,所述环绕压力机构包括串联桥底端的减速电机,串联桥的顶端旋转安装有两个相互啮合的对接齿轮,其中一个对接齿轮安装在减速电机的输出端上,对接齿轮的顶端均固定安装有槽口架,弧形框的顶端还设置有穿插在槽口架中的驱动圆杆。
4、进一步,所述压力轮的材质为不锈钢材质,且压力轮的外侧涂抹有机油,所述模具盘的外侧套装有钢圈,钢圈的厚度为五毫米。
5、进一步,所述上料机构包括基台板侧壁上的延伸桥,所述延伸桥的端面上设置有竖立板,竖立板的侧壁上设置有两组运载轴座,每组运载轴座的中间均旋转设置有推送辊,推送辊的中间设置有环形槽,底端的推送辊安装在推进电机的输出端上,所述环形槽中穿插有铝材条,竖立板上设置有和铝材条相匹配的穿孔,所述竖立板朝向基台板的侧壁上设置有斩切机构。
6、进一步,所述环形槽的内侧壁上铺设有橡胶皮垫。
7、进一步,所述斩切机构包括延伸桥顶端的液压机,液压机的输出杆上设置有斩切块,所述竖立板中间的穿孔上还设置有固定台,固定台的材质为高速钢,斩切块贴合在固定台的端面上。
8、进一步,所述卸料机构包括载物台顶端的双头气缸,双头气缸的两个输出端均安装有夹合片,夹合片的端头设置有橡胶头,双头气缸安装在提拉气缸的输出端上,提拉气缸固定在载物台的底面上,基台板的底端设置有伺服电机,伺服电机的输出端上安装有螺纹杆,载物台的底端设置有套装在螺纹杆上的螺母块。
9、进一步,所述打磨机构包括旋转安装在落料台顶端的扭力柱,扭力柱的顶端设置有若干个呈环形排列的打磨条,打磨条的外侧壁上贴附有打磨砂纸,扭力柱安装在打磨动力机构上。
10、进一步,所述打磨动力机构包括扭力柱外侧的齿轮盘,齿轮盘的一侧设置有推进齿轮,推进齿轮和齿轮盘相互啮合,推进齿轮安装在打磨电机的输出端上,打磨电机自行搭载一枚蓄电池。
11、进一步,包括以下步骤:
12、s1.将待处理的铝材条从推送辊的中间穿插过去,推进电机带动推送辊旋转把铝材条每往前推进一个单位的距离之后停下来,此时的液压机带动斩切块往前推进把铝材条切断,减速电机会同时带动两个对接齿轮和槽口架扭转,槽口架会挑拨驱动圆杆和弧形框沿着吊装环的轨迹滑行,弧形框下方的压力轮会把铝材条压合在模具盘的外侧形成圈状,实现了自动周折弯的效果;
13、s2.伺服电机通过螺纹杆带动载物台来回滑行,等到橡胶头卡和在铝圈上的时候,橡胶头带动铝材往上抬升一小段距离并且脱离模具盘,载物台沿着延伸导轨反向滑行撤离到装置的外侧进行下料;
14、s3.铝圈再往下落一小段距离让打磨条穿插进去,此时的打磨电机通过推进齿轮带动齿轮盘旋转,扭力柱随着齿轮盘一起旋转进行打磨作业,打磨完成的铝圈脱离夹合片的夹持之后从打磨条上掉下去,落料台的下方设置有一个接料的缓冲箱体进行接料作业。
15、本发明的有益效果:
16、其一,将待处理的铝材条从推送辊的中间穿插过去,推进电机带动推送辊旋转把铝材条每往前推进一个单位的距离之后停下来,此时的液压机带动斩切块往前推进把铝材条切断,减速电机会同时带动两个对接齿轮和槽口架扭转,槽口架会挑拨驱动圆杆和弧形框沿着吊装环的轨迹滑行,弧形框下方的压力轮会把铝材条压合在模具盘的外侧形成圈状,实现了自动周折弯的效果。
17、其二,伺服电机通过螺纹杆带动载物台来回滑行,等到橡胶头卡和在铝圈上的时候,橡胶头带动铝材往上抬升一小段距离并且脱离模具盘,载物台沿着延伸导轨反向滑行撤离到装置的外侧进行下料,实现了自动取料的效果。
18、其三,铝圈再往下落一小段距离让打磨条穿插进去,此时的打磨电机通过推进齿轮带动齿轮盘旋转,扭力柱随着齿轮盘一起旋转进行打磨作业,打磨完成的铝圈脱离夹合片的夹持之后从打磨条上掉下去,落料台的下方设置有一个接料的缓冲箱体进行接料作业。
技术特征:
1.一种铝材精密加工周折弯装置,其特征在于:包括基台板(1),所述基台板(1)的顶端设置有模具盘(101),且基台板(1)的上方设置有两个吊装环(2),两个所述吊装环(2)之间通过串联桥(201)固定连接,吊装环(2)上滑动安装有弧形框(7),所述弧形框(7)连接到环绕压力机构上,且弧形框(7)的底端设置有压力圆杆(702),压力圆杆(702)的底端设置有压力轮(703),压力轮(703)的外侧壁和模具盘(101)之间预留一厘米间隙,所述基台板(1)的一侧设置有上料机构,且基台板(1)的另一侧设置有两个延伸导轨(3),延伸导轨(3)上滑动安装有换料滑块(301),所述换料滑块(301)的顶端设置有载物台(4),载物台(4)的顶端设置有卸料机构,所述载物台(4)的下方设置有落料台(5),落料台(5)的顶端设置有打磨机构。
2.根据权利要求1所述的一种铝材精密加工周折弯装置,其特征在于:所述环绕压力机构包括串联桥(201)底端的减速电机(202),串联桥(201)的顶端旋转安装有两个相互啮合的对接齿轮(203),其中一个对接齿轮(203)安装在减速电机(202)的输出端上,对接齿轮(203)的顶端均固定安装有槽口架(204),弧形框(7)的顶端还设置有穿插在槽口架(204)中的驱动圆杆(701)。
3.根据权利要求1所述的一种铝材精密加工周折弯装置,其特征在于:所述压力轮(703)的材质为不锈钢材质,且压力轮(703)的外侧涂抹有机油,所述模具盘(101)的外侧套装有钢圈,钢圈的厚度为五毫米。
4.根据权利要求1所述的一种铝材精密加工周折弯装置,其特征在于:所述上料机构包括基台板(1)侧壁上的延伸桥(102),所述延伸桥(102)的端面上设置有竖立板(6),竖立板(6)的侧壁上设置有两组运载轴座(601),每组运载轴座(601)的中间均旋转设置有推送辊(602),推送辊(602)的中间设置有环形槽(603),底端的推送辊(602)安装在推进电机(604)的输出端上,所述环形槽(603)中穿插有铝材条(606),竖立板(6)上设置有和铝材条(606)相匹配的穿孔,所述竖立板(6)朝向基台板(1)的侧壁上设置有斩切机构。
5.根据权利要求4所述的一种铝材精密加工周折弯装置,其特征在于:所述环形槽(603)的内侧壁上铺设有橡胶皮垫。
6.根据权利要求4所述的一种铝材精密加工周折弯装置,其特征在于:所述斩切机构包括延伸桥(102)顶端的液压机(607),液压机(607)的输出杆上设置有斩切块(608),所述竖立板(6)中间的穿孔上还设置有固定台(605),固定台(605)的材质为高速钢,斩切块(608)贴合在固定台(605)的端面上。
7.根据权利要求1所述的一种铝材精密加工周折弯装置,其特征在于:所述卸料机构包括载物台(4)顶端的双头气缸(401),双头气缸(401)的两个输出端均安装有夹合片(403),夹合片(403)的端头设置有橡胶头(404),双头气缸(401)安装在提拉气缸(402)的输出端上,提拉气缸(402)固定在载物台(4)的底面上,基台板(1)的底端设置有伺服电机(103),伺服电机(103)的输出端上安装有螺纹杆(104),载物台(4)的底端设置有套装在螺纹杆(104)上的螺母块。
8.根据权利要求1所述的一种铝材精密加工周折弯装置,其特征在于:所述打磨机构包括旋转安装在落料台(5)顶端的扭力柱(501),扭力柱(501)的顶端设置有若干个呈环形排列的打磨条(502),打磨条(502)的外侧壁上贴附有打磨砂纸,扭力柱(501)安装在打磨动力机构上。
9.根据权利要求8所述的一种铝材精密加工周折弯装置,其特征在于:所述打磨动力机构包括扭力柱(501)外侧的齿轮盘(503),齿轮盘(503)的一侧设置有推进齿轮(504),推进齿轮(504)和齿轮盘(503)相互啮合,推进齿轮(504)安装在打磨电机(505)的输出端上,打磨电机(505)自行搭载一枚蓄电池。
10.根据权利要求1-9任意一项所述的一种铝材精密加工周折弯装置的工作方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种铝材精密加工周折弯装置及工作方法,属于铝材加工领域,该装置包括基台板,所述基台板的顶端设置有模具盘,且基台板的上方设置有两个吊装环,两个所述吊装环之间通过串联桥固定连接,吊装环上滑动安装有弧形框,所述弧形框连接到环绕压力机构上,且弧形框的底端设置有压力圆杆,压力圆杆的底端设置有压力轮。本发明的推进电机带动推送辊旋转把铝材条每往前推进一个单位的距离之后停下来,此时的液压机带动斩切块往前推进把铝材条切断,减速电机会同时带动两个对接齿轮和槽口架扭转,槽口架会挑拨驱动圆杆和弧形框沿着吊装环的轨迹滑行,弧形框下方的压力轮会把铝材条压合在模具盘的外侧形成圈状,实现了自动周折弯的效果。
技术研发人员:吴坚,陈东辉,姚欣浩
受保护的技术使用者:广东金世纪高新材料有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!