一种壳体成形加工工艺的制作方法
本发明属于钣金制造,具体涉及一种壳体成形加工工艺。
背景技术:
1、运载火箭的发射需要强大的推进力,发动机作为运载火箭的核心部件,是推进力的主要提供对象,有着很高的加工要求,壳体零件就属于其中一类。目前,发动机上运用了大量壳体零件。
2、但现有壳体零件在制造中存在如下问题:
3、1、壳体零件前后端头直径偏差大,普通加工工艺无法完成壳体零件的成形工作。
4、2、壳体零件壁厚薄,旋压加工工艺无法保证零件壁厚一致性。
技术实现思路
1、本发明的目的在于:提供一种壳体成形加工工艺,解决现有运载火箭的发动机壳体零件壳体成形困难、成形质量差,无法满足加工制造要求的问题。
2、本发明采用的技术方案如下:
3、一种壳体成形加工工艺,包括以下步骤:
4、(1)领料、下料、钳修:
5、领取310s不锈钢物料并在板料正反两面均匀刷油,基于所需板料的尺寸激光切割下料,用打磨枪打磨边缘至光滑,用干净抹布蘸取酒精擦除板料表面杂质;
6、(2)对半热拉深成形:
7、(2.1)安装热拉深成形模具:用抹布蘸取酒精擦除模具型面上的油脂和污物,安装热拉深成形模具至机床上,并将热拉深成形模具升温至预定温度;
8、(2.2)热拉深成形:将板料正确置于模具压边圈上,预热5~8分钟后进行热拉深成形,结束后取出单半零件;
9、(3)线切割端面:
10、(3.1)工装安装:将线切割工装固定到中走丝线切割机上;
11、(3.2)切割:将热拉深成形后的单半零件贴在线切割工装上,贴合间隙<0.1mm,以线切割工装端面为基准进行切割端面;
12、(4)对半焊接:
13、(4.1)清理焊丝:领取焊丝,并清理焊丝表面;
14、(4.2)修配:对单半零件进行修配,保证焊缝位置零件端面间隙<0.2mm;
15、(4.3)抛光:对单半零件焊缝内外表面区域进行抛光;抛光光宽度10mm~20mm,并用酒精清洗抛光表面;
16、(4.4)氩弧焊:将成对的单半零件安装到焊接工装上进行手工氩弧焊焊接,焊缝高度h=0.1~2mm,焊缝宽度均匀度c≤3mm;
17、(4.5)打磨:采用风磨笔、钢丝刷和刮刀对焊缝区域进行打磨、修配;
18、(5)去应力退火:
19、将零件均匀散放于退火炉有效的加热区内进行去应力退火,确保零件装炉温度<780℃,退火温度1000℃-1100℃,保温时间10min~15min,保温时间到后,出炉空冷;空冷完成后采用百洁布对退火后的零件内外表面进行打磨、抛光;
20、(6)胀形:
21、(6.1)胀形模具安装:用抹布蘸取酒精擦除模具型面上的油脂和污物,安装胀形模具至液压机上;
22、(6.2)成形:将零件放置到胀形模具上进行胀形成形,结束后取出零件;
23、(7)x射线检查、包装入库:
24、对零件焊缝进行x射线检查,检查合格的零件包装入库。
25、进一步地,所述步骤(2.2)中热拉深成形时主缸压力355-365t,顶缸压力为165-175t。
26、进一步地,所述步骤(6.2)中胀形成形时主缸压力210-230t,顶缸压力为20-30t。
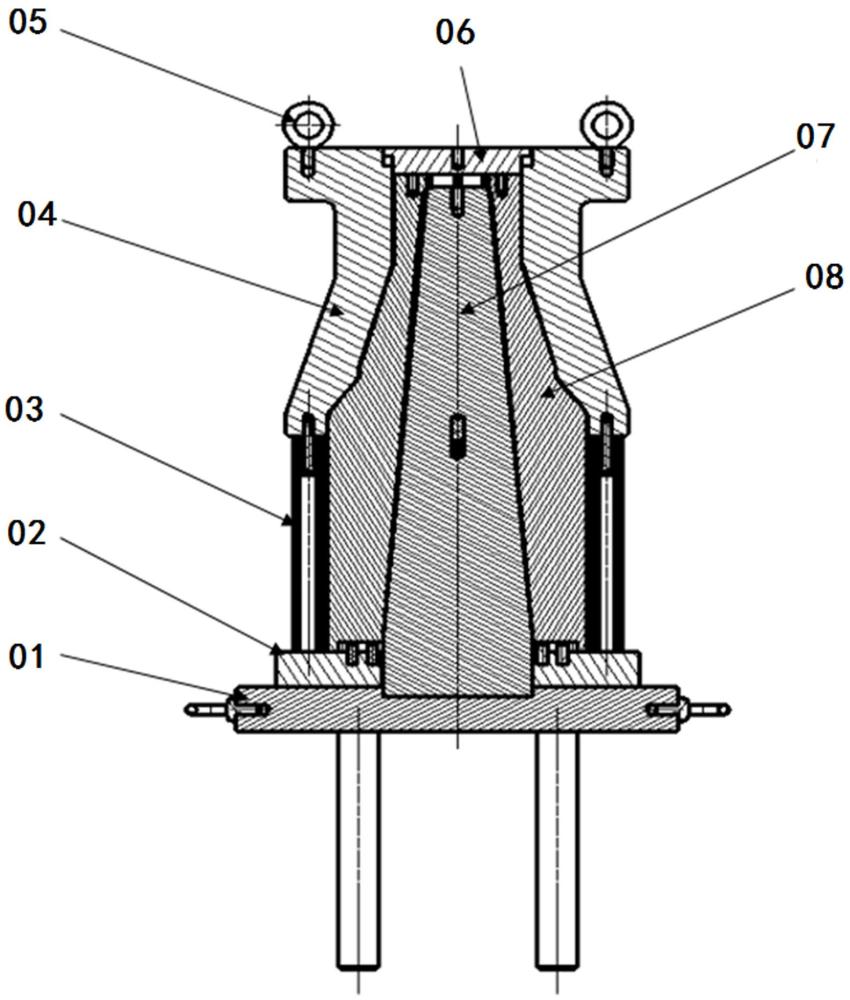
27、进一步地,所述胀形模具包括底板,所述底板上设置有顶板,所述顶板中部设置有胀芯,所述顶板两侧设置有限位柱,所述胀芯与限位柱之间设置有胀瓣,所述胀瓣上套设有固定套,所述胀瓣顶部设置有盖板,所述固定套顶部设置有若干吊环。
28、综上所述,由于采用了上述技术方案,本发明的有益效果是:
29、1、本发明中,采用对半拉深成形、线切割端面、对半焊接、胀形和x射线检测的成形方案,使零件单半拉深再对半焊接组合再胀形,大大提高了壳体零件成形的质量和稳定性,成形的壳体零件壁厚一致性好,可控性好,同时也克服了壳体零件前后端头直径偏差大无法成形的局限性,解决了现有运载火箭的发动机壳体零件壳体成形困难、成形质量差,无法满足加工制造要求的问题。
技术特征:
1.一种壳体成形加工工艺,其特征在于,包括以下步骤:
2.按照权利要求1所述的一种壳体成形加工工艺,其特征在于,所述步骤(2.2)中热拉深成形时主缸压力355-365t,顶缸压力为165-175t。
3.按照权利要求1所述的一种壳体成形加工工艺,其特征在于,所述步骤(6.2)中胀形成形时主缸压力210-230t,顶缸压力为20-30t。
4.按照权利要求1所述的一种壳体成形加工工艺,其特征在于,所述胀形模具包括底板(01),所述底板(01)上设置有顶板(02),所述顶板(02)中部设置有胀芯(07),所述顶板(02)两侧设置有限位柱(03),所述胀芯(07)与限位柱(03)之间设置有胀瓣(08),所述胀瓣(08)上套设有固定套(04),所述胀瓣(08)顶部设置有盖板(06),所述固定套(04)顶部设置有若干吊环(05)。
技术总结
本发明公开了一种壳体成形加工工艺,属于钣金制造技术领域,目的在于解决现有运载火箭的发动机壳体零件壳体成形困难、成形质量差,无法满足加工制造要求的问题。其包括以下步骤:(1)领料、下料、钳修;(2)对半热拉深成形;(3)线切割端面;(4)对半焊接;(5)去应力退火;(6)胀形;(7)X射线检查、包装入库。通过采用对半拉深成形、线切割端面、对半焊接、胀形和X射线检测的成形方案,使零件单半拉深再对半焊接组合再胀形,大大提高了壳体零件成形的质量和稳定性,成形的壳体零件壁厚一致性好,可控性好,同时也克服了壳体零件前后端头直径偏差大无法成形的局限性。本发明适用于壳体成形加工。
技术研发人员:刘义,何飞,席川东,杨庆,孙鹏云
受保护的技术使用者:成都长之琳航空制造有限公司
技术研发日:
技术公布日:2024/4/8
- 还没有人留言评论。精彩留言会获得点赞!