一种提升机模锻链加工工艺及加工设备的制作方法
本技术涉及模锻链加工领域,尤其是涉及一种提升机模锻链加工工艺,此外,还涉及一种提升机模锻链加工设备。
背景技术:
1、模锻链,即通过模锻压机生产出链板、销套、滚子和销轴,再对上述零件进行组装而形成板式链条。提升机在建材水泥生产制造行业中有着广泛的运用,而模锻链是提升机的一个重要组成部分,模锻链的质量对提升机的提升能力有着很大影响。
2、目前,提升机用的链板一般采用钢板通过冲压设备冷冲成型或激光切割成型,然而冷冲成型的板链在链板周围会形成很多微小撕裂缺陷,在使用过程中会产生应力集中,加大链板的开裂风险进而造成链板的断裂,而用钢板切割的链板整体厚度是一样的,也就无法根据受力情况去改变各部分的截面积,无法对链板进行合理优化。同时,现有技术中链板的质量受钢板质量影响很大,链板质量外观笨重,形状过于板直,容易在使用的过程中发生断裂。
技术实现思路
1、为了改善通过冷冲或激光切割的方式加工用于提升机传送的链板存在容易产生断裂的问题,本技术提供一种提升机模锻链加工工艺及加工设备。
2、第一方面,本技术提供一种提升机模锻链加工工艺,采用如下的技术方案:
3、一种提升机模锻链加工工艺,包括如下步骤:
4、s1、根据提升机的性能要求设计对应的链板、销套、滚子和销轴参数;
5、s2、通过模锻压力机采用热模锻法对坯料进行锻压并得到粗制链板,采用热闭合锻法将坯料进行锻压得到粗制销套、粗制滚子和粗制销轴;
6、s3、对粗制链板、粗制销套、粗制滚子和粗制销轴进行热处理;
7、s4、对粗制链板、粗制销套、粗制滚子和粗制销轴进行破断力试验,并根据实现结果对链板、销套、滚子和销轴参数的设计参数进行调整;
8、s5、重复步骤s1-s4,直至粗制链板、粗制销套、粗制滚子和粗制销轴的力学性能达标;
9、s6、对粗制链板、粗制销套、粗制滚子和粗制销轴进行机加工得到链板、销套、滚子和销轴,对链板、销套、滚子和销轴进行组装,得到模锻链成品,完毕。
10、通过采用上述技术方案,链板由热模锻法制造,不会产生断裂的问题,有效提高了模锻链整体的力学性能。
11、第二方面,本技术提供一种提升机模锻链加工设备,采用如下的技术方案:
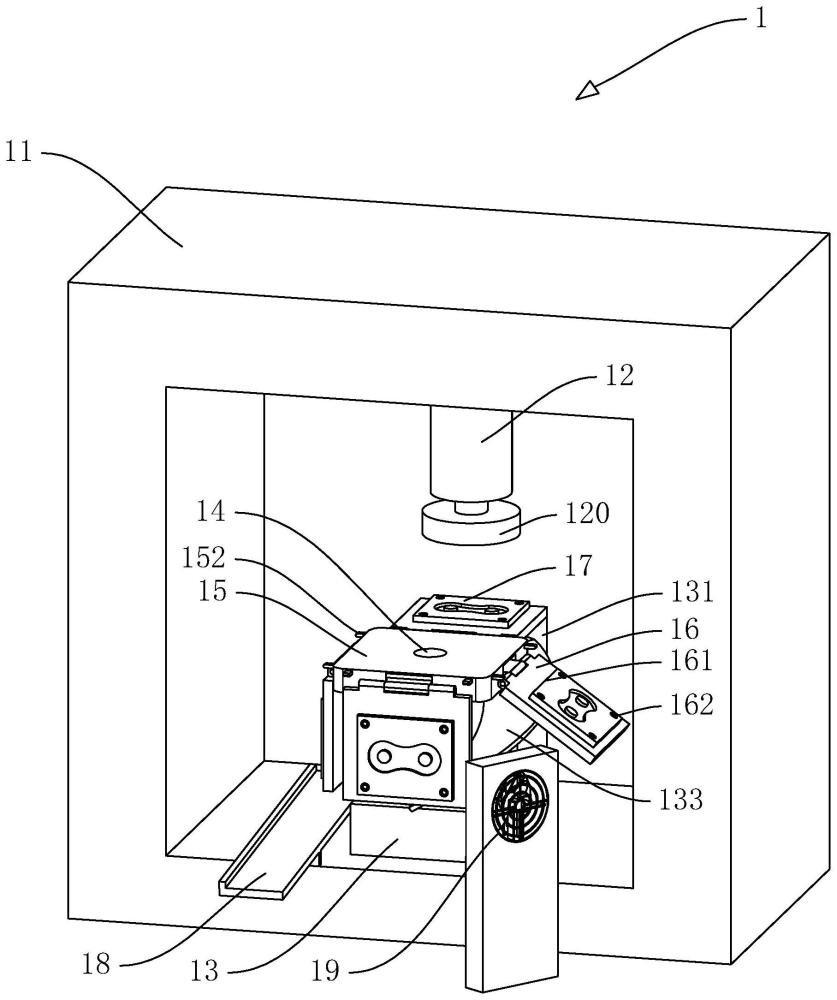
12、一种提升机模锻链加工设备,包括模锻压力机,所述模锻压力机包括机架和设于机架顶部的液压机,所述机架的下部设有机台,所述机台的顶部设有通过电动机驱动的基板,所述基板的四周均铰接有一块活动板,所述活动板上设有模具;
13、所述机台的顶部还设有支撑台,四块所述活动板依次转动至所述支撑台的顶部并呈水平状态,所述液压机驱动锻压头朝向位于支撑台上的模具移动。
14、通过采用上述技术方案,模锻压力机对加热后的坯料进行锻压,得到粗制链板,由于采用了热模锻的方式,能够有效提升链板的力学性能。进一步的,在电动机的驱动下,基板能够带动四块活动板产生转动,使得活动板与支撑台接触时呈水平方向,活动板脱离支撑台后,能够自动转动至竖直状态,便于脱模,同时,四个模具轮流进行锻压,能够提高模具的使用寿命。
15、可选的,所述活动板上设有安装槽,所述模具适配地设于所述安装槽内并通过螺栓固定。
16、通过采用上述技术方案,实现了模具的可拆卸安装,从而根据不同的产品需求在活动板的安装槽内放置对应的模具。
17、可选的,所述机台的内部设有空腔,所述电动机设于所述空腔内,所述电动机的输出轴向上穿出空腔并延伸至机台的上方;
18、所述机台的顶部还设有挡圈,所述挡圈罩设在所述电动机的输出轴的外侧,所述挡圈的顶部与所述基板的底部之间存在间隙。
19、通过采用上述技术方案,电动机设于空腔内,可以确保电动机处于可靠的工作状态;挡圈设置在输出轴的外侧,可以起到对输送轴的保护作用。
20、可选的,所述挡圈的外壁上设有螺旋板,所述螺旋板沿所述基板的转动方向向上盘绕;
21、所述活动板的外壁与所述螺旋板的侧壁贴合,所述活动板在所述螺旋板的干涉下由竖直状态翻动至水平状态。
22、通过采用上述技术方案,活动板离开支撑台后会转动至竖直状态,并以竖直状态转动一段距离,便于模具散热及清洁。活动板会在螺旋板的干涉及引导作用下逐渐向水平方向转动,从而再次回到支撑台上,实现了活动板的自动化翻转,提高了生产效率。
23、可选的,所述螺旋板的前端高度低于所述活动板的最低高度,所述螺旋板的后端与所述支撑台对接。
24、通过采用上述技术方案,确保活动板在从支撑台上移出后能够向下转动至竖直状态,并围绕电动机的输出轴转动一段距离,然后再与螺旋板接触,当活动板转动至螺旋板的后端后活动板就会处于水平状态,从而确保锻压头能够对模具内的坯料进行冲压。
25、可选的,所述挡圈的外壁上还设有横杆,所述横杆远离挡圈的一端设有套筒,所述套筒套设在所述横杆的端部外侧,所述套筒内设有弹簧,所述弹簧的一端与所述套筒的筒底连接,所述弹簧的另一端与所述横杆的端部连接;
26、所述横杆设于所述螺旋板的外侧,所述活动板转离支撑台后向下转动并撞击所述套筒。
27、通过采用上述技术方案,当一块活动板由支撑台转出后,在重力作用下会同时向下转动,并撞击套筒,并使得弹簧处于压缩状态,实现对活动板及模具的振荡,促进坯料的脱模并完成模具的清扫。
28、可选的,所述机架内设有滑板,所述滑板位于所述横杆的下方并延伸至机架的外侧,所述滑板用于输送锻压件;
29、所述机架的外部设有风机,所述风机朝向所述基板及滑板吹送气体。
30、通过采用上述技术方案,锻压件脱模后落入到滑板上,再通过滑板向机架的外侧滑动,实现锻压件的自动归集。风机朝向基板吹送气体,可以实现对模具的吹扫及降温作用,风机朝向滑板吹送气体,可以将锻压件附近的氧化皮吹除。
31、可选的,所述基板朝向活动板的一侧设有固定块,所述活动板朝向基板的一侧设有一对转动块,所述固定块与一对所述转动块呈咬合状态,所述固定块与所述转动块之间穿设有转轴,所述转动块围绕所述转轴的轴线转动;
32、所述基板朝向活动板的一侧还设有限位板,所述活动板转动至支撑台的顶部后与所述限位板抵接。
33、通过采用上述技术方案,固定块相对转轴固定设置,转动块相对转轴转动设置,这样,确保了活动板可以围绕转轴的轴线转动,也就能够相对基板产生转动。限位板的设置,确保了活动板只能够向上转动至水平状态,从而确保活动板能够与支撑台的顶部平齐。
34、可选的,所述基板朝向活动板的一侧设有沿基板厚度方向延伸的滑槽,所述固定块远离转轴的一端插设在所述滑槽内,所述滑槽包括限位槽和自由槽,所述限位槽与所述自由槽相互连通;
35、所述固定块在所述限位槽内进行直线滑动,所述固定块在所述自由槽内沿周向串动,所述限位槽与所述自由槽的衔接处设有弧形的滑动面,所述滑动面用于辅助固定块由自由槽滑落到限位槽内。
36、通过采用上述技术方案,当活动板转动至水平状态并位于支撑台的顶部时,固定块在转动块的带动下会由限位槽移动至活动槽内,这样,在液压机驱动锻压头冲压坯料时,活动板、转动块及固定块与基板处于相互分离的状态,使得冲压时的振动对基板及电动机的影响较小,确保了基板处于平直的状态,而电动机的输出轴也不会发生弯曲变形。
37、综上所述,本技术包括以下至少一种有益效果:
38、1、通过热模锻法生产链板、销套、滚子和销轴,在确保生产效率的同时,有效防止链板在使用过程中发生断裂,提高了模锻链的力学性能。
39、2、在电动机对基板的驱动及在螺旋板的配合下,使得活动板在水平方向转动及竖直方向翻动,实现了四个模具轮流进行锻压,能够提高模具的使用寿命,并实现自动脱模及脱模后对模具及锻压件的自动吹扫与降温。
- 还没有人留言评论。精彩留言会获得点赞!