一种回转类动设备内胎具工装的制作方法
本发明涉及筒节撑圆,具体为一种回转类动设备内胎具工装。
背景技术:
1、回转滚动设备的主体相当于一个巨型的转动轴,由于回转罐为动设备,对设备制造精度要求极高,单个筒体的椭圆度以及端面与中心线的垂直度均应控制在2mm之内,仅凭卷板机卷圆无法达到此要求,因此需要设计合理的筒体撑圆工装,将筒体撑圆后,上立车,车加工筒体端面和环缝坡口,以此保证筒体端面平面度、保证环缝组对直线度、保证整台设备跳动量在技术要求内。
2、在压力容器设备制造过程中,由于直径及壁厚的影响,卷圆、焊接后存在局部不圆、椭圆等情况,筒节卷圆只能将圆度控制在有限的范围内,若圆度偏差较大,会造成筒节环缝坡口局部加工不到位,焊后设备局部应力过大,投入运行后存在严重安全隐患。
3、因此,有必要提供一种回转类动设备内胎具工装解决上述技术问题。
技术实现思路
1、本发明的目的在于提供一种回转类动设备内胎具工装,以解决上述背景技术存在的问题,本发明技术方案针对现有技术解决方案过于单一的技术问题,提供了显著不同于现有技术的解决方案。
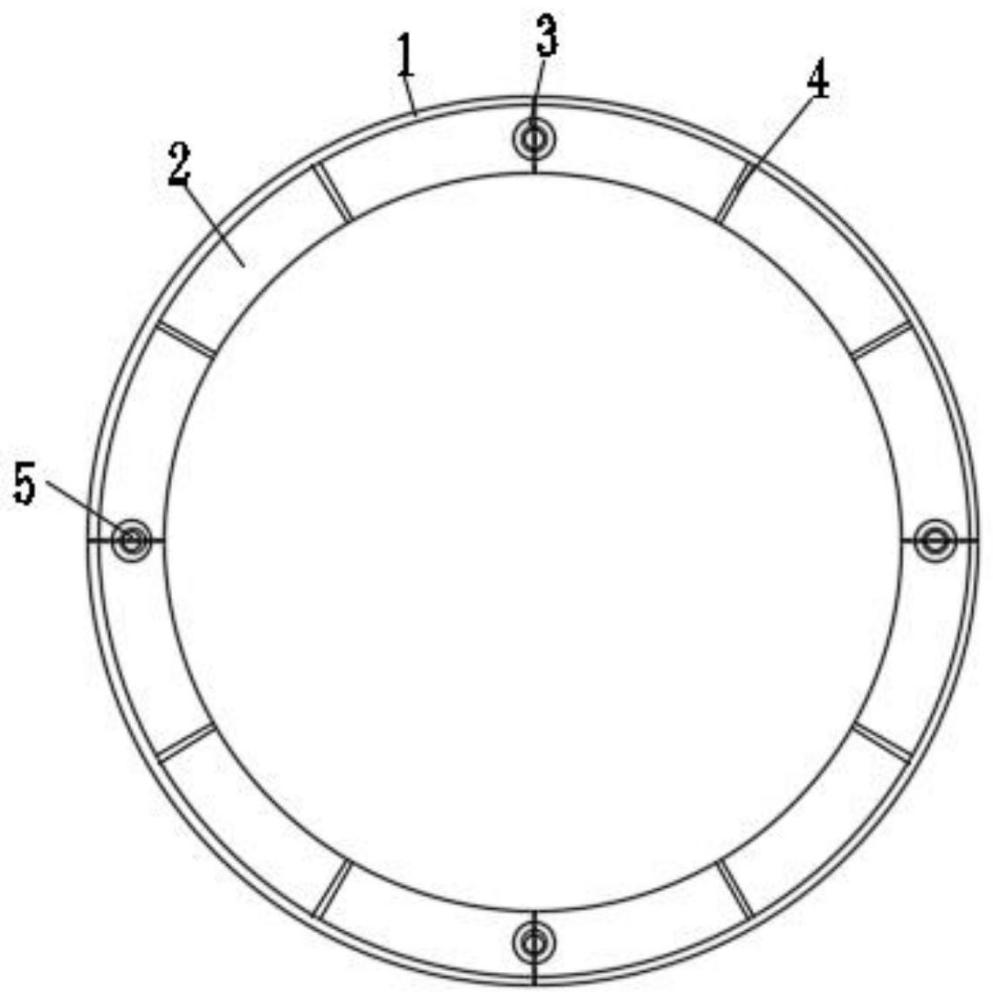
2、为实现上述目的,本发明提供如下技术方案:一种回转类动设备内胎具工装,包括外环板,所述外环板的内侧中心安装有内环板,所述内环板顶部贯穿设置有锥形套筒,两个相邻的所述锥形套筒之间等间距设置有安装有内环板上下两面的加筋板,并且所述加筋板的梯形长底边固定在外环板的内侧。
3、优选的,所述外环板与内环板均等间距分割成四组四分之一圆弧结构,并且所述锥形套筒设置有四组贯穿安装在所述四分之一圆弧结构的切割处中心。
4、优选的,所述锥形套筒的顶部贯穿开设有由上到下直径逐渐减小的开槽,所述锥形套筒直径为110mm,高度为60mm。
5、优选的,所述外环板外径为2400mm,厚度为25mm,高度为140mm。
6、优选的,所述内环板宽度为175mm,内径为2000mm,厚度为20mm。
7、优选的,所述开槽的内部安装有销子,所述开槽顶部直径为68mm,底部直径为51mm。
8、与现有技术相比,本发明的有益效果是:
9、本发明工装组装完成后进行外径车加工,保证外环板表面可以紧贴在简体内壁上;工装四瓣对称切割,减少支撑圈切割变形;采用四瓣结构,不仅弧弓稍小,筒节变形时贴合度好,更加容易实现满撑结构,达到撑圆筒体目的。
10、本发明整体圆度控制好,适用不同直径的筒节,只需要通过螺母将销子插入到开槽内部,然后通过螺母拧紧,螺母拧得越长套筒撑得越大、支撑圈直径变得越大、与筒体贴合越紧密,可随时对工装外径进行微调,达到撑圆筒体目的。
技术特征:
1.一种回转类动设备内胎具工装,包括外环板(1),其特征在于:所述外环板(1)的内侧中心安装有内环板(2),所述内环板(2)顶部贯穿设置有锥形套筒(3),两个相邻的所述锥形套筒(3)之间在内环板(2)上下面等间距设置有加筋板(4),并且所述筋板(4)的长梯形边固定在外环板(1)的内侧。
2.根据权利要求1所述的一种回转类动设备内胎具工装,其特征在于:所述外环板(1)与内环板(2)均等间距分割成四组四分之一圆弧结构,并且所述锥形套筒设置有四组(3)贯穿安装在所述四分之一圆弧结构的切割处中心。
3.根据权利要求2所述的一种回转类动设备内胎具工装,其特征在于:所述锥形套筒(3)的顶部贯穿开设有由上到下直径逐渐减小的开槽(5),所述锥形套筒(3)直径为110mm,高度为60mm。
4.根据权利要求3所述的一种回转类动设备内胎具工装,其特征在于:所述外环板(1)外径为2400mm,厚度为25mm,高度为140mm。
5.根据权利要求4所述的一种回转类动设备内胎具工装,其特征在于:所述内环板(2)宽度为175mm,内径为2000mm,厚度为20mm。
6.根据权利要求5所述的一种回转类动设备内胎具工装,其特征在于:所述开槽(5)的内部安装有销子,所述开槽(5)顶部直径为68mm,底部直径为51mm。
技术总结
本发明公开了一种回转类动设备内胎具工装,包括外环板,所述外环板的内侧中心安装有内环板,所述内环板顶部贯穿设置有锥形套筒,两个相邻的所述锥形套筒之间等间距设置有安装在内环板上下两面的加筋板,并且所述加筋板的梯形长底边固定在外环板的内侧,所述外环板与内环板均等间距分割成四组四分之一圆弧结构,并且所述锥形套筒设置有四组贯穿安装在所述四分之一圆弧结构的切割处中心。本发明工装组装完成后进行外径车加工,保证外环板表面可以紧贴在简体内壁上,工装四瓣对称切割,减少支撑圈切割变形;采用四瓣结构,不仅弧弓稍小,筒节变形时贴合度好,更加容易实现满撑结构,达到撑圆筒体目的。
技术研发人员:詹敏,陈晓蓉,杨红,钱奕专,吉怀军,陶双双,孙永杰,邓浩吉,程溢清,禹翔
受保护的技术使用者:中建五洲工程装备有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!