一种风电机塔筒分瓣块成型用定位工装的制作方法
本发明涉及塔筒成型,具体为一种风电机塔筒分瓣块成型用定位工装。
背景技术:
1、随着风电市场和制造技术的不断成熟和发展,陆地风电对超大风力发电机及超高塔筒的需求越来越迫切。陆地风电的发展和未来是分散式风电,主要市场区域的风力资源禀赋较差,为获得较好的风资源,保证和提高发电效益,提高塔筒的高度势在必行。特别是,随着超大型起重设备的日益成熟,使得发展陆地超大的风力发电机组和超高塔筒变的可行。为了便于运输,现有技术的塔筒多采用全分瓣式结构,即通过数控折弯的若干个塔筒片通过内装的连接片围成封闭筒后,再进行堆叠组装。
2、由于塔筒的形状为锥形结构,因此塔筒片多为等腰梯形结构,在对梯形结构的两个斜边端进行折弯时,需要确保两边所折弯区域的宽度一致,折弯线保持对称以满足斜率一致,便于进行组装拼接。但目前的数控折弯机对此类梯形的塔筒片进行折弯时,塔筒片由伸缩元件推入数控折弯机的折弯区域时,由于折弯机上的折弯件与塔筒片上的折弯线存在角度差,无法确保对塔筒片的折弯形成有效定位,导致折弯后的塔筒片在后期的组装过程中的装配精度下降。
3、针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现思路
1、针对现有技术的不足,本发明提供了一种风电机塔筒分瓣块成型用定位工装,具备多点调整定位以确保折弯线与折弯件重合、折弯前期锁定等优点,解决了由于折弯机上的折弯件与塔筒片上的折弯线存在角度差,无法确保对塔筒片的折弯形成有效定位,导致折弯后的塔筒片在后期的组装过程中的装配精度下降的问题。
2、为解决上述由于折弯机上的折弯件与塔筒片上的折弯线存在角度差,无法确保对塔筒片的折弯形成有效定位,导致折弯后的塔筒片在后期的组装过程中的装配精度下降的技术问题,本发明提供如下技术方案:
3、一种风电机塔筒分瓣块成型用定位工装,包括若干定位基座,所述定位基座沿塔筒片折弯线均匀分布,每个所述定位基座的内壁底部均设置有调节滑轨,所述调节滑轨滑动设置有调节滑块,所述调节滑块上设置有定点块,且所述定点块上设置有感应槽;每个所述定位基座的内壁两侧均设置有引导杆,所述引导杆滑动设置有引导基座,且所述引导杆同轴设置有抵紧弹簧,且所述抵紧弹簧的两端分别固定安装在所述引导基座和所述定位基座上,所述引导基座上固定安装有底片,在所述底片上转动设置有承接轴,且在所述引导基座的下表面固定安装有与感应槽相匹配的感应定位件;
4、根据塔筒片折弯线相对其对称轴线的预期角度值,使每个所述调节滑块均驱动其对应的定点块移动至设定位置,以使各所述感应槽沿中轴线垂直投影所形成的圆的圆心的连线相对水平线的角度值与所述预期角度值相等。
5、优选地,所述感应定位件包括定位基柱,所述定位基柱沿其中轴线方向相对其内壁滑动设置有感应柱,且所述感应柱与所述定位基柱的内壁之间设置有定位弹簧,所述定位弹簧的两端分别固定安装在所述感应柱和定位基柱上。
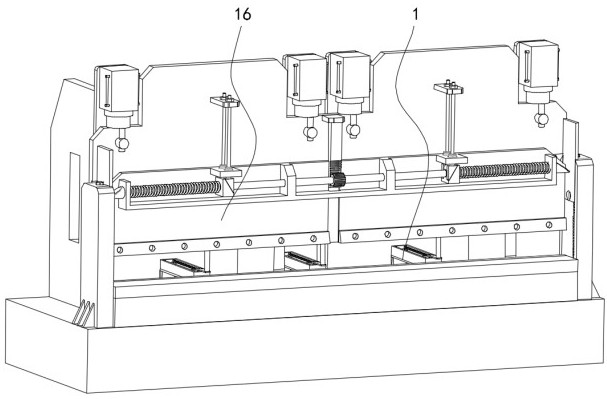
6、一种风电机塔筒分瓣块成型装置,包括基座,所述定位工装固定安装在所述基座上,所述基座上设置有折弯托板和多个龙骨架,每个所述龙骨架上均设置有液压缸,所述液压缸的输出轴固定安装有折弯板,所述折弯板的一侧设置有预压工装,且在折弯板的两侧设置有卡接件,且所述卡接件固定安装在所述基座上;
7、当各所述感应槽沿中轴线垂直投影所形成的圆的圆心的连线相对水平线的角度值与所述预期角度值相等时,所述液压缸同步驱动所述折弯板和预压工装下移,当所述预压工装与所述塔筒片抵触后,所述预压工装与所述卡接件所卡接,且随着液压缸的继续输出,所述折弯板驱动预压工装进行锁定后,所述折弯板独自运动以对塔筒片进行折弯。
8、优选地,所述卡接件包括卡接座,所述卡接座的一侧开设有调距槽,所述调距槽滑动设置有卡接限位条,且所述卡接限位条的一端开设有与所述预压工装相卡接的卡接槽;
9、所述卡接限位条的一端贯穿并螺纹连接有螺杆,所述螺杆与所述卡接座转动安装。
10、优选地,所述预压工装包括预压基板和预压底座,所述预压底座固定安装在所述预压基板的底部,用于与所述塔筒片贴合,所述预压基板的一侧固定安装有锁定架,所述锁定架上两端均设置有悬挂座,所述悬挂座被悬挂杆贯穿并与悬挂杆滑动配合,所述悬挂杆的一端设置有限位块,另一端固定安装在所述折弯板上;
11、其中,所述限位块的上表面与悬挂座的下表面相贴合。
12、优选地,所述锁定架的两端均滑动设置有卡接柱,所述卡接柱的一端为楔形端,用以与所述卡接槽相卡接,另一端贯穿并转动安装有抵位块,所述抵位块与限位块相接触以锁定所述悬挂杆;
13、所述卡接柱同轴设置有弹射弹簧,且所述弹射弹簧的两端分别固定安装在所述抵位块和锁定架上。
14、优选地,所述锁定架转动设置有驱动轴,所述驱动轴的两端均设置有十字驱动轴,所述卡接柱的一端开设有十字驱动槽,且所述十字驱动轴和所述十字驱动槽滑动配合,所述驱动轴的中部固定安装有齿轮,所述齿轮啮合有齿条,所述齿条固定安装在所述折弯板上。
15、一种风电机塔筒分瓣块成型方法,
16、s1:塔筒片折弯线相对其对称轴线的预期角度值,使每个所述调节滑块均驱动其对应的定点块移动至设定位置,以使各所述感应槽沿中轴线垂直投影所形成的圆的圆心的连线相对水平线的角度值与所述预期角度值相等;
17、s2:将塔筒片送至折弯板的下方,并使塔筒片推动各个承接轴平移,直至所有的感应柱均与感应槽相卡接;
18、s3:液压缸带动折弯板和预压底座同步下移至预压底座与塔筒片相抵触,此时卡接柱与卡接槽相卡接以完成对预压底座的初步位置限定,即对塔筒片的初步位置限定;
19、s4:液压缸带动折弯板继续下移,以驱动卡接柱转动,使卡接柱无法受到横向平移力,以防止卡接柱从卡接槽内脱落,完成对预压底座的最终位置限定,即对塔筒片的最终位置限定;
20、s5:液压缸继续带动折弯板下移,以使折弯板挤压塔筒片,完成折弯。
21、与现有技术相比,本发明提供了一种风电机塔筒分瓣块成型用定位工装,具备以下有益效果:
22、1、本发明利用塔筒片推动多个承接轴进行平移,以使安装有承接轴的引导基座在引导杆上进行滑动,并通过塔筒片推动承接轴的方式,使所有的感应定位件均与其对应的感应槽相抵触,以完成对塔筒片的放置,实现多个承接轴以及预期对应的感应定位件、感应槽形成多点定位,从而确保塔筒片达到指定位置,确保塔筒实际折弯线的斜率与塔筒片斜边的斜率保持一致,避免由于折弯机上的折弯件与塔筒片上的折弯线存在角度差,无法确保对塔筒片的折弯形成有效定位,导致折弯后的塔筒片在后期的组装过程中的装配精度下降。
23、2、本发明在通过在折弯板对塔筒片进行折弯前,带动预压工装对塔筒片的折弯线附近进行沿竖直方向上的限位,并且对预压工装在竖直方向进行锁定,随后再进行塔筒片的折弯,从而避免了折弯板在对塔筒片进行折弯时,折弯线附近的塔筒片出现异变,导致塔筒片其他区域出现不同弧度的弯曲现象。
- 还没有人留言评论。精彩留言会获得点赞!