圆周方向连续进料的辊式横轧装置及方法
本发明涉及金属塑性成形工艺与装备,特别涉及一种圆周方向连续进料的辊式横轧装置及方法。
背景技术:
1、横轧的工作原理是轧件在两个旋转方向相同的轧辊间作平行于轧辊轴线并与轧辊转动方向相反的运动。由于横轧加工工艺的高效性,横轧被广泛应用于汽车,拖拉机,摩托车等轴类零件毛坯的生产,以及为模锻件提供预制毛坯,此外也用于轧制螺纹,齿轮等零件。中小尺寸的轴类零件以及零件预制坯在汽车,轮船,航空航天方面用量巨大。横轧工艺本身已经发挥了其快速高效的特点,为了让轧制效率再有所提升,则需要高效的进出料方式来逐步实现自动化生产,实现自动化生产不仅能够提高生产速度也能降低生产成本。
2、目前横轧主要以轴向自动顶料的方式将棒料送入轧制指定位置。采用轴向顶料的方式属于非连续进料,即每完成一次轧制,轧辊都需要停在固定的位置等待下一根待轧制坯料被推入指定位置。现有的一种楔横轧圆周方向进料装置,其送料原理为接料单元与弧形滑轨相配合使坯料通过弧形滑轨滑到指定轧制位置,该种方式为非连续进料方式并且适合大型轴类零件的轧制。不能满足小型的轴类零件轧制快速高效的要求。
技术实现思路
1、本发明的目的就是克服现有技术的不足,提供了一种圆周方向连续进料的辊式横轧装置及方法,该方法效率显著提升,特别适合小型轴类零件的进料轧制,成批的待轧制坯料直接摆放在储料架的斜面上,由重力作用,待轧制坯料逐一进入斜置轧机,轧制完毕后逐一被送出。此方法可以实现送料轧制过程中轧辊不停转,一次上料,轧机可长时间工作。根据需求调整轧辊转速后送料速度可实现同步调整,实现了高效快速轧制的目标。
2、本发明采用如下技术方案:
3、一方面,本发明提供了一种圆周方向连续进料的辊式横轧装置,包括储料架、送料辊轮和斜置横轧机;
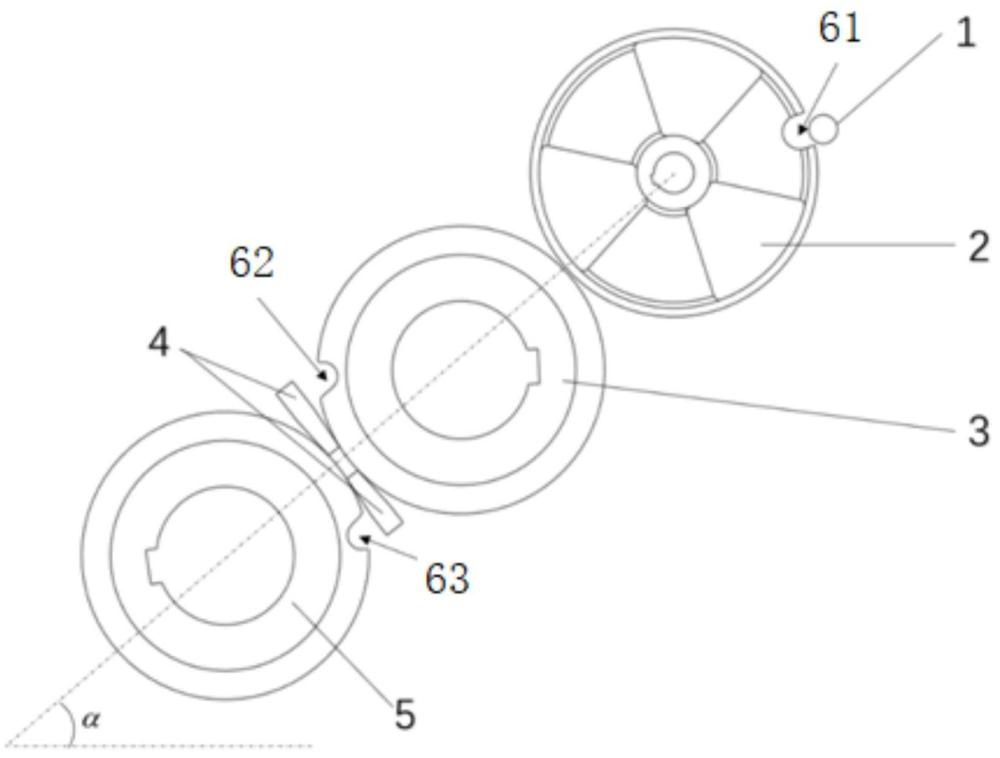
4、所述斜置横轧机包括上轧辊和下轧辊,所述上轧辊和下轧辊上均设置有模具,所述上轧辊和下轧辊分别设置第二物料槽和第三物料槽,第二物料槽位于上轧辊模具起点处,第三物料槽位于下轧辊模具终点;所述送料辊轮上设置第一物料槽;
5、所述送料辊轮设置在所述上轧辊的斜上方;所述送料辊轮、上轧辊及下轧辊的轴线均相互平行,且位于同一个平面内,所述平面与水平面成设定夹角;所述送料辊轮、上轧辊及下轧辊的直径均相同;
6、所述送料辊轮的第一物料槽转动到储料架入料口时,储料架上的待轧制棒坯料落入第一物料槽;所述送料辊轮继续转动,所述第一物料槽携带棒坯料转动至与所述上轧辊相交时棒坯料落入所述第二物料槽;所述上轧辊继续转动,所述第二物料槽携带棒坯料至与所述下轧辊相交时将棒坯料送至轧制位置,棒坯料在上轧辊和下轧辊的共同作用下被轧制成形;轧制完成得到的轧制后零件在所述第三物料槽转动至轧制位置时落入所述第三物料槽;下轧辊继续转动,所述第三物料槽携带轧制后零件至出料端。
7、如上所述的任一可能的实现方式,进一步提供一种实现方式,所述上轧辊和下轧辊的间隙处设置导板,所述导板为上下2块,2块所述导板之间的位置为轧制位置。
8、如上所述的任一可能的实现方式,进一步提供一种实现方式,所述送料辊轮、上轧辊、下轧辊均设置有用于防止棒坯料或轧制后零件在转动过程中脱槽的压料器。
9、如上所述的任一可能的实现方式,进一步提供一种实现方式,与所述送料辊轮对应的压料器为进料保护罩,为弧形结构,弧形结构的内圆弧与所述送料辊轮的截面圆共圆心。
10、如上所述的任一可能的实现方式,进一步提供一种实现方式,与所述上轧辊、下轧辊对应的压料器均由若干条弧形钢条组成,所述弧形钢条的内圆弧分别与所述上轧辊或所述下轧辊的截面圆共圆心。
11、如上所述的任一可能的实现方式,进一步提供一种实现方式,所述送料辊轮、上轧辊及下轧辊的轴线所在的平面与水平面的夹角为20°-40°。
12、如上所述的任一可能的实现方式,进一步提供一种实现方式,所述储料架包括一个倾斜斜面,棒坯料沿所述倾斜斜面顺次向下供料,在所述倾斜斜面的末端进入所述送料辊轮的第一物料槽;所述倾斜斜面的两侧边安装有2块夹料板,用于保证进料时待轧制棒坯料的两端平齐。
13、如上所述的任一可能的实现方式,进一步提供一种实现方式,2块所述夹料板之间的间距可调整,用于适应不同长度的棒坯料。
14、如上所述的任一可能的实现方式,进一步提供一种实现方式,所述送料辊轮与所述上轧辊之间为链传动,所述上轧辊转动时,由上轧辊主轴提供动力,通过链带动所述送料辊轮转动。
15、另一方面,本发明还提供了一种圆周方向连续进料的辊式横轧方法,所述方法使用上述的圆周方向连续进料的辊式横轧装置,所述方法包括:
16、s1、棒坯料放置于储料架,在送料辊轮的第一物料槽转动到储料架入口处时,最前端的棒坯料在重力作用下落入第一物料槽;
17、s2、送料辊轮继续转动,第一物料槽携带棒坯料转动至与上轧辊相交时棒坯料落入第二物料槽;
18、s3、上轧辊继续转动,所述第二物料槽携带棒坯料至与下轧辊相交时将棒坯料送至轧制位置,棒坯料在重力作用下落入由2块导板所限定的轧制位置;棒坯料在上轧辊和下轧辊的共同作用下被轧制成形;
19、s4、轧制完成得到的轧制后零件在第三物料槽转动至轧制位置时在重力作用下落入第三物料槽;下轧辊继续转动,第三物料槽携带轧制后零件至出料端,完成一次进料和出料;
20、s5、送料辊轮、上轧辊、下轧辊连续不停旋转;上一根棒坯料开始轧制时,下一根棒坯料同时进入第一物料槽;重复步骤s1-s4,实现连续不间断的进料和出料。
21、本发明的有益效果为:
22、1、本发明装置在运转时,第一根坯料开始轧制时,下一根坯料紧接着进入到送料辊轮的第一物料槽内,待第一根坯料轧制完毕后随即被下轧辊的第三物料槽带出,第二根待轧制坯料立即进入到待轧制位置进行轧制。这与传统的轴向推料装置相比大大缩短了生产时间。
23、2、本发明装置为连续进料装置,可以实现连续的轧制和进出料,提高小型轴类零件或轴类毛坯件的轧制生产效率;本发明装置运送料的过程中合理利用了轧辊转动动力和待轧制坯料的重力,因此不需要额外的动力输入,达到了节约能源和减少成本的目的;本发明装置一次上料后可连续轧制,减少了上料操作程序,适合大批量生产。
24、3、本发明装置结构简单,稳定性好,节省了设备的空间,具有广阔的应用前景。
技术特征:
1.一种圆周方向连续进料的辊式横轧装置,其特征在于,所述装置包括储料架、送料辊轮和斜置横轧机;
2.如权利要求1所述的圆周方向连续进料的辊式横轧装置,其特征在于,所述上轧辊和下轧辊的间隙处设置导板,所述导板为上下2块,2块所述导板之间的位置为轧制位置。
3.如权利要求1所述的圆周方向连续进料的辊式横轧装置,其特征在于,所述送料辊轮、上轧辊、下轧辊均设置有用于防止棒坯料或轧制后零件在转动过程中脱槽的压料器。
4.如权利要求3所述的圆周方向连续进料的辊式横轧装置,其特征在于,与所述送料辊轮对应的压料器为进料保护罩,为弧形结构,弧形结构的内圆弧与所述送料辊轮的截面圆共圆心。
5.如权利要求3所述的圆周方向连续进料的辊式横轧装置,其特征在于,与所述上轧辊、下轧辊对应的压料器均由若干条弧形钢条组成,所述弧形钢条的内圆弧分别与所述上轧辊或所述下轧辊的截面圆共圆心。
6.如权利要求1所述的圆周方向连续进料的辊式横轧装置,其特征在于,所述送料辊轮、上轧辊及下轧辊的轴线所在的平面与水平面的夹角为20°-40°。
7.如权利要求1所述的圆周方向连续进料的辊式横轧装置,其特征在于,所述储料架包括一个倾斜斜面,棒坯料沿所述倾斜斜面顺次向下供料,在所述倾斜斜面的末端进入所述送料辊轮的第一物料槽;所述倾斜斜面的两侧边安装有2块夹料板,用于保证进料时待轧制棒坯料的两端平齐。
8.如权利要求7所述的圆周方向连续进料的辊式横轧装置,其特征在于,2块所述夹料板之间的间距可调整,用于适应不同长度的棒坯料。
9.如权利要求1所述的圆周方向连续进料的辊式横轧装置,其特征在于,所述送料辊轮与所述上轧辊之间为链传动,所述上轧辊转动时,由上轧辊主轴提供动力,通过链带动所述送料辊轮转动。
10.一种圆周方向连续进料的辊式横轧方法,其特征在于,所述方法使用如权利要求1-9任一项所述的圆周方向连续进料的辊式横轧装置,所述方法包括:
技术总结
本发明涉及金属塑性成形工艺与装备技术领域,提供了一种圆周方向连续进料的辊式横轧装置及方法,所述装置包括储料架、送料辊轮和斜置横轧机;斜置横轧机包括上轧辊和下轧辊,上下轧辊分别设置第二物料槽和第三物料槽;送料辊轮上设置第一物料槽;送料辊轮设置在上轧辊的斜上方;送料辊轮、上下轧辊的轴线均相互平行且位于同一个平面内,所述平面与水平面成设定夹角;送料辊轮、上下轧辊的直径均相同。本发明实现了送料、轧制、出料一体化,且进出料速度与轧辊转速可同步调整,送料状态稳定且省时高效;本发明具有显著提高轴类零件生产效率、能耗低、节省人工成本等优点,可用于实现大批量轴类零件自动化轧制生产,具有广阔的应用前景。
技术研发人员:王宝雨,王轩,孙朝阳,杨翠苹,郑振华
受保护的技术使用者:北京科技大学
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!