一种U型螺栓标准件的全自动折弯装置的制作方法
本发明属于u型螺栓加工,具体涉及一种u型螺栓标准件的全自动折弯装置。
背景技术:
1、u型螺栓的两头有螺纹,可与螺帽结合,主要用于固定管状物如水管或片状物如汽车的钢板弹簧,u型螺栓一般是由直线式的双头螺栓折弯而成,中间需要经过高温加热阶段,并且现有的双头螺栓操作大多是人工进行操作,定位容易不准确达不到标准件的统一要求。
2、现有技术通过两端限位中间进行冲压的方式进行折弯处理,但是还会出现远离冲压头的一侧缺少定位的模具支撑导致u型外端的冲压精度无法得到保证的问题。
3、因此,本发明提出一种,解决现有技术中u型螺栓冲压时远离冲压头的一侧缺少定位的模具支撑导致u型外端的冲压精度无法得到保证的问题,可以通过在中部使用模组进行定位支撑后两端进行折弯代替两端固定中部冲压折弯来保证折弯精度一致。
技术实现思路
1、针对现有技术存在的不足,本发明目的是提供一种u型螺栓标准件的全自动折弯装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种u型螺栓标准件的全自动折弯装置,包括自动折弯装置台,所述自动折弯装置台的上表面设置有折弯模具组件,所述折弯模具组件的外侧设置有自动对称折弯组件,所述折弯模具组件包括有固定安装在自动折弯装置台上表面中部的定折弯保护模具,所述定折弯保护模具的前端设置后动模具架,所述自动对称折弯组件包括有对称转动安装在定折弯保护模具下表面中部的转动折弯架,所述转动折弯架的上方设置有自动折弯辊。
3、优选的,所述动模具架一端与定折弯保护模具的前端中部固定连接,所述动模具架的中部滑动安装有动折弯保护模具,所述动模具架的上下内壁分别设置有与动折弯保护模具相适配的滑槽。
4、优选的,所述动折弯保护模具的后表面中部转动安装有动模具调节螺纹杆,所述动模具调节螺纹杆的外表面与动模具架的前端内壁螺纹连接。
5、优选的,所述自动折弯辊的底部固定安装有滑柱,所述转动折弯架一端设置有与滑柱相适配的滑槽,所述转动折弯架的一端滑槽内部固定安装有限位滑杆。
6、优选的,所述限位滑杆贯穿滑柱的内壁,所述限位滑杆的外表面套接安装有挤压弹簧,所述挤压弹簧的一端与滑柱的外侧表面相接触。
7、优选的,两组所述转动折弯架的另一端底部转轴外表面固定安装有啮合齿轮组,所述自动折弯装置台的下表面固定安装有驱动电机,所述驱动电机的输出轴与一组所述转动折弯架的转轴底端固定连接。
8、优选的,所述定折弯保护模具的后端设置有辅助支撑架组件,所述辅助支撑架组件包括对称铰接安装在定折弯保护模具后端两侧的单向外侧支撑架,所述定折弯保护模具的后侧表面固定安装有滑动槽,所述滑动槽的中部固定安装有双头伸缩杆。
9、优选的,两组所述单向外侧支撑架的内侧表面均转动安装有支撑杆,所述支撑杆的一端活动安装有滑动块,所述滑动块与滑动槽的内侧表面滑动连接,所述双头伸缩杆的两端分别与支撑杆的滑动块侧表面固定连接。
10、与现有技术相比,本发明的有益效果是:
11、通过定折弯保护模具和动折弯保护模具相互配合对直线螺栓工件中间内外侧进行夹持固定,并通过两侧转动折弯架同时转动带动自动折弯辊从直线螺栓的外侧对其进行折弯,在此过程中,定折弯保护模具与动折弯保护模具对螺栓工件的折弯处进行定位支撑保护,因为定折弯保护模具与动折弯保护模具内侧配合形成u型折弯轨道,螺栓工件在折弯时与折弯轨道贴合可以保证螺栓工件的折弯处精度保持一致,解决了现有技术中u型螺栓冲压时远离冲压头的一侧缺少定位的模具支撑导致u型外端的冲压精度无法得到保证的问题,可以通过在中部使用模组进行定位支撑后两端进行折弯代替两端固定中部冲压折弯来保证折弯精度一致。
技术特征:
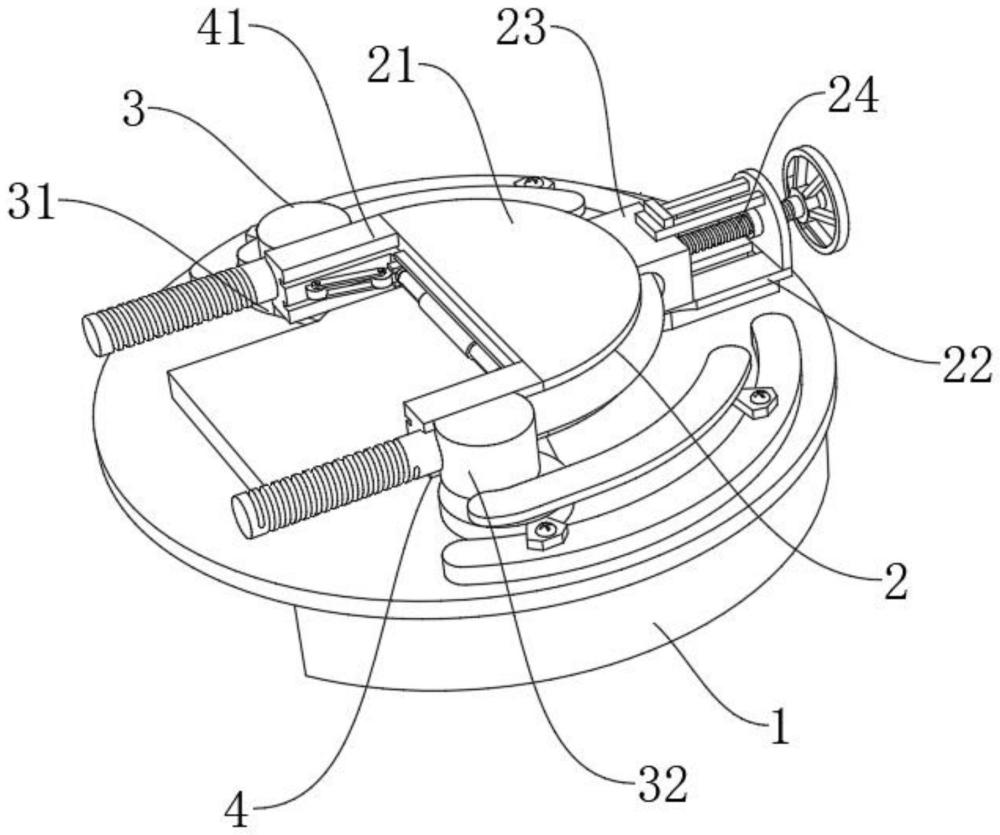
1.一种u型螺栓标准件的全自动折弯装置,包括自动折弯装置台(1),其特征在于:所述自动折弯装置台(1)的上表面设置有折弯模具组件(2),所述折弯模具组件(2)的外侧设置有自动对称折弯组件(3),所述折弯模具组件(2)包括有固定安装在自动折弯装置台(1)上表面中部的定折弯保护模具(21),所述定折弯保护模具(21)的前端设置后动模具架(22),所述自动对称折弯组件(3)包括有对称转动安装在定折弯保护模具(21)下表面中部的转动折弯架(31),所述转动折弯架(31)的上方设置有自动折弯辊(32)。
2.根据权利要求1所述的一种u型螺栓标准件的全自动折弯装置,其特征在于:所述动模具架(22)一端与定折弯保护模具(21)的前端中部固定连接,所述动模具架(22)的中部滑动安装有动折弯保护模具(23),所述动模具架(22)的上下内壁分别设置有与动折弯保护模具(23)相适配的滑槽。
3.根据权利要求2所述的一种u型螺栓标准件的全自动折弯装置,其特征在于:所述动折弯保护模具(23)的后表面中部转动安装有动模具调节螺纹杆(24),所述动模具调节螺纹杆(24)的外表面与动模具架(22)的前端内壁螺纹连接。
4.根据权利要求1所述的一种u型螺栓标准件的全自动折弯装置,其特征在于:所述自动折弯辊(32)的底部固定安装有滑柱(321),所述转动折弯架(31)一端设置有与滑柱(321)相适配的滑槽,所述转动折弯架(31)的一端滑槽内部固定安装有限位滑杆(311)。
5.根据权利要求4所述的一种u型螺栓标准件的全自动折弯装置,其特征在于:所述限位滑杆(311)贯穿滑柱(321)的内壁,所述限位滑杆(311)的外表面套接安装有挤压弹簧(312),所述挤压弹簧(312)的一端与滑柱(321)的外侧表面相接触。
6.根据权利要求5所述的一种u型螺栓标准件的全自动折弯装置,其特征在于:两组所述转动折弯架(31)的另一端底部转轴外表面固定安装有啮合齿轮组(34),所述自动折弯装置台(1)的下表面固定安装有驱动电机(33),所述驱动电机(33)的输出轴与一组所述转动折弯架(31)的转轴底端固定连接。
7.根据权利要求1所述的一种u型螺栓标准件的全自动折弯装置,其特征在于:所述定折弯保护模具(21)的后端设置有辅助支撑架组件(4),所述辅助支撑架组件(4)包括对称铰接安装在定折弯保护模具(21)后端两侧的单向外侧支撑架(41),所述定折弯保护模具(21)的后侧表面固定安装有滑动槽(43),所述滑动槽(43)的中部固定安装有双头伸缩杆(44)。
8.根据权利要求7所述的一种u型螺栓标准件的全自动折弯装置,其特征在于:两组所述单向外侧支撑架(41)的内侧表面均转动安装有支撑杆(42),所述支撑杆(42)的一端活动安装有滑动块,所述滑动块与滑动槽(43)的内侧表面滑动连接,所述双头伸缩杆(44)的两端分别与支撑杆(42)的滑动块侧表面固定连接。
技术总结
本发明涉及U型螺栓加工技术领域,具体为一种U型螺栓标准件的全自动折弯装置,包括自动折弯装置台,所述自动折弯装置台的上表面设置有折弯模具组件,所述折弯模具组件的外侧设置有自动对称折弯组件,有益效果为:通过定折弯保护模具和动折弯保护模具相互配合对直线螺栓工件中间内外侧进行夹持固定,并通过两侧转动折弯架同时转动带动自动折弯辊从直线螺栓的外侧对其进行折弯,在此过程中,定折弯保护模具与动折弯保护模具对螺栓工件的折弯处进行定位支撑保护,因为定折弯保护模具与动折弯保护模具内侧配合形成U型折弯轨道,螺栓工件在折弯时与折弯轨道贴合可以保证螺栓工件的折弯处精度保持一致。
技术研发人员:马晓晨
受保护的技术使用者:平湖市晨丰五金有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!