控制焊接设备的方法、装置、设备、存储介质及程序产品与流程
本技术涉及焊接设备检测,尤其涉及一种控制焊接设备的方法、装置、设备、存储介质及程序产品。
背景技术:
1、新能源电池在生活和产业中的应用越来越广泛,例如,储能领域、新能源汽车领域等。
2、目前,在通过焊接设备对新能源电池进行焊接后,需要通过检测焊缝质量才能确定焊接设备是否出现异常。这样会导致出现因焊接设备的异常而使得电池的焊缝不合格的现象,从而需要对大量的异常电池进行重新焊接,增加了时间和经济的成本。
技术实现思路
1、有鉴于此,本技术实施例至少提供一种控制焊接设备的方法、装置、设备、存储介质及程序产品。
2、本技术实施例的技术方案是这样实现的:
3、第一方面,本技术实施例提供一种控制焊接设备的方法,所述焊接设备包括热封控制器和焊接探头;所述焊接探头为热熔焊接探头;所述控制焊接设备的方法包括:
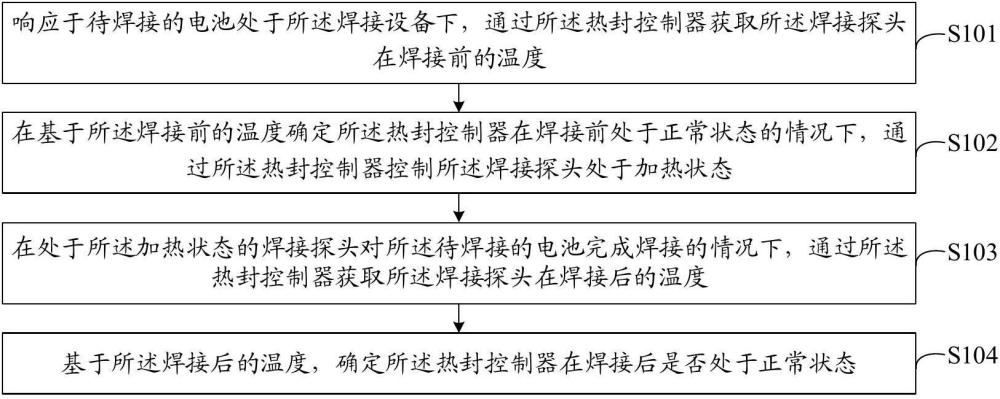
4、响应于待焊接的电池处于所述焊接设备下,通过所述热封控制器获取所述焊接探头在焊接前的温度;
5、在基于所述焊接前的温度确定所述热封控制器在焊接前处于正常状态的情况下,通过所述热封控制器控制所述焊接探头处于加热状态;
6、在处于所述加热状态的焊接探头对所述待焊接的电池完成焊接的情况下,通过所述热封控制器获取所述焊接探头在焊接后的温度;
7、基于所述焊接后的温度,确定所述热封控制器在焊接后是否处于正常状态;
8、其中,所述热封控制器在焊接前处于正常状态以及所述热封控制器在焊接后是否处于正常状态,是基于室温范围确定的。
9、本技术实施例中,通过焊接探头在焊接前的温度可以确定热封控制器在焊接前是否处于正常状态,在热封控制器在焊接前处于正常状态的情况下,才会控制焊接探头处于加热状态。这样,在焊接前便可以提前确定出焊接设备是否有异常,减少了因为通过异常的焊接设备焊接电池,而导致电池的焊缝不合格的情况。并且在待焊接的电池完成焊接后,也会继续获取焊接探头在焊接后的温度,再次确定热封控制器在焊接后是否处于正常状态。这样,通过焊接探头在焊接前以及焊接后各自对应的温度,可以确定出热封控制器在整个焊接阶段中是否处于正常状态,从而能够极大地减少因处于异常状态的焊接设备,而导致电池的焊缝不合格的情况,进而降低了电池焊接的生产时间成本以及生产经济成本。
10、进一步地,焊接探头在焊接过程中、待焊接的电池完成焊接后,也会继续对应获取焊接探头在焊接中的温度、焊接探头在焊接后的温度,再次确定热封控制器在焊接中、在焊接后是否处于正常状态。这样,通过焊接探头在焊接前、焊接中以及焊接后各自对应的温度,可以确定出热封控制器在整个焊接阶段中是否处于正常状态,从而能够极大地减少因处于异常状态的焊接设备,而导致电池的焊缝不合格的情况,进而降低了电池焊接的生产时间成本以及生产经济成本。
11、在一些实施例中,所述焊接探头为热熔焊接探头;所述待焊接的电池为裸电芯;所述控制焊接设备的方法还包括:在所述焊接探头处于加热状态的情况下,通过所述热封控制器控制所述热熔焊接探头分别对绝缘膜与所述裸电芯的顶盖、所述绝缘膜与所述裸电芯的底托进行热熔焊接。
12、本技术实施例中,通过处于加热状态的焊接探头可以准确地对绝缘膜与裸电芯的顶盖、绝缘膜与裸电芯的底托进行热熔焊接。
13、在一些实施例中,所述响应于待焊接的电池处于所述焊接设备下,通过所述热封控制器获取所述焊接探头在焊接前的温度,包括:响应于所述待焊接的电池处于所述焊接设备下,经过第一预设时间后向所述热封控制器发送温度采集控制信号;所述温度采集控制信号,用于控制所述热封控制器获取所述焊接前的温度;接收所述热封控制器发送的焊接前的温度。
14、本技术实施例中,在待焊接的电池处于焊接设备的情况下,经过第一预设时间后向热封控制器发送温度采集控制信号,通过该温度采集控制信号可以控制热封控制器获取焊接探头在焊接前的温度。这样,经过第一预设时间后再获取焊接探头的温度更能代表当前热封控制器的状态,从而提高了确定热封控制器的准确性。
15、在一些实施例中,所述在基于所述焊接前的温度确定所述热封控制器在焊接前处于正常状态的情况下,通过所述热封控制器控制所述焊接探头处于加热状态,包括:在所述焊接前的温度处于室温范围内的情况下,确定所述热封控制器在焊接前处于正常状态;在所述热封控制器在焊接前处于正常状态的情况下,向所述热封控制器发送开启信号;所述热封控制器用于响应于所述开启信号,控制所述焊接探头处于加热状态。
16、本技术实施例中,通过确定焊接探头的焊接前的温度是否处于室温范围内,能够准确地确定出热封控制器在焊接前是否处于正常状态。只有在热封控制器在焊接前处于正常状态的情况下,才能通过热封控制器控制焊接探头处于加热状态。这样,在焊接前便可以提前确定焊接设备是否出现异常,减少因为通过异常的焊接设备焊接电池,而导致电池的焊缝不合格的现象,从而降低了生产的时间成本以及经济成本。
17、在一些实施例中,上述方法还包括:在处于所述加热状态的焊接探头在焊接过程中,通过所述热封控制器获取所述焊接探头在焊接中的温度;所述在处于所述加热状态的焊接探头对所述待焊接的电池完成焊接的情况下,通过所述热封控制器获取所述焊接探头在焊接后的温度,包括:基于所述焊接探头在焊接中的温度,确定所述热封控制器在焊接中是否处于正常状态;在确定所述热封控制器在焊接中处于正常状态,且所述焊接探头对所述待焊接的电池完成焊接的情况下,通过所述热封控制器获取所述焊接探头在焊接后的温度。
18、本技术实施例中,可以通过焊接探头在焊接中的温度,确定热封控制器在焊接中是否处于正常状态,在热封控制器在焊接中处于正常状态的情况下,焊接探头对待焊接的电池继续焊接,并在焊接完成之后,获取焊接探头在焊接后的温度,以确定热封控制器在焊接后的状态。这样,可以减少因为热封控制器异常而导致电池焊接质量低的情况。
19、在一些实施例中,所述在处于所述加热状态的焊接探头在焊接过程中,通过所述热封控制器获取所述焊接探头在焊接中的温度,包括:在所述焊接探头在第一阶段的情况下,通过所述热封控制器获取所述焊接探头在第一阶段的温度,以及,基于所述第一阶段的温度确定所述热封控制器是否处于正常状态;其中,所述第一阶段用于表征处于焊接探头已经加热,但未接触到所述待焊接的电池;在确定所述热封控制器处于正常状态的情况下,通过所述热封控制器控制所述焊接探头进入第二阶段;其中,所述第二阶段用于表征所述焊接探头已经加热,且对所述待焊接的电池进行焊接;在所述焊接探头处于所述第二阶段的情况下,通过所述热封控制器获取所述焊接探头在第二阶段的温度。
20、本技术实施例中,在处于加热状态的焊接探头在焊接过程中,可以分阶段地获取焊接探头未接触到待焊接的电池时的温度(即第一阶段的温度)以及焊接探头对待焊接的电池进行焊接时的温度(即第二阶段的温度),并且第二阶段的温度是在基于第一阶段的温度确定热封控制器在焊接探头在处于第一阶段时为正常状态的前提下获取的。这样,可以最大程度上减少在焊接探头对待焊接的电池进行焊接时,发现热封控制器出现异常的情况,从而降低了电池生产过程中的时间成本以及经济成本。
21、在一些实施例中,所述基于所述焊接探头在焊接中的温度,确定所述热封控制器在焊接中是否处于正常状态,包括:在所述焊接探头在第二阶段的温度处于预设温度范围内的情况下,确定所述热封控制器在焊接中处于正常状态;所述在确定所述热封控制器在焊接中处于正常状态,且所述焊接探头对所述待焊接的电池完成焊接的情况下,通过所述热封控制器获取所述焊接探头在焊接后的温度,包括:在所述热封控制器在焊接中处于正常状态,且所述焊接探头对所述待焊接的电池完成焊接的情况下,经过第二预设时间后,向所述热封控制器发送温度采集控制信号;所述温度采集控制信号,用于控制所述热封控制器获取所述焊接后的温度;接收所述热封控制器发送的焊接后的温度。
22、本技术实施例中,通过判断焊接探头在第二阶段的温度是否在预设温度范围内,可以确定热封控制器在焊接中是否处于正常状态。这样,通过焊接探头的温度可以准确地确定热封控制器在焊接过程中是否处于正常状态,从而在热封控制器出现异常时,能够及时地停止焊接,以降低因热封控制器异常而导致损伤电池的损失。并且在确定热封控制器在焊接中处于正常状态的情况下,能够获取焊接探头经过第二预设时间的冷却后的温度。这样,能够准确地获取到焊接探头冷却后的温度,从而提高了确定热封控制器的准确性。
23、在一些实施例中,所述控制焊接设备的方法,还包括:在所述热封控制器在焊接后或焊接中处于异常状态的情况下,发送异常报警信息并获取所述待焊接的电池的焊接图像;对所述焊接图像中的焊接区域进行检测,得到检测结果;所述检测结果用于表征所述焊接区域是否存在缺陷。
24、本技术实施例中,在热封控制器在焊接后或焊接中处于异常状态的情况下,获取待焊接的电池的焊接图像;对焊接图像中的焊接区域进行检测,确定焊接区域是否存在缺陷。这样,通过获取焊接图像自动识别电池的焊接质量,从而提高了生产效率。并且,在热封控制器在焊接后处于异常状态的情况下,发送异常报警信息。这样,可以及时地提示操作者,以对热封控制器进行干预处理。
25、在一些实施例中,所述对所述焊接图像中的焊接区域进行检测,得到检测结果,包括:在所述焊接探头的温度小于温度范围的下限值的情况下,对所述焊接图像中的焊接区域进行漏焊缺陷检测,得到所述检测结果;在所述焊接探头的温度大于温度范围的上限值的情况下,对所述焊接图像中的焊接区域进行过焊缺陷检测,得到所述检测结果。
26、本技术实施例中,可以根据焊接探头的温度,选择对焊接图像中的焊接区域进行的缺陷检测方式的类型,当焊接探头的温度小于温度范围的下限值时,可以采用漏焊缺陷检测的检测方式对焊接图像中的焊接区域进行处理,当焊接探头的温度大于温度范围的上限值时,可以采用过焊缺陷检测的检测方式对焊接图像中的焊接区域进行处理。这样,采用与焊接探头的温度对应的检测方式,对焊接图像中的焊接区域进行处理,可以提高检测的准确性。
27、第二方面,本技术实施例提供一种控制焊接设备的装置,所述焊接设备包括热封控制器和焊接探头;所述焊接探头为热熔焊接探头;所述控制焊接设备的装置,包括:
28、温度获取单元,用于响应于待焊接的电池处于所述焊接设备下,通过所述热封控制器获取所述焊接探头在焊接前的温度;
29、控制单元,用于在基于所述焊接前的温度确定所述热封控制器在焊接前处于正常状态的情况下,通过所述热封控制器控制所述焊接探头处于加热状态;
30、所述温度获取单元,还用于在处于所述加热状态的所述焊接探头对所述待焊接的电池完成焊接的情况下,通过所述热封控制器获取所述焊接探头在焊接后的温度;
31、状态确定单元,用于基于所述焊接后的温度,确定所述热封控制器在焊接后是否处于正常状态;
32、其中,所述热封控制器在焊接前处于正常状态以及所述热封控制器在焊接后是否处于正常状态,是基于室温范围确定的。
33、第三方面,本技术实施例提供一种控制焊接设备的设备,包括存储器和处理器,所述存储器存储有可在处理器上运行的计算机程序,所述处理器执行所述程序时实现上述方法中的部分或全部步骤。
34、第四方面,本技术实施例提供一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现上述方法中的部分或全部步骤。
35、第五方面,本技术实施例提供一种计算机程序产品,包括计算机程序或指令,所述计算机程序或指令被处理器执行时实现上述方法中的部分或全部步骤。
36、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,而非限制本技术的技术方案。
- 还没有人留言评论。精彩留言会获得点赞!