一种冲压模具的快拆机构的制作方法
本申请涉及冲压,尤其是一种冲压模具的快拆机构。
背景技术:
1、冲压是靠压力机和模具对材料施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法。
2、冲压模具常常利用例如冲床式的机座来进行安装和固定使用,冲压模具的上模一般即为冲头,实际上机座一般是通用的,更换冲压模具的冲头即可实现同一冲床加工不同规格或类型的产品;或者冲压模具出现故障时,需要更换维修,而现有的冲压模具头一般通过多个螺纹螺栓紧固连接,拆装较为耗时。以上两种情况下,都涉及冲头的拆卸和安装,如何在其拆卸和安装过程简化以减少更换时间和减小操作难度,是亟待解决的问题。
技术实现思路
1、本申请的目的在于提出一种能够方便冲头拆装的冲压模具快拆机构。
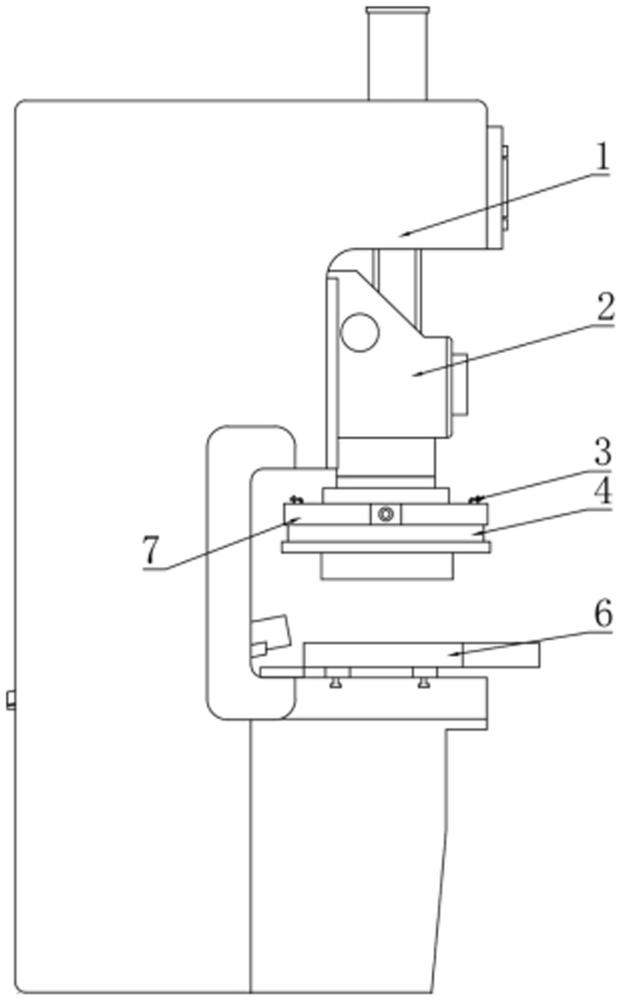
2、为达到以上目的,本申请采用的技术方案为:一种冲压模具的快拆机构,包括冲头座、冲头结构以及设置于所述冲头座两侧的锁定结构,所述锁定结构的底部为l型,所述冲头结构开有适于所述锁定结构进行安装和转动的通道槽和锁定槽,所述锁定槽的高度与所述锁定结构底部横杆的厚度一致,两侧的所述锁定结构分别由所述冲头结构的顶部滑入,随后两侧的所述锁定结构分别反向地转动设定角度α,其中60°≤α≤90°,以使所述冲头结构在竖直方向上锁定,同时两侧的所述锁定结构在水平方向上分别沿相反的方向对所述冲头结构进行限位,以使所述冲头结构保持固定。
3、作为一种优选,所述锁定结构包括位于所述冲头座上方的转动部、轴接安装在所述冲头座上的连接部以及与所述锁定槽适配的卡位部,所述转动部和所述连接部、所述连接部和所述卡位部均垂直连接,所述锁定槽为半圆形槽,且两侧的两个所述锁定槽开口方向相反,所述卡位部的长度与所述半圆形槽的半径相同,以使两侧的两个所述锁定结构反向转动后沿相反的方向对所述冲头结构进行限位。
4、作为一种优选,所述设定角度α为90°。
5、作为一种优选,所述转动部设置有锁定部,所述锁定部适于在所述锁定结构转动后将其固定,以在安装后阻止所述锁定结构转动。
6、作为一种优选,所述锁定部为垂直于所述转动部顶部插入设置的锁定杆,所述冲头座的顶部设置有锁定孔,所述锁定孔的位置在所述转动部安装转动后在所述冲头座顶部的投影路径上,所述冲头座安装后,所述锁定杆的底部对准所述锁定孔进行配合连接,以阻止安装后的所述锁定结构转动。
7、作为一种优选,所述锁定杆直接滑动插接于所述转动部上,当所述锁定结构转动并安装到位时,所述锁定杆受重力自由下落至所述锁定孔中以形成锁定。
8、作为一种优选,所述锁定杆插入所述转动部后于所述转动部形成螺纹配合,所述锁定杆底部设有螺纹,所述锁定孔为螺纹孔,所述锁定结构安装到位后,所述锁定杆螺纹连接于所述锁定孔内以形成锁定。
9、作为一种优选,所述冲头座包括适于所述连接部安装的安装通道,所述冲头结构的顶部开有适于所述卡位部安装的避让通道,所述避让通道的底部与所述锁定槽相接,所述安装通道内设有轴接部和扭簧,所述扭簧适于使所述连接部初始状态下处于弹性状态,此状态下所述卡位部与所述避让通道相错位,且此时所述卡位部的角度与安装后所述卡位部的角度相同,安装时先转动所述转动部以使所述卡位部和所述避让通道对应,所述扭簧被压缩,此时将所述冲头结构提升至与所述冲头座底面贴合,随后松开所述转动部,所述扭簧卸力以使所述卡位部自动转动至所述锁定槽的卡位位置。
10、作为一种优选,所述转动部顶部插入设置有锁定杆,安装时转动所述转动部使所述卡位部和所述避让通道对应时,在所述冲头座的顶面对应所述锁定杆的位置开设安装限位槽,将所述锁定杆插入所述限位槽中,此时松开所述转动部,所述卡位部和所述避让通道保持对应状态,所述冲头结构与所述冲头座的底面接触后拔起所述锁定杆,所述扭簧卸力。
11、作为一种优选,所述轴接部处具有限制结构,以限制所述转动部的角度转动范围,所述转动范围在所述转动部初始状态和安装状态之间。
12、与现有技术相比,本申请的有益效果在于:
13、安装时,仅需要将两侧的锁定结构分别由冲头结构的顶部滑入,随后两侧的锁定结构分别反向地转动设定角度后,即可让冲头结构保持固定,操作简单且快捷,省时省力,同时具有较好的稳定性。
技术特征:
1.一种冲压模具的快拆机构,其特征在于,包括冲头座、冲头结构以及设置于所述冲头座两侧的锁定结构,所述锁定结构的底部为l型,所述冲头结构开有适于所述锁定结构进行安装和转动的通道槽和锁定槽,所述锁定槽的高度与所述锁定结构底部横杆的厚度一致,两侧的所述锁定结构分别由所述冲头结构的顶部滑入,随后两侧的所述锁定结构分别反向地转动设定角度α,其中60°≤α≤90°,以使所述冲头结构在竖直方向上锁定,同时两侧的所述锁定结构在水平方向上分别沿相反的方向对所述冲头结构进行限位,以使所述冲头结构保持固定。
2.如权利要求1所述的冲压模具的快拆机构,其特征在于,所述锁定结构包括位于所述冲头座上方的转动部、轴接安装在所述冲头座上的连接部以及与所述锁定槽适配的卡位部,所述转动部和所述连接部、所述连接部和所述卡位部均垂直连接,所述锁定槽为半圆形槽,且两侧的两个所述锁定槽开口方向相反,所述卡位部的长度与所述半圆形槽的半径相同,以使两侧的两个所述锁定结构反向转动后沿相反的方向对所述冲头结构进行限位。
3.如权利要求2所述的冲压模具的快拆机构,其特征在于,所述设定角度α为90°。
4.如权利要求2所述的冲压模具的快拆机构,其特征在于,所述转动部设置有锁定部,所述锁定部适于在所述锁定结构转动后将其固定,以在安装后阻止所述锁定结构转动。
5.如权利要求4所述的冲压模具的快拆机构,其特征在于,所述锁定部为垂直于所述转动部顶部插入设置的锁定杆,所述冲头座的顶部设置有锁定孔,所述锁定孔的位置在所述转动部安装转动后在所述冲头座顶部的投影路径上,所述冲头座安装后,所述锁定杆的底部对准所述锁定孔进行配合连接,以阻止安装后的所述锁定结构转动。
6.如权利要求5所述的冲压模具的快拆机构,其特征在于,所述锁定杆直接滑动插接于所述转动部上,当所述锁定结构转动并安装到位时,所述锁定杆受重力自由下落至所述锁定孔中以形成锁定。
7.如权利要求5所述的冲压模具的快拆机构,其特征在于,所述锁定杆插入所述转动部后于所述转动部形成螺纹配合,所述锁定杆底部设有螺纹,所述锁定孔为螺纹孔,所述锁定结构安装到位后,所述锁定杆螺纹连接于所述锁定孔内以形成锁定。
8.如权利要求2所述的冲压模具的快拆机构,其特征在于,所述冲头座包括适于所述连接部安装的安装通道,所述冲头结构的顶部开有适于所述卡位部安装的避让通道,所述避让通道的底部与所述锁定槽相接,所述安装通道内设有轴接部和扭簧,所述扭簧适于使所述连接部初始状态下处于弹性状态,此状态下所述卡位部与所述避让通道相错位,且此时所述卡位部的角度与安装后所述卡位部的角度相同,安装时先转动所述转动部以使所述卡位部和所述避让通道对应,所述扭簧被压缩,此时将所述冲头结构提升至与所述冲头座底面贴合,随后松开所述转动部,所述扭簧卸力以使所述卡位部自动转动至所述锁定槽的卡位位置。
9.如权利要求8所述的冲压模具的快拆机构,其特征在于,所述转动部顶部插入设置有锁定杆,安装时转动所述转动部使所述卡位部和所述避让通道对应时,在所述冲头座的顶面对应所述锁定杆的位置开设安装限位槽,将所述锁定杆插入所述限位槽中,此时松开所述转动部,所述卡位部和所述避让通道保持对应状态,所述冲头结构与所述冲头座的底面接触后拔起所述锁定杆,以使所述扭簧卸力。
10.如权利要求8所述的冲压模具的快拆机构,其特征在于,所述轴接部处具有限制结构,以限制所述转动部的角度转动范围,所述转动范围在所述转动部初始状态和安装状态之间。
技术总结
本申请公开了一种冲压模具的快拆机构,包括冲头座、冲头结构以及设置于所述冲头座两侧的锁定结构,所述锁定结构的底部为L型,所述冲头结构开有适于所述锁定结构进行安装和转动的通道槽和锁定槽,所述锁定槽的高度与所述锁定结构底部横杆的厚度一致,两侧的所述锁定结构分别由所述冲头结构的顶部滑入,随后两侧的所述锁定结构分别反向地转动设定角度α,以使所述冲头结构在竖直方向上锁定,同时两侧的所述锁定结构在水平方向上分别沿相反的方向对所述冲头结构进行限位,以使所述冲头结构保持固定。本申请设置的锁定结构使冲头座安装和拆卸较为简便快速,减少操作难度。
技术研发人员:刘晓欢,郭正喜,邹决心,刘春,肖观元,刘立坤,童毅,李兰成,郑炜嘉,杨凯,宁书鹏,赵爱军
受保护的技术使用者:浙江易锻精密机械有限公司
技术研发日:20240105
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!