管状零件切割装置的制作方法
本技术属于汽车零件加工,具体是指管状零件切割装置。
背景技术:
1、管状零件在汽车发展中扮演着非常重要的角色,它们被广泛用于汽车的各个系统中。例如,发动机冷却系统中的冷却水管、排气系统中的排气管、燃油系统中的燃油管道等等,都是汽车中常见的管状零件。随着汽车技术的不断发展和进步,管状零件在汽车设计和制造中也不断得到改进和优化。比如,为了提高性能和节能减排,汽车制造商会不断改进排气管设计以提高排气效率;为了确保汽车冷却系统的可靠性,冷却水管的材质和结构也得到了改进;同时,为了满足不同汽车型号和需求,管状零件在尺寸、形状和材料方面也有了很多种选择。
2、管状零件的材质大多为铁,其在使用过程中,长度是有一定要求的,即需要使用的管状零件长度是相对固定的,实际操作中需要手动切割,每次切割前需要等待完成切割长度的调整,影响切割效率。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本实用新型提供管状零件切割装置,根据现有切割方式中切割效率低的问题,采用槽轮传动的方式,带动对待切割管材进行定角度旋转,利用管材可以滚动的结构特点,带动待切割管材在转运外舱内的滚动运输,实现在切割管材的同时,移动下一个待切割的管材的技术效果,将移动管材的时间优化到切割管材的时间中,缩短整体的加工时间,大大提高切割效率。
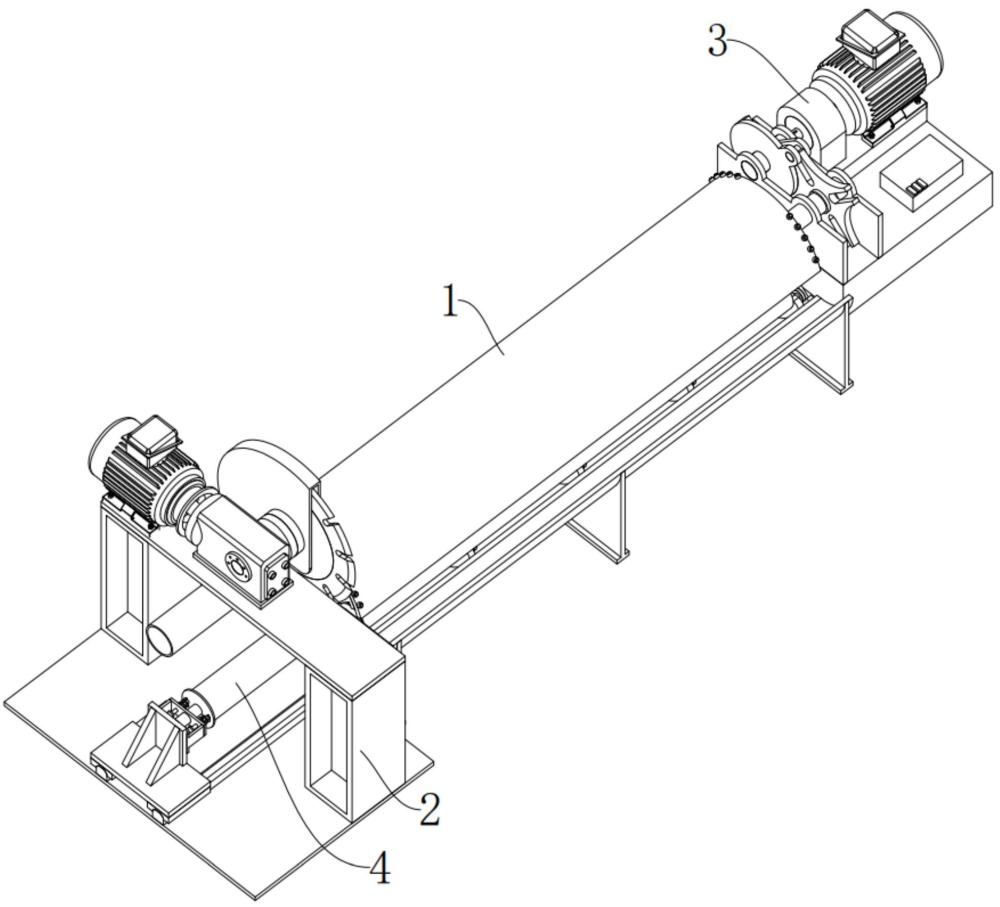
2、本实用新型采取的技术方案如下:本实用新型提供管状零件切割装置,包括管材转运机构、切割限位机构和输出传动机构,所述切割限位机构设于管材转运机构的一侧,所述输出传动机构设于管材转运机构的另一侧。
3、其中,所述管材转运机构包括转运外舱、转动主轴和搭载叶片,所述转动主轴转动设于转运外舱上,所述搭载叶片固接于转动主轴上,所述转运外舱内设有吸附运输系统,所述转运外舱内转动设有无动力转轴,所述搭载叶片上转动设有辅助转轮,搭载叶片通过辅助转轮对待切割管材进行固定限位,通过待切割管材与辅助转轮之间相互滚动接触,利用待切割管材可以滚动的结构特点,实现待切割管材在转运外舱内的滚动运输,从而可以搭载多根管材进行同步加工。
4、其中,所述吸附运输系统包括运输带、内齿带、无动力齿轮、无动力轴、输出齿轮、运输输出轴和运输电机,所述无动力轴转动设于转运外舱上,所述无动力齿轮设于无动力轴上,所述运输输出轴转动设于转运外舱上,所述输出齿轮设于运输输出轴上,所述运输电机设于转运外舱的外侧,所述运输输出轴与运输电机的输出端传动连接,所述运输带利用内齿带同时与输出齿轮和无动力齿轮传动连接,所述运输带表面设有磁吸橡胶条,待切割管材在转运外舱内滚动运输的过程中,当待切割管材运输至搭载叶片的正下方位置时,待切割管材与辅助转轮分离,辅助转轮不再对待切割管材轴线方向上提供摩擦力,即不会限制待切割管材在轴线方向上的移动,此时可以利用磁吸橡胶条吸附管材的端部,通过运输电机带动待切割管材在运输带和无动力轴上移动,后续通过切割限位机构的限位,可以实现多根管材的同步定长切割。
5、进一步地,所述切割限位机构包括切割底座、切割平台、切割机和调节系统,所述切割底座设于转运外舱的一侧,所述切割底座上设有切割轨道,所述切割平台滑动设于切割轨道上,所述切割机设于切割底座上,所述调节系统设于切割平台的侧壁上,通过移动切割平台带动调节系统移动,可以调节需要切割的长度。
6、其中,所述调节系统包括限位盘、滑杆、限位弹簧、触发杆、触发底座和触发开关,所述触发底座设于切割平台上,所述触发开关设于触发底座上,所述滑杆滑动设于触发底座上,所述触发杆滑动设于触发底座上,所述限位盘固接于滑杆的端部,所述限位盘同时固接于触发杆的端部,所述限位弹簧的一端设于限位盘上,所述限位弹簧的另一端设于触发底座上,触发开关用于向控制模块发送触发信号,为现有技术方案,在方案中不做特殊限定。
7、进一步地,所述输出传动机构包括输出底座、输出电机和槽轮传动系统,所述输出底座设于转运外舱的另一侧,所述输出电机设于输出底座上,所述槽轮传动系统设于输出底座上,所述槽轮传动系统与输出电机的输出端传动连接,所述槽轮传动系统与转动主轴传动连接。
8、其中,所述槽轮传动系统包括主动拨盘、拨盘转轴、转向槽轮、槽轮转轴和槽轮舱,所述槽轮舱设于输出底座上,所述拨盘转轴转动设于槽轮舱上,所述主动拨盘设于拨盘转轴上,所述槽轮转轴转动设于槽轮舱上,所述转向槽轮设于槽轮转轴上,所述拨盘转轴与输出电机的输出端传动连接,所述槽轮转轴与转动主轴传动连接,每当主动拨盘旋转一周,转向槽轮就会转动90度,通过输出电机驱动,可以实现至多4根管材定角度滚动运输;利用转向槽轮转动间隔,可以为待切割管材在运输带和无动力轴上的移动提供操作时间,实现在切割管材的同时,移动下一个要切割的管材,将移动管材的时间优化到切割管材的时间中,缩短整体的加工时间,大大提高切割效率。
9、作为本实用新型进一步优选地,所述输出底座上设有控制模块,所述控制模块采用stc89c52rc型单片机,所述控制模块与运输电机、输出电机和触发开关电性连接,所述触发开关向控制模块反馈触发信号,所述控制模块控制运输电机和输出电机的工作状态。
10、采用上述结构本实用新型取得的有益效果如下:本方案提供的管状零件切割装置的有益效果如下:
11、(1)输出传动机构的设置,可以实现对待切割管材定角度旋转,通过多组待切割管材的同步滚动运输,可以同时实现管材的切割和移动,缩短了管材切割的整体加工时间,提高切割效率、增加产品的产量;
12、(2)管材转运机构的设置,利用待切割管材可以滚动的结构特点,通过搭载叶片的限位,实现待切割管材在转运外舱内的滚动运输,提高可以同时加工的管材数量,进而提高切割效率;
13、(3)搭载叶片的设置,通过待切割管材与辅助转轮之间相互滚动接触,带动待切割管材在转运外舱滚动运输,同时当待切割管材运输至搭载叶片的正下方位置时,利用重力的变化改变传动关系,辅助转轮不再对待切割管材轴线方向上提供摩擦力,不会限制待切割管材在轴线方向上的移动,实现了待切割管材在轴线方向上的移动,进而实现对待切割管材切割长度的调整的技术效果,结构简单可靠,且管材之间不会相互影响,提高设备运行时的稳定性;
14、(4)吸附运输系统的设置,利用磁吸橡胶条吸附管材的端部,带动待切割管材在运输带和无动力轴上移动,实现对管材切割长度的调整。
技术特征:
1.管状零件切割装置,其特征在于:包括管材转运机构(1)、切割限位机构(2)和输出传动机构(3),所述切割限位机构(2)设于管材转运机构(1)的一侧,所述输出传动机构(3)设于管材转运机构(1)的另一侧;所述管材转运机构(1)包括转运外舱(101)、转动主轴(102)和搭载叶片(103),所述转动主轴(102)转动设于转运外舱(101)上,所述搭载叶片(103)固接于转动主轴(102)上,所述转运外舱(101)内设有吸附运输系统(104),所述转运外舱(101)内转动设有无动力转轴(105),所述搭载叶片(103)上转动设有辅助转轮(106);所述输出传动机构(3)包括输出底座(301)、输出电机(302)和槽轮传动系统(303),所述输出底座(301)设于转运外舱(101)的另一侧,所述输出电机(302)设于输出底座(301)上,所述槽轮传动系统(303)设于输出底座(301)上,所述槽轮传动系统(303)与输出电机(302)的输出端传动连接,所述槽轮传动系统(303)与转动主轴(102)传动连接。
2.根据权利要求1所述的管状零件切割装置,其特征在于:所述吸附运输系统(104)包括运输带(107)、内齿带(109)、无动力齿轮(110)、无动力轴(111)、输出齿轮(112)、运输输出轴(113)和运输电机(114),所述无动力轴(111)转动设于转运外舱(101)上,所述无动力齿轮(110)设于无动力轴(111)上,所述运输输出轴(113)转动设于转运外舱(101)上,所述输出齿轮(112)设于运输输出轴(113)上,所述运输电机(114)设于转运外舱(101)的外侧,所述运输输出轴(113)与运输电机(114)的输出端传动连接,所述运输带(107)利用内齿带(109)同时与输出齿轮(112)和无动力齿轮(110)传动连接,所述运输带(107)表面设有磁吸橡胶条(108)。
3.根据权利要求2所述的管状零件切割装置,其特征在于:所述切割限位机构(2)包括切割底座(201)、切割平台(203)、切割机(204)和调节系统(205),所述切割底座(201)设于转运外舱(101)的一侧,所述切割底座(201)上设有切割轨道(202),所述切割平台(203)滑动设于切割轨道(202)上,所述切割机(204)设于切割底座(201)上,所述调节系统(205)设于切割平台(203)的侧壁上。
4.根据权利要求3所述的管状零件切割装置,其特征在于:所述调节系统(205)包括限位盘(206)、滑杆(207)、限位弹簧(208)、触发杆(209)、触发底座(210)和触发开关(211),所述触发底座(210)设于切割平台(203)上,所述触发开关(211)设于触发底座(210)上,所述滑杆(207)滑动设于触发底座(210)上,所述触发杆(209)滑动设于触发底座(210)上,所述限位盘(206)固接于滑杆(207)的端部,所述限位盘(206)同时固接于触发杆(209)的端部,所述限位弹簧(208)的一端设于限位盘(206)上,所述限位弹簧(208)的另一端设于触发底座(210)上。
5.根据权利要求4所述的管状零件切割装置,其特征在于:所述槽轮传动系统(303)包括主动拨盘(304)、拨盘转轴(305)、转向槽轮(306)、槽轮转轴(307)和槽轮舱(308),所述槽轮舱(308)设于输出底座(301)上,所述拨盘转轴(305)转动设于槽轮舱(308)上,所述主动拨盘(304)设于拨盘转轴(305)上,所述槽轮转轴(307)转动设于槽轮舱(308)上,所述转向槽轮(306)设于槽轮转轴(307)上,所述拨盘转轴(305)与输出电机(302)的输出端传动连接,所述槽轮转轴(307)与转动主轴(102)传动连接。
6.根据权利要求5所述的管状零件切割装置,其特征在于:所述输出底座(301)上设有控制模块(309),所述控制模块(309)与运输电机(114)、输出电机(302)和触发开关(211)电性连接。
技术总结
本技术属于汽车零件加工领域,具体是管状零件切割装置,包括管材转运机构、切割限位机构和输出传动机构。根据现有切割方式中切割效率低的问题,采用槽轮传动的方式,设置输出传动机构,带动对待切割管材进行固定角度旋转,利用管材可以滚动的结构特点,设置管材转运机构,带动待切割管材在转运外舱内的滚动运输,通过管材转运机构、切割限位机构和输出传动机构的相互配合,实现在切割管材的同时,移动下一个要切割的管材的技术效果,将移动管材的时间优化到切割管材的时间中,缩短整体的加工时间,大大提高切割效率。
技术研发人员:蔡坤,李明勇
受保护的技术使用者:长春中达汽车科技有限公司
技术研发日:20240305
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!