一种铸件铸态冷却速度控制系统的制作方法
1.本实用新型涉及铸造技术领域,尤其涉及一种铸件铸态冷却速度控制系统。
背景技术:
2.一般消失模铸件浇注后只能自然冷却,冷却时间长,晶粒粗大,铸件硬度低,耐磨性差,降低铸件质量,严重时会使铸件报废,从而导致成品率低,极大地增加了铸造成本。
3.因此急需一种铸件温度可控系统,获得铸件的冷却曲线,通过将温度控制到一个点,实现目标致密度,控制硬度。通过把握好温度实现所要的金相组织,所要的致密度。而不至于因为追求硬度,影响铸件的韧性。
技术实现要素:
4.本实用新型所要解决的技术问题是:提供一种铸件铸态冷却速度控制系统,通过监测铸件温度和实时抽真空,可以控制冷却时间,达到预期的致密度、硬度、耐磨度,增加铸件的耐磨时间,提高铸件质量,降低了铸造成本。
5.本实用新型所解决的技术问题采用以下技术方案来实现:一种铸件铸态冷却速度控制系统,其特征在于:包括沙箱,铸件模、电热偶、负压装置和温控显示器,所述沙箱的顶部设有浇口,底部一侧设有抽风口,所述铸件模设置在所述沙箱的内部并通过流道与所述浇口连通,所述铸件模侧壁上设有所述电热偶,所述电热偶与所述温控显示器的信号输入端相连接,所述负压装置连接在所述抽风口上。
6.进一步地,所述电热偶设置在所述铸件模的外侧壁上。
7.进一步地,所述负压装置包括负压泵、储气罐组和分配器,所述储气罐组的进气口通过所述分配器与所述抽风口连接,所述储气罐组的出气口与所述负压泵连接。
8.进一步地,所述储气罐组由三个储气罐组成。
9.本实用新型的有益效果:
10.本实用新型设计合理,结构简单,通过监测铸件铸态温度和实时抽真空,可以控制铸件冷却速度和时间,使铸件达到预期的致密度、硬度和耐磨度,增加铸件的耐磨时间,提高铸件质量,提高了成品合格率,降低了铸造成本以及降低客户使用易损耐磨件的使用成本。
附图说明
11.为了更清楚地说明本实用新型的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
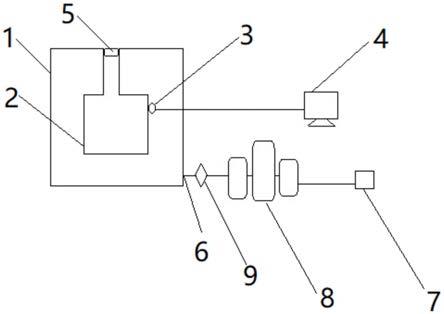
12.图1是本实用新型结构示意图;
13.图中:1
‑
沙箱,2
‑
铸件模,3
‑
电热偶,4
‑
温控显示器,5
‑
浇口,6
‑
抽风口,7
‑
负压泵,
8
‑
储气罐组,9
‑
分配器。
具体实施方式
14.下面结合实施例对本实用新型的具体实施方式作进一步的描述,使本实用新型的技术方案及其有益效果更加清楚、明确。下面描述的实施例是示例性的,旨在解释本实用新型,而不能理解为对本实用新型的限制。
15.实施例:
16.如图1所示,本实用新型具体公开了一种铸件铸态冷却速度控制系统,包括沙箱1,铸件模2、电热偶3、负压装置和温控显示器4,沙箱1的顶部设有浇口5,底部一侧设有抽风口6,铸件模2设置在沙箱1的内部并通过流道与浇口5连通,铸件模2侧壁上设有电热偶3,电热偶3通过线路与温控显示器4的信号输入端相连接,负压装置连接在抽风口6上。
17.电热偶3设置在铸件模2的外侧壁上。
18.负压装置包括负压泵7、储气罐组8和分配器9,储气罐组8的进气口通过分配器9与抽风口6连接,储气罐组8的出气口与负压泵7连接。
19.储气罐组8由三个储气罐组成。
20.采用一种铸件铸态冷却速度控制系统进行铸件铸态冷却速度控制的步骤为:
21.s1、将铸液从浇口5通过流道浇铸进入铸件模2后;
22.s2、通过温控显示器4显示出的热电偶3传来的温度信号,了解铸件温度;
23.s3、负压装置抽真空10
‑
20分钟,将沙箱1里的热量抽出,进行铸件铸态冷却降温;
24.s4、当温控显示器4显示出的温度到达规定温度时,停止抽真空,自然冷却。
25.根据铸件的不同,规定的温度范围为600
‑
800度。
26.本实用新型的有益效果:
27.本实用新型设计合理,结构简单,通过监测铸件铸态温度和实时抽真空,可以控制铸件冷却速度和时间,使铸件达到预期的致密度、硬度和耐磨度,增加铸件的耐磨时间,提高铸件质量,提高了成品合格率,降低了铸造成本以及降低客户使用易损耐磨件的使用成本。
28.以上所揭露的仅为本实用新型的一种较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,仍属本实用新型所涵盖的范围。
技术特征:
1.一种铸件铸态冷却速度控制系统,其特征在于:包括沙箱(1),铸件模(2)、电热偶(3)、负压装置和温控显示器(4),所述沙箱(1)的顶部设有浇口(5),底部一侧设有抽风口(6),所述铸件模(2)设置在所述沙箱(1)的内部并通过流道与所述浇口(5)连通,所述铸件模(2)侧壁上设有所述电热偶(3),所述电热偶(3)与所述温控显示器(4)的信号输入端相连接,所述负压装置连接在所述抽风口(6)上。2.根据权利要求1所述的一种铸件铸态冷却速度控制系统,其特征在于,所述电热偶(3)设置在所述铸件模(2)的外侧壁上。3.根据权利要求1所述的一种铸件铸态冷却速度控制系统,其特征在于,所述负压装置包括负压泵(7)、储气罐组(8)和分配器(9),所述储气罐组(8)的进气口通过所述分配器(9)与所述抽风口(6)连接,所述储气罐组(8)的出气口与所述负压泵(7)连接。4.根据权利要求3所述的一种铸件铸态冷却速度控制系统,其特征在于,所述储气罐组(8)由三个储气罐组成。
技术总结
本实用新型涉及铸造技术领域,具体公开了一种铸件铸态冷却速度控制系统,包括沙箱,铸件模、电热偶、负压装置和温控显示器,沙箱的顶部设有浇口,底部一侧设有抽风口,铸件模设置在沙箱的内部并通过流道与浇口连通,铸件模侧壁上设有电热偶,电热偶与温控显示器的信号输入端相连接,负压装置连接在抽风口上。本实用新型设计合理,结构简单,通过监测铸件铸态温度和实时抽真空,可以控制铸件冷却速度和时间,使铸件达到预期的致密度、硬度和耐磨度,增加铸件的耐磨时间,提高铸件质量,提高了成品合格率,降低了铸造成本以及降低客户使用易损耐磨件的使用成本。耐磨件的使用成本。耐磨件的使用成本。
技术研发人员:钱鸿
受保护的技术使用者:南通铁汉合金有限公司
技术研发日:2020.12.30
技术公布日:2021/10/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1