球墨铸管位置检测和比例阀控制自动保护系统和方法与流程
1.本发明涉及一种球墨铸管位置检测和比例阀控制自动保护系统和方法。
背景技术:
2.球墨铸管生产中,离心机、拔管钳、翻包等系统运行都需要通过位置检查编码器配合比例阀来达到精确控制的要求。由比例阀配合编码器根据位置不同协调工作,其中包括:
3.离心机系统:通过离心机编码器反馈位置不同,比例阀速度分为十多段,保证铸管壁厚控制要求。
4.拔管钳系统:根据位置编码器判断拔头进入离心机承口,张开拔爪,然后缓慢后退将管子拔出。
5.翻包系统:通过角度编码器反馈的扇形包角度的不同,控制翻包速度,实现快慢翻。
6.由上三个系统可见,所有精确控制都离不开位置检测和比例阀速度变化,在此过程中如果出现码盘短路或开路,比例阀卡住等现象,轻则导致质量事故,产生废品;重则引起设备损坏,甚至危及操作员生命安全。
技术实现要素:
7.本发明的目的是提供一种球墨铸管位置检测和比例阀控制自动保护系统,该球墨铸管位置检测和比例阀控制自动保护系统对与码盘线路故障,码盘本身故障,比例阀失控等跟位置和速度有关控制做出很好的保护作用,效果明显。
8.为了实现上述目的,本发明提供了一种球墨铸管位置检测和比例阀控制自动保护系统,所述球墨铸管位置检测和比例阀控制自动保护系统包括离心机系统、拔管钳系统和翻包系统;其中,
9.所述离心机系统、所述拔管钳系统和所述翻包系统均包括位置检查系统和比例阀控制系统,通过自动对检测系统中码盘死机、跳数、超数、损坏、线路故障判断处理,对比例阀卡顿、超数、内泄故障判断处理,以实现对故障问题作出相应的自动保护。
10.本发明还提供一种球墨铸管位置检测和比例阀控制自动保护方法,通过上述的自动保护系统对球墨铸管位置检测和比例阀控制。
11.优选地,第一步,判断拔管钳位置码盘故障程序,包括码盘死机、码盘坏和线路故障。
12.优选地,第二步,判断拔管钳前进时,比例阀故障。
13.优选地,第三步,判断拔管钳后退时,比例阀故障。
14.优选地,第四步,将判断前进时,比例阀故障的信号带入拔管钳前进控制程序中,实现只要出现故障,拔管停止前进运行。
15.优选地,第五步,将判断后退时,比例阀故障的信号带入拔管钳前进控制程序中,实现只要出现故障,拔管停止后退运行。
16.优选地,第六步,将判断的故障信号做到操作触摸屏上,出现故障时在面板显示,给岗位工以提醒。
17.根据上述技术方案,本发明通过编写程序和画面报警等一系列电气手段,对码盘和比例阀故障情况下设备运行情况予以判断做出相应自动保护,避免设备失控导致事故扩大化。编写程序配合触摸屏画面,对码盘数据异常情况做出判断,配合码盘数据对比例阀失控情况进行判断,从而做出相应报警和应急停止,保证设备和人员安全。
18.本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
19.附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
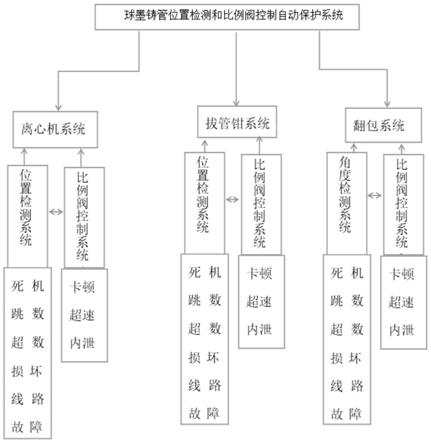
20.图1是本发明提供的球墨铸管位置检测和比例阀控制自动保护系统的结构示意图;
21.图2是本发明提供的球墨铸管位置检测和比例阀控制自动保护方法中第一步的示意图;
22.图3是本发明提供的球墨铸管位置检测和比例阀控制自动保护方法中第二步的示意图;
23.图4是本发明提供的球墨铸管位置检测和比例阀控制自动保护方法中第三步的示意图;
24.图5是本发明提供的球墨铸管位置检测和比例阀控制自动保护方法中第四步的示意图;
25.图6是本发明提供的球墨铸管位置检测和比例阀控制自动保护方法中第五步的示意图;
26.图7是本发明中离心机系统与翻包系统之间自动保护的示意图。
具体实施方式
27.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
28.在本发明中,在未作相反说明的情况下,包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
29.参见图1,本发明提供一种球墨铸管位置检测和比例阀控制自动保护系统,所述球墨铸管位置检测和比例阀控制自动保护系统包括离心机系统、拔管钳系统和翻包系统;其中,
30.所述离心机系统、所述拔管钳系统和所述翻包系统均包括位置检查系统和比例阀控制系统,通过自动对检测系统中码盘死机、跳数、超数、损坏、线路故障判断处理,对比例阀卡顿、超数、内泄故障判断处理,以实现对故障问题作出相应的自动保护。
31.本发明还提供一种球墨铸管位置检测和比例阀控制自动保护方法,通过权利要求1所述的自动保护系统对球墨铸管位置检测和比例阀控制。
32.如图2所示,第一步,判断拔管钳位置码盘故障程序,包括码盘死机、码盘坏和线路
故障。
33.如图3所示,第二步,判断拔管钳前进时,比例阀故障。
34.如图4所示,第三步,判断拔管钳后退时,比例阀故障。
35.如图5所示,第四步,将判断前进时,比例阀故障的信号带入拔管钳前进控制程序中,实现只要出现故障,拔管停止前进运行。
36.如图6所示,第五步,将判断后退时,比例阀故障的信号带入拔管钳前进控制程序中,实现只要出现故障,拔管停止后退运行。
37.第六步,将判断的故障信号做到操作触摸屏上,出现故障时在面板显示,给岗位工以提醒。
38.如上所示,以拔管钳位置检测和比例阀故障系统为例具体讲述,有效地对无论是拔管钳位置检测还是比例阀故障进行自动判断,自动控制,保证设备故障情况下也在可控范围,避免失控造成设备故障扩大。离心机和翻包系统也实现以上的单体自动位置检查、比例阀故障判断和自动保护处理。同时,对翻包和心机之间控制中的相互联系做了整体的自动保护处理。
39.由此可见,在离心机、拔管、翻包运行过程中对关键的位置检测原件信号(编码器)和运行控制原件(比例阀)故障情况进行精确判断,针对不同故障做出相应解决程序,实现自动判断,自动控制。保证整个球墨铸管生产运行的可靠性,从而避免了故障情况下失控引起的大设备事故和人员伤害。
40.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
41.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
42.此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
技术特征:
1.一种球墨铸管位置检测和比例阀控制自动保护系统,其特征在于,所述球墨铸管位置检测和比例阀控制自动保护系统包括离心机系统、拔管钳系统和翻包系统;其中,所述离心机系统、所述拔管钳系统和所述翻包系统均包括位置检查系统和比例阀控制系统,通过自动对检测系统中码盘死机、跳数、超数、损坏、线路故障判断处理,对比例阀卡顿、超数、内泄故障判断处理,以实现对故障问题作出相应的自动保护。2.一种球墨铸管位置检测和比例阀控制自动保护方法,其特征在于,通过权利要求1所述的自动保护系统对球墨铸管位置检测和比例阀控制。3.根据权利要求2所述的球墨铸管位置检测和比例阀控制自动保护方法,其特征在于,第一步,判断拔管钳位置码盘故障程序,包括码盘死机、码盘坏和线路故障。4.根据权利要求3所述的球墨铸管位置检测和比例阀控制自动保护方法,其特征在于,第二步,判断拔管钳前进时,比例阀故障。5.根据权利要求4所述的球墨铸管位置检测和比例阀控制自动保护方法,其特征在于,第三步,判断拔管钳后退时,比例阀故障。6.根据权利要求5所述的球墨铸管位置检测和比例阀控制自动保护方法,其特征在于,第四步,将判断前进时,比例阀故障的信号带入拔管钳前进控制程序中,实现只要出现故障,拔管停止前进运行。7.根据权利要求6所述的球墨铸管位置检测和比例阀控制自动保护方法,其特征在于,第五步,将判断后退时,比例阀故障的信号带入拔管钳前进控制程序中,实现只要出现故障,拔管停止后退运行。8.根据权利要求7所述的球墨铸管位置检测和比例阀控制自动保护方法,其特征在于,第六步,将判断的故障信号做到操作触摸屏上,出现故障时在面板显示,给岗位工以提醒。
技术总结
本发明公开了一种球墨铸管位置检测和比例阀控制自动保护系统,所述球墨铸管位置检测和比例阀控制自动保护系统包括离心机系统、拔管钳系统和翻包系统;其中,所述离心机系统、所述拔管钳系统和所述翻包系统均包括位置检查系统和比例阀控制系统,通过自动对检测系统中码盘死机、跳数、超数、损坏、线路故障判断处理,对比例阀卡顿、超数、内泄故障判断处理,以实现对故障问题作出相应的自动保护。该球墨铸管位置检测和比例阀控制自动保护系统对与码盘线路故障,码盘本身故障,比例阀失控等跟位置和速度有关控制做出很好的保护作用,效果明显。效果明显。效果明显。
技术研发人员:王锋 孙平 岳江峰 李宪锋 毛占峰 程金国
受保护的技术使用者:芜湖新兴铸管有限责任公司
技术研发日:2021.06.09
技术公布日:2021/11/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1