碳纳米管增强铝制电力金具的制造工艺的制作方法
1.本发明涉及的是一种材料加工领域的技术,具体是一种碳纳米管增强铝制电力金具的制造工艺。
背景技术:
2.铝制电力金具在电力行业中广泛应用,但是铝制电力金具强度较低,为满足使用要求需增加尺寸,导致其重量、体积变大,制造成本随之增加。
3.目前已有利用碳纳米管对铝进行增强的研究,使得其在轻质、抗拉强度、延伸率等性能上有了一些提升。但由于碳纳米管在铝基体中分散不均匀,导致增强效果不如预期。中国发明专利cn107881374b、中国发明专利申请cn202010980169.3都是将碳纳米管直接加入铝合金熔体中,随后搅拌,再用结晶器浇铸得到纳米碳铝合金材料。其存在问题包括:1、碳纳米管与铝合金熔体密度差较大,碳纳米管漂浮于铝合金熔体表面,无法在铝合金内均匀分散;2、碳纳米管与铝合金直接接触,高温下生成碳化铝,碳化铝在室外湿热环境中会与水反应生产氢氧化铝,对铝合金强度产生灾难性破坏。
4.为了解决现有技术存在的上述问题,本发明由此而来。
技术实现要素:
5.本发明针对现有技术存在的上述不足,提出了一种碳纳米管增强铝制电力金具的制造工艺,能够实现碳纳米管与铝基体的有效结合,得到增强的铝制电力金具。
6.本发明包括以下步骤:
7.s1,超高真空状态下,采用蒸发或低压冷态溅射工艺在碳纳米管表面均匀沉积纳米合金a保护层,形成带有纳米合金a保护层的碳纳米管cnt/a;
8.s2,将cnt/a加入到铝基体中,铝基体为粉体、半熔融体或熔融体形态,之后在半熔融或熔融状态下边加热边搅拌糅合均匀成混合体;
9.s3,将混合体制成坯件后锻造或轧制,或直接浇筑混合体进行铸造,得到碳纳米管增强铝制电力金具。
10.碳纳米管为单壁碳纳米管或多壁碳纳米管中至少一种;碳纳米管纯度大于99%,直径为10~200nm,长度为5~20μm。
11.纳米合金a包括钯、金、银、钪、钛、钒、锰、铁、钴、镍、铜、锌、锡、铬、硅、磷中至少一种元素,纯度大于99%。
12.铝基体的纯度大于99%。
13.步骤s1中,超高真空状态的真空度为0.1~10pa。
14.步骤s1中,蒸发温度为400~1500℃。
15.步骤s1中,低压冷态溅射参数:压力20~40mbar,温度20~200℃。
16.纳米合金a保护层的厚度为10~1000nm。
17.步骤s2中,按重量比,cnt:a:al=0.1~5.0:0.1~5.0:90.0~99.8。
18.步骤s2在惰性气体气氛或真空环境中操作,半熔融或熔融的温度为400~1000℃。技术效果
19.与现有技术相比,本发明具有如下技术效果:
20.1)在碳纳米管cnt表面气相沉积得到的纳米合金a保护层中,纳米合金a晶粒活性高,与铝基体制成混合体时,首先与铝化合,形成纳米尺度的过渡层,避免了铝晶界对碳纳米管的排斥与腐蚀,实现了铝与碳纳米管的有效结合;而且纳米合金a保护层增加了碳纳米管的密度、减小了碳纳米管与铝的密度差,避免了碳纳米管漂浮于铝表面,便于cnt/a均匀地分散在混合体中;
21.2)对所需原材料采用机械融合的方法,边加热边对cnt/a与铝进行加压搅拌糅合,实现了cnt/a与铝的均匀混合,增强效果显著,从而提高电力金具的整体性能;
22.3)工艺简单、易操作、高效、环保,适合进行产业化生产。
附图说明
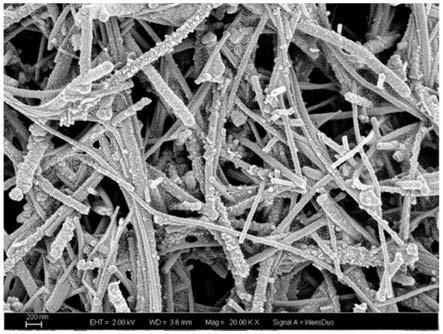
23.图1为本发明实施例1中cnt/a的sem照片;
24.图2为本发明实施例1中坯件的sem照片;
25.图3为本发明实施例1中坯件的eds成分分析。
具体实施方式
26.下面结合附图及具体实施方式对本发明进行详细描述。实施例中未注明具体条件的实验方法,按照常规方法和条件进行。实施例1
27.本实施例的制造过程如下:
28.s1,将100克碳纳米管(苏州第一元素,cntp)与156克混合金属粉末(铜:镁:硅:铁:铬:锰=1.5:1.0:0.7:0.6:0.3:0.1)真空球磨1小时,将全部粉体置于放电等离子体烧结炉(sps
‑
hpd2)石墨腔体内,抽真空至1pa,直流脉冲电压10v、电流10ka至温度1350℃、保温30秒,制得cnt/a;图1为cnt/a的高分辨扫描电镜照片,可以看出纳米合金a保护层厚度约100nm,均匀包覆在碳纳米管表面。
29.s2,在氩气气氛保护下,将步骤s1制得的cnt/a全部加入到3750克纯铝液(熔融状态,温度约700℃)中,同时施加压力搅拌糅合约2h,至混合均匀,得到混合体;
30.s3,将混合体浇筑或挤压成坯,图2为坯件断面的高分辨扫描电镜照片,可以看出碳纳米管均匀分散在铝基体内;图3为坯件断面eds成分分析,可以看出混合金属粉末中各金属成分均匀分散在铝基体内;在1000t卧式挤压机上将坯料热挤压成棒材,挤压温度为460℃,挤压速率2mm/s,挤压比为18:1,挤压棒材直径为φ15mm;将挤压棒材在500℃下固溶处理4h,然后淬入室温水中,随后于200℃保温10h并空冷;最后进行表面抛光处理得到电力金具。
31.经检测该电力金具的性能参数如下:抗拉强度400mpa,维氏硬度80,密度2.6997g/cm3。
32.需要强调的是:以上仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,
均仍属于本发明技术方案的范围内。
技术特征:
1.一种碳纳米管增强铝制电力金具的制造工艺,其特征在于,包括以下步骤:s1,超高真空状态下,采用蒸发或低压冷态溅射工艺在碳纳米管表面均匀沉积纳米合金a保护层,形成带有纳米合金a保护层的碳纳米管cnt/a;s2,将cnt/a加入到铝基体中,铝基体为粉体、半熔融体或熔融体形态,之后在半熔融或熔融状态下边加热边搅拌糅合均匀成混合体;s3,将混合体制成坯件后锻造或轧制,或直接浇筑铸造,得到碳纳米管增强铝制电力金具。2.根据权利要求1所述制造工艺,其特征是,碳纳米管为单壁碳纳米管或多壁碳纳米管中至少一种;碳纳米管纯度大于99%,直径为10~200nm,长度为5~20μm。3.根据权利要求1所述制造工艺,其特征是,纳米合金a包括钯、金、银、钪、钛、钒、锰、铁、钴、镍、铜、锌、锡、铬、硅、磷中至少一种元素,纯度大于99%。4.根据权利要求1所述制造工艺,其特征是,铝基体的纯度大于99%。5.根据权利要求1所述制造工艺,其特征是,步骤s1中,超高真空状态的真空度为0.1~10pa。6.根据权利要求1所述制造工艺,其特征是,步骤s1中,蒸发温度为400~1500℃。7.根据权利要求1所述制造工艺,其特征是,步骤s1中,低压冷态溅射参数:压力20~40mbar,温度20~200℃。8.根据权利要求1所述制造工艺,其特征是,纳米合金a保护层的厚度为10~1000nm。9.根据权利要求1所述制造工艺,其特征是,步骤s2中,按重量比,cnt:a:al=0.1~5.0:0.1~5.0:90.0~99.8。10.根据权利要求1所述制造工艺,其特征是,步骤s2在惰性气体气氛或真空环境中操作,半熔融或熔融的温度为400~1000℃。
技术总结
一种碳纳米管增强铝制电力金具的制造工艺,属于材料加工技术领域。该碳纳米管增强铝制电力金具的制造工艺,包括以下步骤:S1,超高真空状态下,采用蒸发或低压冷态溅射工艺在碳纳米管表面均匀沉积纳米合金A保护层,形成带有纳米合金A保护层的碳纳米管CNT/A;S2,将CNT/A加入到铝基体中,铝基体为粉体、半熔融体或熔融体形态,之后在半熔融或熔融状态下搅拌糅合均匀成混合体;S3,将混合体制成坯件后锻造或轧制,或直接浇筑铸造,得到碳纳米管增强铝制电力金具。本发明能够实现碳纳米管与铝基体的有效结合,得到增强的铝制电力金具。得到增强的铝制电力金具。得到增强的铝制电力金具。
技术研发人员:薛平 王金娥 董明
受保护的技术使用者:苏州第一元素纳米技术有限公司
技术研发日:2021.06.18
技术公布日:2021/9/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1