一种在线切换超薄镀层热镀锌液的方法与流程
1.本发明涉及一种在线切换超薄镀层热镀锌液的方法。
背景技术:
2.热镀锌是冷硬钢带经热镀锌机组的开卷、焊接、前处理、退火还原获得表面清洁、具有一定温度要求的、表面良好附着性和还原特性的纯铁钢带,再经锌锅中锌液浸润和气刀喷吹获得用户要求镀层厚度产品,随着热镀锌工艺和技术进步,热镀锌超薄镀层技术应运而生。锌液化学成分控制为带钢连续热镀锌工艺中的关键工艺之一,锌液化学成份控制对镀锌产品质量的影响,除影响锌层附着性外,还对其产品质量影响极大,而热镀超薄镀层要求热镀锌液具有良好的流动性即要求锌液铝含量大幅提高,为确保切换过程铝含量波动范围稳定可控,对锌液中铝含量进行研究,对此不同的厂家均有此类的报道。
3.检索文献披露:(1)林传华 孟宪陆在《宝钢技术》2017年第4期发表的论文“基于实践经验的锌液铝含量预测方法”中间表述了“热镀锌工艺要求锌液成分稳定控制,利用工业大生产的数据 ,建立一套铝消耗的经验模型。镀层中的铝含量主要由抑制层厚度决定,抑制层厚度取决于带钢运行速度;而镀锌面积决定了锌渣发生量。根据锌锅铝物质平衡 ,利用已有的生产实绩包括锌锭添加量、镀层带走的铝量以及锌渣发生量等 ,测算出锌渣铝含量。”的内容;(2)高兴昌 范洪彬等在《第十八届全国薄板宽带生产技术信息交流会》论文集“控制带钢连续热镀锌工艺中有效铝的研究及当前技术进展”中间表述了“在热镀锌过程中,带钢会超比例的从锌液中获取铝,而形成fe2al5粘附层,使镀锌产品获得一个好的附着性。这就使锌液中的铝含量随产量的大小而变化,同时带钢的铁也会不断的溶解到锌液中,在生产中,为了保证锌层附着性,通常采取稳定铝含量,要求铝含量要稳定在一个较佳的范围内,而铁和其它杂质含量要尽量减少”及“带钢不断的将锌液带走形成镀层,在这个过程中镀层中的铝含量要远远高于锌液中的铝含量,也就是说镀层会超比例的从锌液中获取铝。另外,镀锌过程会产生锌渣,锌渣中的铝含量通常也高于锌液。这样随着产量的变化,锌液中的铝含量是一个变化值。为了保持锌液中的铝含量在一个合适的范围,在生产操作中通常按产量向锌锅中加入高铝的锌铝二元合金,并按时对锌液成分进行检验以保证铝含量的稳定。”的内容;(3)袁思胜 李九岭在《武汉工程职业技术学院学报》2013年6月发表的论文“带钢热镀锌超薄镀层研究”中间表述了“增加锌液自身流动性,减小锌液被刮除时的对斥力,要减薄镀层就必须增加锌液自身流动性,要增加锅中锌液的流动性,就得减少锌液中铁含量, 目前广泛采用的除铁方法是向锌液中加铝,提高锌液中的有效铝含量,用铝除铁来净化锌液中铁杂质”的内容;由上述信息可知:锌液成分的控制是连续热镀锌的关键工艺技术,在线切换超薄镀层热镀锌液是冷轧热镀锌企业一个工艺技术难题,目前还没有有效的工艺解决在线切换超薄镀层热镀锌液的工艺方法。
技术实现要素:
4.本发明的目的在于提供一种在线切换超薄镀层热镀锌液的方法,该方法能够有效
提高锌液的流动性,解决切换期间热镀锌线生产连续性,及生产过程中生产产品的性能和质量问题;解决切换效率及切换过程中高铝锌液均匀化的引起的质量问题;解决在切换生产超薄镀层产品时,锌锅添加锌锭的铝含量的关键技术问题。
5.本发明的目的是这样实现的:一种在线切换超薄镀层热镀锌液的方法,1.在线切换超薄镀层热镀锌液的目标锌液铝含量为0.50%
‑
0.60%,切换过程分为两个阶段;第一阶段:锌液的升铝阶段即锌液铝含量由0.15%
‑
0.20%升至0.50%
‑
0.60%;第二阶段:锌液的稳铝阶段即锌液中铝含量控制在0.50%
‑
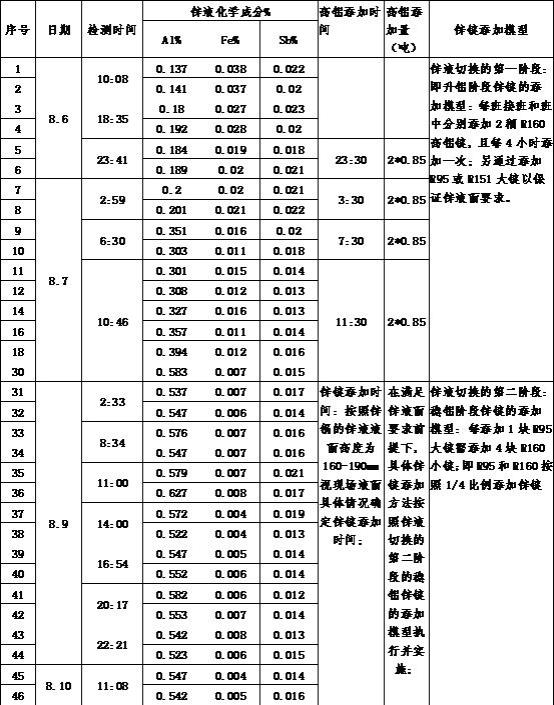
0.60%;2.在锌液切换前热镀锌机组生产切换成厚度≤0.35mm,宽度为1200mm或1250mm且机组速度为120mpm的彩基板;3.按以下要求进行锌锭的添加和锌液成分的控制:锌液切换的第一阶段:即升铝阶段锌锭的添加模型:每班接班和班中分别添加2捆r160高铝锭,且每4小时添加一次,高铝添加量每次为2*0.85吨;另通过添加r95或r151大锭以保证锌液面要求;锌液切换的第二阶段:稳铝阶段锌锭的添加模型:每添加1块r95大锭需添加4块r160小锭;即r95和r160按照1/4比例添加锌锭。
6.本发明方法,1.优化热镀锌锌液控制工艺,为提高超薄镀层锌液的流动性,一方面将锌液铝含量由生产常规镀层的0.15%
‑
0.20%,提高至0.50%
‑
0.60%,使锌液铁含量≤0.008%,用铝除铁来净化锌液中铁杂质,确保锌液纯净度,锌锅锌液温度由原来465
±
3℃提高至475
±
3℃,同时采用较高的入锅板温由原来480
‑
520℃提高至490
‑
520℃;2.切换期间,热镀锌线采用生产彩基板的方法;3.切换期间采用厚度≤0.35mm,宽度为1200mm或1250mm,机组速度为120mpm;4.在切换生产超薄镀层产品时,解决了锌锅添加锌锭的铝含量的关键技术问题;探索在热镀锌液切换的实践中为稳定锌锅中铝含量而采用的各主要品种锌锭添加配比,据此确定正常添加主锭的铝含量。
7.在线切换超薄镀层热镀锌液的锌液成分实绩及高铝添加情况:
7.在完成在线切换超薄镀层热镀锌液之后,为了优化生产超薄镀层锌液切换的第二阶段的稳铝锌锭的添加模型的执行、实施及今后超薄镀层生产将锌锭的主锭确定为单重=1.130吨,铝含量质量百分比=1.0%。年效益:即薄锌层产生效益+锌层控制精度提高产生效益为1184.2万元。
具体实施方式
8.一种在线切换超薄镀层热镀锌液的方法,1.在线切换超薄镀层热镀锌液的目标锌液铝含量为0.50%
‑
0.60%,切换过程分为两个阶段;第一阶段:锌液的升铝阶段即锌液铝含量由0.15%
‑
0.20%升至0.50%
‑
0.60%;第二阶段:锌液的稳铝阶段即锌液中铝含量控制在
0.50%
‑
0.60%;2.在锌液切换前热镀锌机组生产切换成厚度≤0.35mm,宽度为1200mm或1250mm且机组速度为120mpm的彩基板;3.按以下要求进行锌锭的添加和锌液成分的控制:锌液切换的第一阶段:即升铝阶段锌锭的添加模型:每班接班和班中分别添加2捆r160高铝锭,且每4小时添加一次,高铝添加量每次为2*0.85吨;另通过添加r95或r151大锭以保证锌液面要求;锌液切换的第二阶段:稳铝阶段锌锭的添加模型:每添加1块r95大锭需添加4块r160小锭;即r95和r160按照1/4比例添加锌锭。
技术特征:
1.一种在线切换超薄镀层热镀锌液的方法,其特征在于操作步骤如下:1.在线切换超薄镀层热镀锌液的目标锌液铝含量为0.50%
‑
0.60%,切换过程分为两个阶段;第一阶段:锌液的升铝阶段即锌液铝含量由0.15%
‑
0.20%升至0.50%
‑
0.60%;第二阶段:锌液的稳铝阶段即锌液中铝含量控制在0.50%
‑
0.60%;2.在锌液切换前热镀锌机组生产切换成厚度≤0.35mm,宽度为1200mm或1250mm且机组速度为120mpm的彩基板;3.按以下要求进行锌锭的添加和锌液成分的控制:锌液切换的第一阶段:即升铝阶段锌锭的添加模型:每班接班和班中分别添加2捆r160高铝锭,且每4小时添加一次,高铝添加量每次为2*0.85吨;另通过添加r95或r151大锭以保证锌液面要求;锌液切换的第二阶段:稳铝阶段锌锭的添加模型:每添加1块r95大锭需添加4块r160小锭;即r95和r160按照1/4比例添加锌锭。
技术总结
本发明公开了一种在线切换超薄镀层热镀锌液的方法,1.在线切换超薄镀层热镀锌液的目标锌液铝含量为0.50%
技术研发人员:李钢
受保护的技术使用者:新疆八一钢铁股份有限公司
技术研发日:2021.09.09
技术公布日:2021/12/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1