鞋模制造方法及鞋模与流程
本申请涉及模具制造领域,具体而言,涉及鞋模制造方法及鞋模。
背景技术:
1、鞋子的功能性与舒适性已经成为鞋子造型设计的重点之一,尤其是鞋底的部分。
2、鞋底模具厂因此面对鞋型自由曲面变化、产品生命周期缩短与提升品质等需求。
3、鞋底模具的传统减材制造方法工艺复杂、生产周期长,有时还会产生大量的边角料。
技术实现思路
1、本申请旨在提供一种鞋模制造方法,以解决鞋底模具减材制造方法工艺复杂和生产周期长的问题。
2、本申请的实施例是这样实现的:
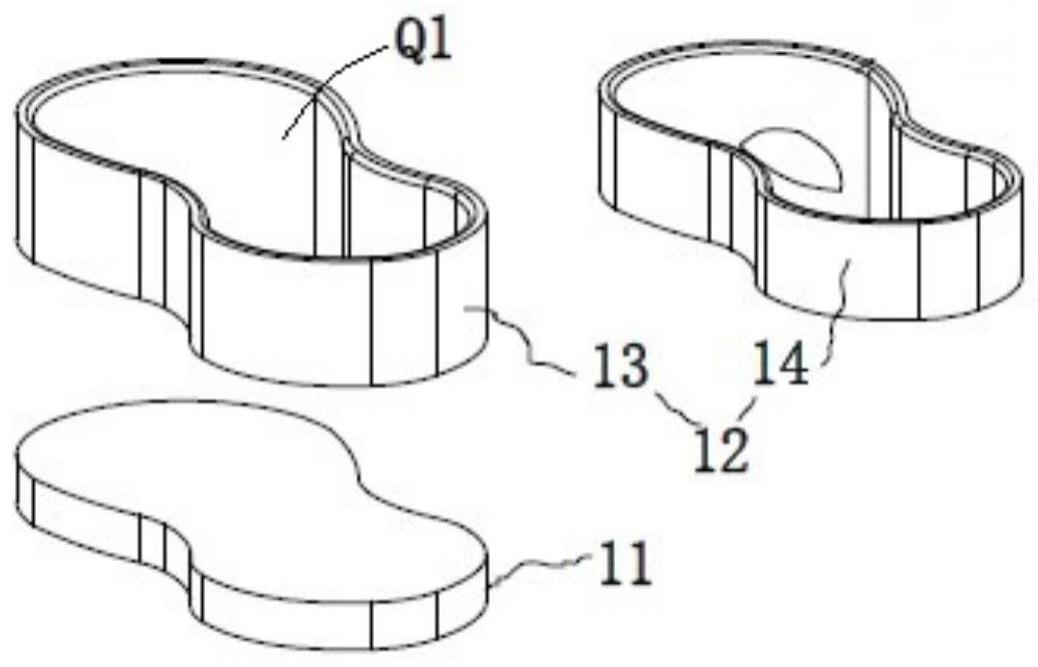
3、本申请实施例提供一种鞋模制造方法,所述鞋模包括下部部分和上部部分构成,所述鞋模的型腔位于所述上部部分,所述鞋模制造方法包括成型下部部分和成型上部部分。其中,所述下部部分通过减材制造或等材制造成型;成型上部部分包括在所述下部部分的上表面通过增材3d打印形成内部结构和表层结构,且所述表层结构限定所述型腔;所述增材3d打印包括多层的铺粉和扫描打印步骤,且所述内部结构各层的铺粉层厚大于所述表层结构各层的铺粉厚度。
4、本申请实施例中的鞋模制造方法,通过增材打印的方式在下部部分上打印嫁接上部部分,大大提高了打印效率,节约打印成本,降低生产周期;且上部部分分内部结构和表层结构采用不同的打印厚度打印,内部结构采用大厚度使得打印效率高,外部采用小厚度使打印质量高。
5、综上,本申请实施例中的鞋模制造方法能够兼顾鞋模高效制造和高质量要求。
6、在一种可能的实施方式中:
7、所述下部部分为实心部分,并通过机械加工或铸造的方式成型。
8、在一种可能的实施方式中:
9、所述下部部分的上表面外轮廓大于或等于所述表层结构的外轮廓。
10、在一种可能的实施方式中:
11、所述型腔的型面由花纹结构限定,用于在成型件表面形成花纹,所述花纹结构和所述表层结构一体打印。
12、在一种可能的实施方式中:
13、所述表层结构的壁厚为2-12mm。
14、在一种可能的实施方式中:
15、所述内部结构设置为由多个凸柱连接而成的空间晶格结构,以使所述内部结构具有孔隙。
16、在一种可能的实施方式中:
17、所述下部部分采用金属材料制成,所述上部部分采用与下部部分相同的金属材料粉末通过金属选取熔融技术打印而成。
18、在一种可能的实施方式中:
19、所述表层结构和内部结构使用不同层厚混合打印,所述表层结构的铺粉厚度为10-80微米,所述内部结构的铺粉厚度为40-300微米。
20、在一种可能的实施方式中:
21、所述表层结构的每层铺粉厚度为所述内部结构的每层铺粉厚度的n倍,n为2以上整数;
22、所述表层结构和内部结构的混合打印步骤包括,按所述表层结构的每层铺粉厚度对表层结构和内部结构所在范围铺粉,且第1到n-1层铺粉后仅打印所述表层结构所在范围而跳过所述内部结构所在范围,在第n层铺层时打印所述表层结构所在范围和所述内部结构所在范围,如此循环直至内部结构和表层结构打印完成。
23、在一种可能的实施方式中:
24、打印所述表层结构的激光功率小于打印所述内部结构的激光功率。
25、本申请实施例还提供一种鞋模,其由前述的鞋模制造方法制造而成,所述鞋模包括所述下部部分和一体成型于所述下部部分上表面之上的所述上部部分,所述上部部分包括所述内部结构和围于所述内部结构侧面和顶面的表层结构。
26、该鞋模采用前述的鞋模制造方法制造而成,制造高效、成本低,且能够适应当前对鞋型自由曲面变化、产品生命周期缩短与提升品质的需求。
技术特征:
1.一种鞋模制造方法,其特征在于,所述鞋模包括下部部分和上部部分构成,所述鞋模的型腔位于所述上部部分,所述鞋模制造方法包括成型下部部分和成型上部部分;
2.根据权利要求1所述的鞋模制造方法,其特征在于:
3.根据权利要求1所述的鞋模制造方法,其特征在于:
4.根据权利要求1所述的鞋模制造方法,其特征在于:
5.根据权利要求1所述的鞋模制造方法,其特征在于:
6.根据权利要求1所述的鞋模制造方法,其特征在于:
7.根据权利要求1所述的鞋模制造方法,其特征在于:
8.根据权利要求1-7任一项所述的鞋模制造方法,其特征在于:
9.根据权利要求8所述的鞋模制造方法,其特征在于:
10.一种鞋模,其特征在于,由权利要求1-9任一项所述的鞋模制造方法制造而成,所述鞋模包括所述下部部分和一体成型于所述下部部分上表面之上的所述上部部分,所述上部部分包括所述内部结构和围于所述内部结构侧面和顶面的表层结构。
技术总结
本申请涉及模具制造领域,旨在解决解决鞋底模具减材制造方法工艺复杂和生产周期长的问题,提供鞋模制造方法及鞋模。鞋模制造方法,鞋模包括下部部分和上部部分构成,鞋模的型腔位于上部部分,鞋模制造方法包括:成型下部部分;成型上部部分:上部部分包括内部结构和表层结构,分别通过增材打印方法打印嫁接在下部部分的上表面;内部结构围绕形成型腔,表层结构位于内部结构外侧的部分;增材打印包括多层铺粉和扫描打印步骤,且内部结构各层的铺粉层厚小于表层结构各层铺粉厚度。本申请的有益效果是能够兼顾鞋模高效制造和高精细纹路结构快速成形等高质量要求。
技术研发人员:刘建业,牛留辉,温俊鹏,赵崇亮,黄玉生,刘道金,李鹏,郭江明,刘傲霜
受保护的技术使用者:广东汉邦激光科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!